Материал: Виготовлення обичайки з біметалу
Ультразвуковий контроль
XIII. Якщо дефектів не виявлено, обичайку повертають на 180° з допомогою роликового стенда.. Проводиться зварювання внутрішнього шва легованої сталі, з допомогою зварювальної головки.. Після зачищення зварного шва потрібно провести контроль якості:
- Візуальний контроль швів.
Ультразвуковий контроль
XVI. Якщо дефектів не виявлено то
обичайку потрібно відправити на склад, але при виявленні дефектів, по
можливості їх треба усунути.
2.2 Заготівельні операції
1)Після отримання металопрокату ,слід перед початком проведення будь-яких операцій перевірити відсутність зовнішніх дефектів металу зовнішнім оглядом (раковин, розшарувань). Перевірити відповідність металу кресленню на підставі сертифікату і лабораторних досліджень.
) Провести зачистку отриманого металевого прокату від бруду, металевої стружки, іржі, оливи і т.п.
3). Розмічення, виконується вручну для листових деталей, за кресленням. Лінії креслять на листі рисувалкою, використовуючи металеві лінійки та інший вимірювальний і креслярський інструмент. Прокреслені лінії нерідко для більшої помітності відбивають крейдною ниткою. Розміри вимірюються рулеткою не нище другого класу точності. Розмітка фіксується на металі способом кернення.
4) Різання.
Виконується гільйотинними нотницями.
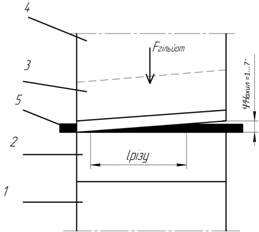
рис. 5 Схема різання гільйотинними ножницями
.-стіл; 2.-нижній ніж; 3.-притиск; 4.-верхній
ніж; 5.-ножова балка
Гільйотинними ножницями виконуються так операції різання: обрізання листового металу по контуру, поздовжнє обрізання крайок, попереднє різання і торцювання листів, різання листів на мірні заготовки. Різання партій листових заготовок проводиться в упор гільйотини, який зазвичай встановлюють на відстані 60… 1250мм від лінії різу. Детталі невеликої повторюваності ріжуться по лініях, нанесених на поверхню листа, або за шаблонами, які накладаються на поверхню листа. Гільйотинні ножниці характеризуються найбільшою товщиною листового металу, що розрізається, від 4 до 40мм і довжиною різу від 1,5 до 8мм.
Використовують ножниці вітчизняних та зарубіжних виробників , які працюють за принципом SWING BEAM . Висока продуктивність гільйотинних ножиць, як правило, забезпечується за умови обладнання їх засобами механізації допоміжних робіт і транспортних операцій.
5)Наступною операцією є правлення напівфабрикату.
Сутність процесів правлення полягає в створенні в укорочених волокнах металопрокату деформацій розтягнення.
Внаслідок нерівномірного обтиснення листів під час гарячого прокатування на металургійних заводах, в результаті деформування листів іпрофілів після прокатуваня через нерівномірне охолодження, через деформування металу в процесі транспортування, а також після численних вантажо-розвантажувальних операцій в металі що приходить на підприємство часто є відхилення геометрії профілю - від площини і/або прямолінійності поперечного перерізу.
Більшість видів відхилень геометрії форми прокатної сталі успішно виправляється операціями попереднього правлення: хвилястість, кривизна, скручення,ухили граней полиць, перегини, заломи, коробковатість листової сталі.
Правлення застосовується для виправлення металопрокату до його оброблення, заготовок після вирізання, деталей після оброблення та зварних конструкцій після зварювання.
6)Згинання і вальцювання листової заготовки.
Вальцювання листових заготовок обичайок для виготовлення циліндричних, конічних та інших подібних елементів оболонкових зварних конструкцій виконується на двовалкових, тривалкових і чотиривалкових листозгинальних машинах або вальцях.
Виготовлення обичайок виконується в 2 етапи: спочатку виконується попереднє згинання (рис. 6) або підгинання для того, щоб уникнути «каплеподібної» форми обичайки, підгинається край заготовки; на другому етапі відбувається безпосереднє згинання обичайки , потім готуються крайки зігнутої обичайки під зварювання.
Для товщини 15мм використовується листозгинальні
машини з симетричними вальцями для згинання листів металу товщиною понад 10мм.
А саме тривалкові симетричні вальці горизонтального типу, що характеризується
симетричним розташуванням бічних приводних листів за відношенням до середнього,
який переміщається за висотою, завдяки чому вдбувається вигин заготовки на
початковій ділянці(рис. 7).
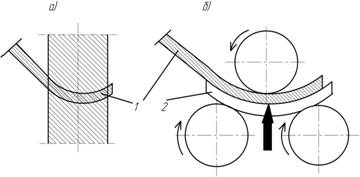
рис.6 Схеми підгинання крайок для вальцювання:
а - крайкозгинальним пресом; б - вальцями; 1 - заготовка; 2 - підкладний лист
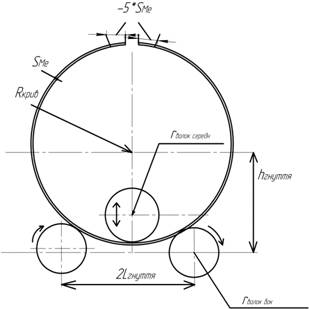
рис. 7 Схема положення семетричних тривалкових вальців горизонтального типу
.3 Складальні операції
Складання обичайок даного розміру і конфігурації проводять на спеціальних роликових стендах.
Роликовий стенд - призначений
головним чином для складання і зварювання обичайок і корпусів апаратів. З
допомогою стенда можливе обертання конструкції в процесі складання і
зварювання. Використовується під час зварювання поздовжніх швів. Його можна
використовувати й за умови встановлення в апаратах.
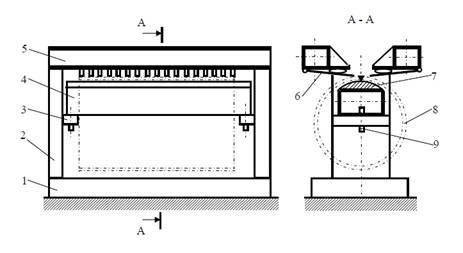
Рис. 8 Схема стенда для складання та
зварювання поздовжніх швів обичайок: 1-рама; 2-стояк; 3-кронштейн; 4-нижня
опорна балка; 5-верхня опорна балка; 6-клавішний притискач з пневмошланговим
приводом;7- металева підкладка; 8-обичайка; 9-шворінь
Після завершення складальних
операцій на роликовому стенді проводять перевірку дотримання зовнішнього
вигляду і форми складених деталей зварної конструкції, відповідно до техпроцесу
креслення і технічних умов (якість оброблення кромок, зачистка після різання).
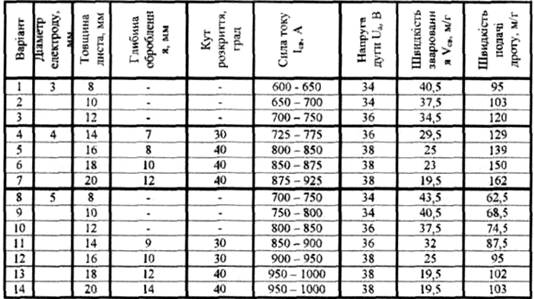
2.4 Обгрунтування вибору способу
зварювання та визначення режиму зварювання
Для зварювання основного шару біметалу, тобто шару зі Сталі20, було обрано автоматичне зварювання під шаром флюсу, яке виконується з допомогою зварювального трактора ТС-17 М-У.
Цей спосіб зварювання забезпечує високу продуктивність і технологічність процесу, а також є доцільним з погляду можливостей максимальної механізації процесу, вартості обладнання та зварювальних матеріалів.
Зварювання виконується в нижньому положенні , дозволяє забезпечувати необхідну міцність з’єднання. Також варто врахувати що зварювання під шаром флюсу дозволяє зварювати товщини від 2 до 20мм за один прохід.
Наступний шар різнорідної сталі,
Х18Н9Т, зварюється після повороту обичайки на 180г, автоматичним зварюванням
плавкою стрічкою під шаром флюсу.
Таблиця 3. Підбір режиму зварювання при використаній зварювального трактора ТС-17 М-У
2.5 Вибір зварювальних матеріалів
Для зварювання шару Сталі20, використовують зварювальний дріт Св-08А згідно ГОСТ 2246-70, та флюс типу АН-348А.
Вибираєм срічку з хімічним складом,
який відповідає складу самої сталі що зварюється , для зварювання під шаром
флюсу.
Таблиця 4
|
Призначення наплавки |
Матеріал стрічки |
Марка флюсу |
|
Захист від корозії і ерозії |
Сталь Х18Н10Т |
АН-26 |
.6 Вибір сладального обладнання
Складання обичайки відбувається на
роликовому стенді(рис. 11). Обрано роликовий
стенд Т15-4Б, призначений для установки виробу , що зварюється, у зручне
положення
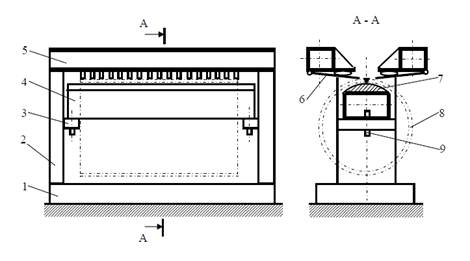
Рис. 11 Схема стенда для складання
та зварювання поздовжніх швів обичайок: 1-рама; 2-стояк; 3-кронштейн; 4-нижня
опорна балка; 5-верхня опорна балка; 6-клавішний притискач з пневмошланговим
приводом;7- металева підкладка; 8-обичайка; 9-шворінь
Роликовий стенд - призначений головним чином для складання і зварювання обичайок і корпусів апаратів. З допомогою стенда можливе обертання конструкції в процесі складання і зварювання. Використовується під час зварювання поздовжніх швів. Його можна використовувати й за умови встановлення в апаратах .
2.5 Вибір зварювального обладнання
Зварювання першого шару біметалу проводять з допомогою зварювального трактора ТС-17 М-У, під шаром флюсу.
До складу трактора ТС-17 М-У
входять: зварювальний трактор, апаратна шафа, джерело живлення зварювальної
дути - трансформатор ТСД-1000, комплект змінних вузлів і деталей, що дозволяють
робити зварювання з обробленням і без оброблення кромок, комплект дротів,
необхідних для підключення автомата й трансформатора (рис.9).

рис.9 Зварювальний трактор ТС-17М-
Зварювання шару сталі Х18Н9Т
виконується з допомогою зварювальної головки для наплавлення срічковим
електродом(рис. 10), яка працює на базі випрямляча КИУ-1201(рис. 10).


Рис.10 Зварювальна головка ;
Випрямляч КИУ-1201
Висновоки до розділу
1.Для зварювання сталі 20 було обрано оптимальний спосіб зварювання - це зварювання під шаром флюсу. Сталь Х18Н9Т оптимально зварювати стрічкою електродів під шаром флюсу.
. Зварювання здійснюється в «в човник» , за один прохід для кожного шва.
. Зварювальні матеріали для
здійснення процесу були
обрані з огляду на забезпечення високої якості утвореного шва.
3. Конструктивний розділ
3.1
Розрахунок роликового стенду
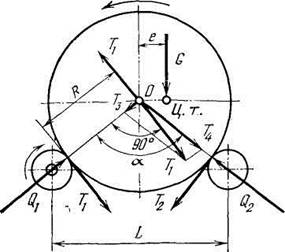
Рис. 12 Розрахункова схема
роликового стенда
На рисунку 12 представлена розрахункова схема роликового стенду
Активне зовнішнє навантаження стенду складається з центральної сили G, рівної вазі обичайки, що обертається, і вантажного моменту Мкр = G•e.
У статичному стані стенда при е = 0
сила G
створює на роликоопорах
опорні реакції Q,
які залежать від кута α:
 (1)
(1)
Цю ж величину можна виразити залежно
від діаметру виробу D,
поперечної відстані між роликоопорами L
і діаметру роликів Dp:
 , (2)
, (2)
Під час обертання виробу на
приводних роликах виникає окружне зусилля Т1..
Щоб оцінити вплив цього зусилля на опорні реакції роликів Q,
прикладемо до центру обичайки, що обертається, О дві рівні і прямо протилежні
сили Т1. Одна з них, в парі з окружним зусиллям на роликах, утворює момент Т1•R,
обертаючий обичайку
навколо осі О. Другу силу розкладаємо по напрямах опорних реакцій на дві
складових Т3 і Т4. Отже, під дією окружного зусилля Т1 до основних опорних
реакцій роликів Q
[див. формулу (1)] додаються сили; ± Т3 - на ведучі роликоопори і Т4 - на
ведені. Аналогічну дію робить сила Т2, додаючи до опорних реакцій сили Т3"
і Т4" . Таким чином, сумарні опорні реакції на приводних і холостих
роликах роликоопор
будуть відповідно:
Q1 = Q
+ T3”; Q2
= Q + T4”
(3)
По рисунку 4.1 маємо:
T3 = - T1/tg α;
T4 = T1/sin α; T3” = T2/sin α; T4” = - T2/tg α
Підставивши у формули (3) знайдені
значення Q,
Т3 і T4,
одержимо наступні вирази для опорних реакцій:
 (4)
(4)
Величина окружного зусилля Т1 на приводних роликах визначиться з умови подолання (урівноваження), по-перше, вантажного моменту Мкр = G•е, а по-друге, опори обертанню холостих роликоопор Т2.
Умова рівноваги моментів щодо осі
обичайки, що обертається, запишеться як
T1•R = G•e + T2•R, звідки
T1
= G•e/R
+ T2, (5)
де R
- радіус обичайки, що обертається; Т2 - опір обертанню холостих роликів. Опір
обертанню холостих роликоопор, приведене до їх кола, визначається як
![]() (6)
(6)
де dр - діаметр осі ролика в підшипниках; f - коефіцієнт тертя в підшипниках роликоопор (для підшипників ковзання f = 0,1, для підшипників кочення при конічних роликопідшипниках f = 0,02); μ - коефіцієнт тертя кочення (для сталевих роликів μ = 0,06 - 0,08 см, для покритих гумою μ = 0,25 - 0,35 см).
Підставивши значення Т2 з формули
(6) у вираз (5), одержимо:
![]() (6)
(6)
Замінивши в цій формулі величину Q2 його значенням з формули (4), після деяких перетворень одержимо остаточний вираз для величини необхідного окружного зусилля Т1 на приводних роликоопорах.
При обертанні збалансованої
обичайки, для яких е = 0, формула набуває вигляд
 . (7)
. (7)
![]() (7")
(7")
Підставивши отримане значення у
формулу (4), отримаємо кінцевий вираз для опорних реакцій роликоопор під
навантаженням:
 (8)
(8)
Знаючи величину окружних і
радіальних зусиль, діючих на ролікоопори,
неважко визначити розрахункове навантаження роликів.
 , (9)
, (9)
де Р1 - навантаження на одну ведучу роликоопору; Р2 - теж, на холосту; ip - число роликоопор в одному ряду; кр - коефіцієнт, що враховує нерівномірність розподілу навантаження на роликоопорах (для покритих гумою роликів при iр = 2 кр = 1; при I >3, кр = 1,2-1,3).
По найбільшій з величин Р1 і Р2 підбираються нормалізовані роликоопори і грузошини до них відповідно до діючого сортаменту і каталогів.
Крутний момент на валу рівний:
![]() (10)
(10)
де dв - діаметр валу в підшипниках.
Необхідна потужність на
приводному валу роликоопор, кВт,
визначається по формулі:
![]() (11)
(11)
де пм - частота обертання валу при маршовій швидкості, об/хв. У даному прикладі Необхідна потужність приводного електродвигуна N = Nb/ή0,
де ή0 - загальний ККД приводного механізму.
В нашому випадку: Dp
=76,5 см; f =
0,02; dp = 8
см;μ =
0.3; G =
745 кг.
![]()

![]()
![]()
![]()
![]()
Висновок до розділу
1.Виходячи з розрахунків (Р = 0,7 т) обрано роликоопору типу Т-15-4Б вантажопідємністю 15 т на одну спарену роликоопору.
.Загальна потужність повинна
складати не менше 3 кВт.
. Контроль якості
Контроль якості проводиться на всіх стадіях технологічного процесу виготовлення виробу.
На стадії виготовлення заготовок проводиться контроль їх форми та геометричних розмірів, які не повинні виходити за межі встановлених в Т.У. допусків.
На стадії складання також проводиться контроль геометричних розмірів складальної обичайки. Тип контролю - візуальний огляд.