Материал: Вращающаяся печь для кальцинации глинозема производительностью по гидроксиду алюминия G=27 т/час
Вращающаяся печь для кальцинации глинозема производительностью по гидроксиду алюминия G=27 т/час
ОГЛАВЛЕНИЕ
Реферат
. Кальцинация гидроокиси алюминия
1.1 Назначение кальцинации
1.2 Аппаратурно-технологическая схема кальцинации
.3 Оборудование для кальцинации глинозема
.3.1 Трубчатые вращающиеся печи
.3.2 Тепловая работа вращающейся печи
.3.3 Барабанный холодильник
.3.4 Колосниковый холодильник
.4 Технологический режим кальцинации
.5 Очистка отходящих газов от пыли
.6 Неметаллургический глинозем
. Расчет вращающейся печи для кальцинации глинозема
.1 Исходные данные для расчета
.2 Материальный баланс процесса кальцинации гидроксида алюминия
.3 Расчет горения топлива
.4 Определение основных размеров печи
.5 Тепловой баланс печи кальцинации
. Расчет холодильника
. Заключение
Библиографический список
РЕФЕРАТ
В данном курсовом проекте рассмотрены технологические особенности и аппаратурно-технологическая схема высокотемпературного процесса производства глинозема - процесса кальцинации. Описана конструкция и тепловая работа вращающейся печи для кальцинации глинозема, особенности температурного режима процесса. Даны принципиальные описания конструкций холодильников, мультициклонов, используемых в процессе кальцинации. Рассмотрены основные требования, предъявляемые к очистке отходящих газов от пыли. Дана краткая характеристика сточных вод.
В проекте произведен расчет горения топлива, материального и теплового баланса печи для кальцинации глинозема, определены основные размеры печи.
Пояснительная записка содержит 30 страниц машинописного текста, 4 рисунка, 4 таблицы.
1. КАЛЬЦИНАЦИЯ ГИДРООКИСИ АЛЮМИНИЯ
1.1 Назначение кальцинации
Цель кальцинации - обезвоживание гидроокиси алюминия и получение из нее практически негигроскопичного глинозема. Это достигается нагревом до температуры порядка 1200° С.
При нагреве гидроокись алюминия испытывает следующие превращения. При 110-120° С из гидроокиси начинается удаление внешней влаги, при 250° С гиббсит теряет две молекулы кристаллизационной воды и превращается в бемит; при 500-550° С бемит превращается в безводный γ-Al2О3 и в температурном интервале 850-1200° С происходит превращение γ-А12О3 в практически негигроскопичный α -Аl2О3.
Все эти превращения идут с поглощением значительного количества тепла (эндотермические процессы), кроме превращения γ-Аl2О3 в α-Аl2О3 (экзотермический процесс). Общие технологические затраты тепла на кальцинацию составляют примерно 850 ккал на 1 т прокаленного глинозема. Основное количества тепла затрачивается при нагреве материала до 500-600° С, когда происходит разложение гиббсита и испарение выделяющейся влаги.
Скорость фазовых превращений гидроокиси алюминия возрастает в присутствии фтористых соединений; одновременно снижается температура этих превращений. Поэтому добавка к гидроокиси алюминия небольших количеств соединений фтора позволяет увеличить производительность печей кальцинации и снизить расход топлива. Глинозем, полученный в присутствии фтора, имеет шероховатую поверхность, большую плотность и меньше пылит при транспортировке и загрузке в ванны. Однако такой глинозем медленнее растворяется в электролите и весьма абразивен, что затрудняет его пневмотранспорт.
Чистота глинозема практически определяется чистотой исходной гидроокиси;
лишь очень немного примесей попадает в глинозем за счет истирания кладки печи.
Крупность глинозема также в основном определяется размерами частиц гидроокиси.
1.2 Аппаратурно-технологическая схема
кальцинации
На большинстве заводов кальцинация глинозема осуществляется в трубчатых вращающихся печах, а охлаждение прокаленного глинозема - в барабанных холодильниках.
Рассмотрим принципиальную аппаратурно-технологическую схему процесса кальцинации (рис. 1.1).
Промытый гидроксид алюминия из бункера с помощью пластинчатого питателя непрерывно подают в шнековый смеситель, куда одновременно поступает и уловленная технологическая пыль. Перемешаный с пылью гидроксид по наклонной загрузочной трубе поступает в рабочее пространство печи- Общее время пребывания материала в печи составляет 1,5-2 часа. Прокаленный глинозем затем охлаждают в холодильнике до 90-100°С и с помощью камерного насоса транспортируют в бункеры для хранения. Отходящие газы уносят из печи в виде пыли большое количество глинозема. Для улавливания пыли используют мультициклоны и электрофильтры. Очищенные газы через дымовую трубу выбрасывают в атмосферу.
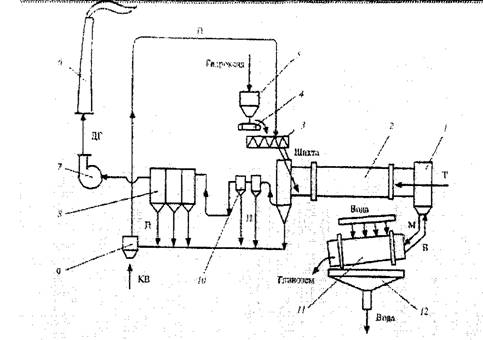
Рис. 1.1 Принципиальная аппаратурно-технологическая схема процесса
кальцинации: 1 - топочная камера; 2 - вращающаяся печь; 3 - шнековый смеситель;
4 -пластинчатый питатель; 5 - загрузочный бункер; б - дымовая труба; 7 -
дымосос, 8 -электрофильтр, 9 - пневматический насос; 10 - мультициклоны; 11 -
барабанный холодильник; 12 - короб для сбора охлаждающей воды; Т - подача
топлива; В -воздух; KB - компрессорный
воздух; ДГ - дымовые газы; М - материал; П - пылью
.3 Оборудование для кальцинации глинозема
.3.1 Трубчатые вращающиеся печи
Корпус печи представляет собой сварной металлический барабан диаметром до 5 м и длиной до 185 м, футерованный изнутри огнеупорным кирпичом. Барабан сваривают из листовой стали толщиной 20-40 мм, что позволяет использовать его в качестве металлического каркаса, т.е. крепить к нему соответствующие конструкции (бандажи, тормоз и т.д.). Как правило, диаметр барабана по всей длине одинаков, но в некоторых печах для изменения скорости перемещения материалов в отдельных зонах при неизменном наклоне печи диаметр барабана изменяют.
Общий вид типовой конструкции вращающейся печи представлен на рис. 1.2.
Футеровка барабана работает в тяжелых условиях, что связано с периодическими колебаниями температур на поверхности кладки, обусловленными вращением печи и пересыпанием находящегося в ней материла. Перепады температур при входе и выходе из-под слоя шихты составляют 150... 200° С. В зоне кальцинации на футеровку сильное химическое и абразивное воздействие оказывает материал. В зоне сушки кладка подвержена значительному истиранию цепями или отбойным устройством. Основным материалом для футеровки печей глиноземных заводов служит шамот. Высокотемпературные зоны выкладывают из специального огнеупорного кирпича. Толщина футеровки обычно составляет 230...350 мм. Между металлическим кожухом печи и огнеупорной футеровкой закладывают тонкий слой засыпки (10...30 мм), которая является не только теплоизолятором, но и, прежде всего, выполняет функции температурного шва, позволяющего компенсировать расширение футеровки при ее нагреве. Чтобы предотвратить разрушение футеровки при остановках печи, барабан должен вращаться до ее полного охлаждения.
На наружной поверхности барабана закрепляют стальные бандажи в виде неразрывных колец шириной 400-800 мм. Опорные бандажи воспринимают всю нагрузку от массы барабана, достигающую 70-400т. Каждый бандаж опирается на два ролика, вращающиеся во время работы печи. Ширина роликов обычно на 50-100 мм больше ширины бандажа. Опорные ролики установлены на массивных стальных плитах, укрепленных на железобетонных фундаментах таким образом, что барабан печи имеет небольшой уклон к горизонту, составляющий 1-3 град. Как правило, уклон задают в процентах от общей длины печи (2-4%).
Между опорами барабан вращающейся печи испытывает напряжение на изгиб.
Величина пролета между опорами зависит от диаметра барабана, его суммарной
массы, толщины кожуха и т.д. и составляет 26-30 м. Иногда кожух дополнительно
усиливается ребрами жесткости.
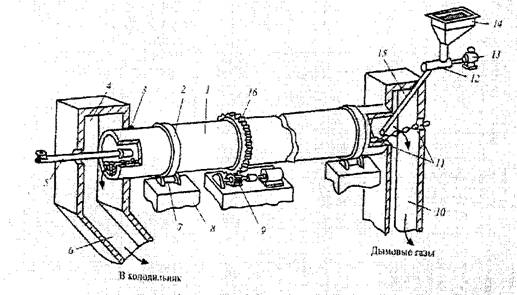
Рис. 1.2 Общий вид вращающейся печи:
- барабан печи; 2 - бандажи; 3 - уплотнительное устройство; 4 - топочная
камера; 5 -топливосжигающее устройство; б - разгрузочная течка; 7 - опорные
ролики; 8 -фундамент; 9 - привод барабана; 10 - газоотводная камера; 11 -
отбойное устройство; 12 -шнековый питатель; 13 - электродвигатель вращения
шнека; 14 - загрузочный бункер; 15 - труба для подачи в печь шихты самотеком;
16 - венцовая шестерня;
Барабан вращается вокруг своей оси со скоростью 0,6...2,0 об\мин. Регулирование числа оборотов барабана производят специальным устройством. Привод состоит из электромотора мощностью до 250 кВт специального редуктора и открытой зубчатой передачи, заканчивающейся большой венцовой шестерней. Для того чтобы барабан мог при нагреве свободно расширяться, венцовую шестерню прикрепляют к барабану при помощи пружин.
При вращении печи бандажи "катятся " по опорным роликам. Чтобы удержать наклонно расположенную печь от соскальзывания с опорных роликов, оси их устанавливают под небольшим углом по отношению к продольной оси печи (от 0° 10' до 0° 45'). Под воздействием такого разворота печь очень медленно поднимается вверх в направлении оси печи. При среднем коэффициенте трения между опорными роликами и бандажом корпус печи должен поддерживаться в среднем положении. Величина угла разворота опорных роликов зависит от массы печи, угла наклона барабана его диаметра.
Положение печи в продольном направлении фиксируется автоматически при помощи специальных упорных роликов с демпферами (демпфер - это приспособление для постепенного уменьшения механических колебаний путем поглощения части энергии колеблющейся системы) или гидроприводами, которые сообщают печи возвратно-поступательное движение с двойным ходом на 50...100 мм за 24 часа. С обеих сторон бандажа ближайшей к приводу опоры, а у мощных печей дополнительно еще у двух-трех бандажей установлены упорные ролики, вращающиеся на вертикальных осях. Эти ролики фиксируют положение печи вдоль ее оси и, следовательно, зацепление венцовой шестерни.
Для остановки вращения печи в любом положении служит электромагнитный тормоз, через обмотку которого во время работы печи постоянно пропускается ток. Когда подача тока прекращается, электромагнит выключается и отпускает колодки тормоза, которые и зажимают приводной вал.
Верхний торец печи входит в загрузочную камеру. Сухую шихту загружают в печь с помощью шнекового питателя через патрубок, расположенный в загрузочной камере. Пульпу подают в печь через пульповую трубу ковшом-дозатором или с помощью специальной форсунки. Уловленную пыль возвращают в печь вместе с шихтой, подавая ее либо в дозатор, либо в специальный смеситель.
Нижний конец печи входит в разгрузочную (или топочную) камеру. Между ней и барабаном ставят специальное кольцевое уплотнение, перекрывающее щель между вращающимся барабаном и неподвижной камерой. Уплотнительное устройство может быть выполнено виде входящих друг в друга лабиринтных колец, приваренных к корпусу и к головке печи. Холодный воздух, попадающий в кольцевой канал лабиринтного уплотнения, отсасывается из него вентилятором, что предотвращает попадание этого воздуха в печь.
В передней стенке топочной камеры предусматривают отверстие для установки горелочного устройства. Его конструкция зависит от вида используемого топлива. Однако, в любом случае необходимо учитывать, что со стороны топочной камеры в печи находится зона охлаждения, в которой температуру шихты необходимо снизить на 100-150° С. Это вызывает необходимость перемещения зоны горения в глубь барабана. Если топливную струю вводить непосредственно в топочную камеру, через которую поступает подогретый воздух, то горение топлива начнется уже на входе в барабан. Если же топливо подать в барабан, где воздушная и топливная струи становятся параллельными, то ухудшится их перемешивание и горение несколько сместится в глубь печи. Поэтому топливосжигающие устройства для вращающихся печей имеют, как правило, очень большую длину, позволяющую вводить их через топочную камеру прямо в барабан на расстояние, зависящее от длины зоны охлаждения. Снизу к топочной камере примыкает устье канала, по которому спек пересыпается в холодильник.
Для предотвращения налипания влажной шихты на стенки барабана и
настылеобразования в холодном конце печи устанавливают цепные завесы. Их
прикрепляют к барабану по всему сечению печи, выбирая длину зоны таким образом,
чтобы температура газов в ней не превышала 700° С. Цепная завеса влияет не
только на настылеобразование, но и на теплообмен между газами и шихтой.
1.3.2 Тепловая работа вращающейся печи
Тепловая работа печи характеризуется рядом показателей, важнейшими из которых являются тепловой и температурный режимы, производительность печи, удельный расход топлива и коэффициент полезного действия. Тепловой режим характеризует изменение во времени тепловой нагрузки, т.е. количества теплоты, подаваемой в печь в каждый момент времени, а температурный режим представляет собой изменение температуры печи во времени или по длине печи.
В рабочем пространстве вращающейся печи протекают процессы выделения теплоты при сжигании топлива, движения газовой среды и материала, внешнего и внутреннего теплообмена. От организации тепловой работы вращающейся печи зависит не только ее производительность и экономичность процесса производства глинозема, но и срок службы печи и качество конечного продукта.
Печь кальцинации работает по принципу противотока. Максимальную температуру и газы, и материал имеют со стороны топливной камеры, а минимальную со стороны загрузочной камеры. Нагреваемый материал вследствие наклона печного барабана и его вращения движется навстречу горячим топочным газам, которые охлаждаются. Температурный режим работы вращающихся печей не изменяется во времени, индивидуален для каждого вида технологического процесса и в значительной мере определяется химическим и фракционным составом перерабатываемых материалов.
Рабочее пространство печи условно делят не четыре технологические зоны (рис. 1.3).
Первая зона, которую называют заной сушки, характеризуется полным испарением гигроскопической влаги гидроксида алюминия, причем температура шихты здесь не превышает 200° С. Температура газов в пределах зоны сушки снижается с 600 до 300° С.
Во второй зоне - зоне кальцинации - удаляется химически связанная влага, и гидроксид превращается в безводный γ -Аl2О3. Для этого материал необходимо нагреть до температуры 950° С. Поток движущихся газов в этой зоне охлаждается на 450° С (с 1050 до 600° С).
Третья зона - зона прокаливания - располагается в области горящего факела, что обеспечивает максимально высокую температуру газов (1400° С). Это позволяет нагреть шихту до 1250° С, обеспечивающих переход глинозема из γ -модификации в α -модификацию. Чтобы гарантировать полное завершение процесса прокаливания (т.е. максимальное содержание α-Аl2О3), время пребывания материала в зоне стремятся увеличить за счет большего, чем в других зонах, диаметра печного барабана.
Четвертая зона - зона охлаждения - как и в предыдущем случае, обеспечивает охлаждение готового глинозема до 1000° С. При нормальной работе печи кальцинации температура покидающих ее газов не должна быть выше 300° С, а содержание СО2 находится в пределах 13-15 %. Содержание СО не должно превышать 0,8 %.
Нужно учитывать, что качество готового продукта, получаемого во вращающихся печах, определяется не только кинетикой, но и движением материала, т.е. временем его пребывания в печи. Наличие в печи частиц с различными скоростями движения и неопределенность соотношения таких частиц в промышленных условиях из-за технологических нарушений, нарушающих установившийся режим, затрудняют надежный контроль и регулирование тепловой работы печей.
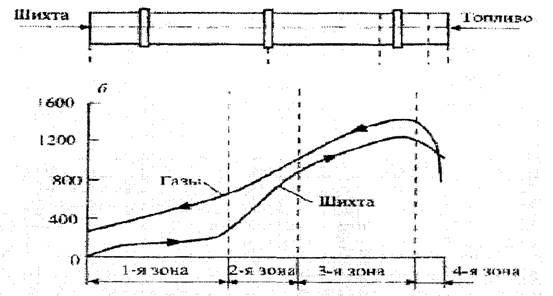
Рис. 1.3. Характер изменения температур газов и шихты по длине
вращающейся печи для процесса кальцинации.
1.3.3 Барабанный холодильник
Окончательно глинозем охлаждается в холодильнике до 80-120° С. Барабанный холодильник - это стальной вращающийся барабан, имеющий наклон около 5 % в направлении, противоположном наклону печи, Длина его 25-50 м, диаметр 2,3-3,5 м, скорость вращения 2-3 об\мин. Холодильник имеет приводной механизм и опорные устройства, сходные с таковыми у печи. Верхний конец барабана холодильника изнутри футерован шамотным кирпичом, остальная часть не футерована.