Материал: Виготовлення обичайки з біметалу
Виготовлення обичайки з біметалу
Міністерство освіти, науки,молоді та спорту України
Національний університет «Львівська політехніка»
Кафедра
ЗВДВ
Курсовий проект
На
тему: «Виготовлення обичайки з біметалу»
Виконав:
Студент гр. ЗВ-41
Абрам Р.М.
Прийняв: Палаш
В.М.
Львів 2014
Зміст
Вступ
Завдання до курсового проекту
. Аналітичний розділ
.1 Характеристика виробу
.2 Характеристика матеріалу
.3 Оцінка зварності матеріалу
.4 Аналіз технологічності конструкції
.5 Аналіз існуючої технології виготовлення виробу
Висновок до розділу
. Технологічний розділ
.1 Вибір маршрутної схеми
.2 Заготівельні операції
.3 Cкладальні операції
.4 Обгрунтування вибору способу та режиму зварювання
.5 Вибір зварювальних матеріалів
.6 Вибір сладального обладнання
.7 Вибір зварювального обладнання
Висновок до розділу
. Конструктивний розділ
.1 Розрахунок роликового стенду
Висновок до розділу
. Контроль якості зварних зєднань
Висновок
Література
Вступ
Завданням курсового проекту є проектування технологічного процесу виготовлення обичайки з листового прокату біметалу, шляхом вальцювання та заварювання поздовжніх швів.
Обичайки даного типу можуть використовуватись для виготовлення цестерни та резервуарів для транспотрування рідин, продуктів харчової та технічної промисловості, також для тривалого зберігання нафти і нафтопродуктів, хімічних речовин, технічної води тощо.
Резервуари даної будови мають набагато вищі технологічні властивості ніж аналогічні ємності з низьколегованої та вуглевої сталі і одночасно є дешевшими по відношенню до легованих сталей.
В ході виконання проекту обрано маршрутну схему технологічного процесу виготовлення обичайки за якої виконання складальних і зварювальних операцій проводиться на різних робочих місцях.
Обрано оптимальний спосіб зварювання поздовжніх швів обичайки, а також складальне обладнання для його реалізації та зварювальні матеріали. Завдяки виконанню складальних і зварювальних операцій на різних робочих місцях паралельно часу, потрібний для виготовлення однієї обичайки, визначається тільки тривалістю зварювальних операцій.
Поздовжні шви виконуються на роликовому стенді в нижньому положенні, почергово для обох шарів біметалу.
В ході проекту встановлено також методи контролю якості зварних швів обичайки та заходи техніки безпеки, яких слід дотримуватись при її виготовлені.
зварювальний матеріал обладнання технологія
Завдання до курсового проекту
Розробити технологічний процес виготовлення зварної обичайки з біметалу.
· Довжина обичайки мм. (L) - 2000
· Товщина листа мм. (Н) - 15
· Внутрішній діаметр мм. (b) - 1000
Матеріал: Х18Н9Т і Сталь20. Зразок
№185.
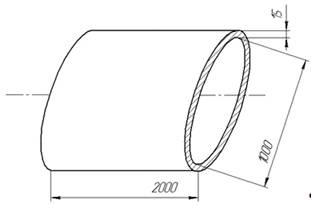
Рис. 1
Поперечний
переріз обичайки
1. Аналітичний розділ
1.1 Характеристика виробу
У сучасному виробництві широко застосовуються вироби з біметалів, зокрема й обичайки, як складові більш складних виробів.
Добре зарекомендували себе біметалеві цистерни для зберігання та перевезення хімічно-активних та агресивних рідин таких нафта і продукти її переробки.
Також застосовуються біметали і в промисловості для виготовлення вагон - цистерн, які успішно використовуються для перевезення продуктів харчової промисловості борошна,молока і т.д.
Застосування біметалів для таких завдань пов’язано з тим, що внутрішні стінки обичайок виготовляються з нержавіючої сталі, в моєму випадку Х18Н9Т, яка добре протидіє шкідливому впливу агресивних середовищ.
Зовнішні стінки, які формують майже 90% обичайки виготовляються з низьколегованої, конструкційної сталі, зокрема це може бути Сталь20, що забезпечує достатні фізико-механічні властивості виробу та значно здешевлює вартість виробництва.
При виготовленні будь-яких виробів з
біметалу шляхом зварювання, основним є отримання з’єднання при якому б
відбулося мінімальне перемішування різних шарів біметалу.
1.2 Характеристика матеріалу
Розрахунок маси конструкції:
![]()
v=l *h* b=2000мм h=2+13=15мм b=3140мм.
v=2*3,14*0,015=0,0942м3.
![]() =7900*0,0942=744,18кг.
=7900*0,0942=744,18кг.
Транспортування конструкції даної ваги виконується з допомогою опорної кран-балки мостового типу.
Кран-балка - спеціалізоване кранове обладнання мостового типу , призначене для проведення різних вантажно-розвантажувальних і підйомно-транспортних робіт на кранових естакадах , в промислових цеху і складах виробничих підприємств. Також дана спецтехніка застосовується при розвантаженні морських і річкових суден , зведенні цивільних і промислових споруд. Кран-балки характеризуються універсальністю і порівняно компактними габаритами , внаслідок чого широко використовуються для роботи у вузьких прольотах і важкодоступних для інших типів кранів місцевостях .
Сталь Х18Н9Т, корозійностійка, жароміцна, аустенітного класу.
HB 10-1=170МПа; ϬB=610МПа; КСU=250 (Дж/см2).
Хімічний склад сталі подано в таблицяі1.
Використання в промисловості: зварна
апаратура, труби, деталі пічної арматури, теплообмінники, муфелі, деталі
вихлопних систем, листові і сортові деталі. Апарати й посудини, що працюють при
температурі від -196 до 600 ° С під тиском, а при наявності агресивних
середовищ до 350 ° С
Таблиця 1
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
Fe |
|
до 0,12 |
до 0,8 |
до 2 |
8 - 9,5 |
до 0,02 |
до 0.035 |
17 - 19 |
до 0.3 |
~67 |
Сталь 20, конструкційна, вуглецева.
HB 10 -1 = 163 МПа; ϬB= 490-590МПа ; КСU= 59(Дж/см2).
Хімічний склад сталі подано в таблиці 2.
Таблиця 2
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
Fe |
|
0,17-0,24 |
0,17-0,37 |
0,35-0,65 |
До 0,25 |
до 0,04 |
до 0.04 |
до 0.25 |
до 0.25 |
~98 |
1.3 Оцінка зварності матеріалу
Технологія зварювання сталі повинна забезпечувати певний комплекс вимог, основними з яких є рівноміцність зварного з'єднання з основним металом і відсутність дефектів у зварному шві, тобто, зварне з'єднання повинно мати властивості не гірші за основний метал.
Згідно з ДСТУ 3761.1 - 98, металевий матеріал вважається зварним до встановленого ступеня заданим способом і для заданої мети, якщо за відповідної процедури зварювання досягається суцільність металу, яка гарантує відповідність вимогам, що їх ставлять до зварних з’єднань як щодо їхніх власних властивостей, так і щодо їхнього впливу на конструкцію, складовою частиною якої є. Розрізняють технологічну і фізичну зварність. Так, під фізичною зварністю розуміють здатність металів утворювати в результаті зварювання монолітні з'єднання з хімічним зв'язком.
Одним із непрямих методів оцінки схильності сталей до тріщино утворення є розрахунок еквівалентного вмісту вуглецю Секв. Який підраховують найчастіше до рекомендацій Міжнародного інституту зварювання.
Визначення Секв.Стійкість до утворення ХТ:
Сталь 20:
![]()

Дана сталь потенційно не схильна до
утворення ХТ, оскільки 0,34<0,4.
1.4 Аналіз технологічності
конструкції
Зварювання шару сталі 20, можна реалізувати з допомогою автоматичного зварювання під шаром флюсу. Даний спосіб зварювання не вимагає розробки кромок виробу, а тільки витримку встановленого зазору та дозволяє зварювати практично необмежену товщину металу за один прохід. Оскільки процес відбувається в нижньому положенні і є автоматизованим, то використання цього способу зварювання значно підвищує технологічність процесу зварювання.
Для забезпечення необхідного зазору використовуються спеціальні роликові стенди з притискачами, що дають можливість зварювати поздовжні шви та обертати обичайку.
Корозійностійкий шар, тобто сталь Х18 Н9Т зварюють теж з допомогою автоматичного способу зварювання, а саме зварювальною головкою підвісного типу в захисних газах.
Це робиться для того,щ об забезпечити мінімальне розбавлення аустенітного і не аустенітного металів при переході від основного шару до облицьовочного і навпаки .
Цей метод є досить технологічним, тому що задану товщину легованого шару можна заварювати в один прохід в нижньому положенні.
Після виконання першого шва обичайку доводиться перевертати тільки один раз з допомогою роликового стенда, що теж забезпечує достатню технологічність процесу зварювання.
Враховуючи те, що обичайка має невелику вагу, 745кг, її можна транспортувати з допомогою звичайної цехової кран-балки.
З цього випливає, що дана зварна конструкція має достатньо високий рівень технологічності.
.5 Аналіз існуючої технології виготовлення виробу
Найбільш широке застосування мають
біметалеві обичайки , які слугують заготовками для виготовлення цистерн або
інших ємностей, що широко застосовуються в багатьох галузях промисловості.
Практикується заварювання першого шару біметалу з конструкційної сталі,
звичайним для даної сталі способом. І наступне зварювання корозійностійкого
шару з використанням перехідного шару(рис.2).
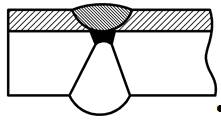
Рис.2. Шов двошарової сталі з
роздільним шаром
Я ж пропоную виконувати зварювання
основного металу методом автоматичного зварювання під шаром флюсу . І заварювання
наступного шару біметалу електродною стрічкою , яка дає можливість заварювати
необхідні товщини за один-два проходи, що обумовлено малою глибиною
проплавлення легованого металу і у зв’язку
з цим незначним впливом на склад та структуру утвореного шва(частка розбавлення
складає 10-20%),(рис.3).
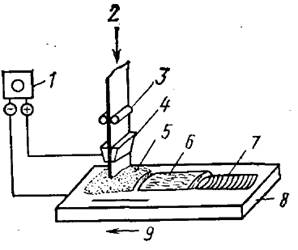
Рис. 3 . Схема процесса наплавки ленточным электродом под флюсом:
Адже основна причина використання перехідного наплавленого шару це намагання забезпечити якомога менше перемішування аустенітного та не аустенітного шарів біметалу. При використанні зварювання стічковим електродом, це перемішування різних металі вдається зменшити домінімуму.
Для зварювання поздовжніх швів обичайок використовуються роликові стенди (рис. 4), головною вимогою до яких, є забезпечення співвісності і семетричності стикування крайок обичайки, до початку процесу зварювання.
На рамі 1 установлені два стояки 2 з кронштейнами 3 та верхніми опорними балками 5 до яких прилаштовані клавішні притискачі 6.Нижня опорна балка 4 за допомогою шворнів 9 прикріплена до кронштейнів 3.Перед зварювання один із шворнів 9 виймають, що дає можливість повернути нижню опорну балку 4 для установлення обичайки 8 поздовжніми кромками на металеву підкладку 7, після чого балку з обичайкою повертають під верхні опорні балки 5 і закріпляють шворнем 9.Рівномірно розподілене навантаження від клавішних притискачів 6 забезпечує притиск зварювальних кромок обичайки 8 до металевої підкладки 7. Силовим приводом клавішних притискачів є пневмошланги в яких створюється тиск від заводської мережі стисненого повітря. Несучими конструкціями в наведеному стенді також є нижня та верхні опорні балки.
Після стикування і забезпечення співвісності крайок відбувається зварювання основного шару сталі, з допомогою зварювального трактора ТС-17 М-У.
Заваривши основний шар металу,
обичайку повертають на 180гр, і проводять наступне заварювання внутрішнього
аустенітного шару металу з використанням автоматичного зварювання в захисному
газі.
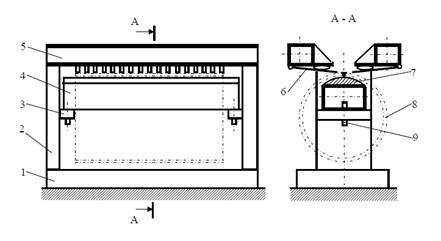
Рис. 4 Схема стенда для складання та
зварювання поздовжніх швів обичайок: 1-рама; 2-стояк; 3-кронштейн; 4-нижня
опорна балка; 5-верхня опорна балка; 6-клавішний притискач з пневмошланговим
приводом;7- металева підкладка; 8-обичайка; 9-шворінь
При використанні даної технології виробництва частка ручної праці незначна.
Використання потокових ліній,
оснащених спеціалізованим обладнанням і транспортними пристроями підвищує
продуктивність праці.
Висновки до розділу
В результаті аналізу конструкції обичайки встановлено:
. Біметал з якого виготовляється обичайка, складається з сталей які є добре зварювальними і не схильні до утворення холодних тріщин.
. Конструкція обичайки має достатньо високий рівень технологічності.
. Можливим способом вдосконалення технологічного процесу є:
використання складання і зварювання на різних робочих місцях;
виконання зварювання стрічкою електродів, та збільшення вильоту електроду;
використання для складання обичайки роликового стенду, з можливістю зварювання без прихваток.
проведення відпуску I-го
роду для звареного шва біметалу.
2. Технологічний розділ
2.1 Вибір маршрутної схеми
Виходячи з того, що складальні і зварювальні операції виконуються на різних ділянках. Встановлюємо наступну маршрутну схему.. Перевірити відсутність зовнішніх дефектів металу (раковин, розшарувань); відповідність металу кресленню на підставі сертифікату і лабораторних досліджень.. Зачистити отриманий металевий прокат від бруду, металевої стружки, іржі, оливи і тп.. Наступна операція - розмічення , виконується вручну для листових деталей, за кресленням.. Різання. Виконується гільйотинними нотницями.. Наступною операцією є правлення напівфабрикату.. Згинання і вальцювання листової заготовки.. Складання, обичайки на роликовому стенді.. Дотримання зовнішнього вигляду і форми складених деталей зварної конструкції, відповідно до техпроцесу креслення і технічних умов (якість оброблення кромок, зачистка після різання);
IX. Перевірити відповідність параметрів для зварювання( повинна буди задано правильно струм, напруга…).
X. Проведення самого процесу зварювання основного шару сталі, з допомогою зварювального трактора.. Після зварювання потрібно зачистити зварювальний шов.. Після зачищення зварного шва потрібно провести контроль якості:
- Візуальний контроль швів.