Материал: Утилізація відходів біотехнологічних виробництв
Розділ 2. Проблеми сучасної утилізації відходів біотехнологічних
виробництв
Утилізація відходів - здійснення будь-яких технологічних операцій,
пов'язаних зі зміною фізичних, хімічних або біологічних властивостей відходів,
з метою підготовки їх до екологічно безпечного зберігання, перевезення чи видалення.
Повторне використання або повернення в обіг відходів виробництва чи сміття.
2.1 Розклад складних субстратів та твердих відходів
Існує проблема розкладу утворюваних у технологічних процессах складних речовин, які будучи основною масою відходів, створюють загрозу навколишньому середовищу. Завданням екологічної біотехнології є їх руйнування та перетворення на нешкідливі для довкілля або використання як вторинну матеріальну сировину для виробництва кормових і харчових продуктів.
Компостування - це екзотермічний процес аеробного біологічного розкладу відходів в умовах підвищеної температури та вологості. У процесі біодеградації органічний субстрат піддається фізичним та хімічним перетворенням з утворенням стабільного гуміфікованого кінцевого продукту, який використовується у сільському господарстві як добриво та як засіб, що покращує структуру ґрунтів, підвищує їх стійкість до ерозії.
Відходи, що піддаються компостуванню: міське сміття, гній тваринницький ферм, відходи рослинництва, сирий активний мул тощо.
Організми, що беруть участь у компостуванні: бактерії, актиноміцети, гриби, водорості, найпростіші, вищі гриби, багатоніжки, кліщі, черви, мурашки тощо.
Процес компостування поділяють на чотири стадії:
· мезофільна - відходи мають температуру навколишнього середовища, рН слабокисле. Мікроорганізми, присутні у відходах, починають швидко розмножуватись, у процесі розщеплення ними органічних сполук виділяється енергія, температура піднімається до 40оС, рН підкисляється;
· термофільна - при підвищенні температури понад 40оС починають гинути мезофіли та переважати термофіли. Це піднімає температуру до 60оС, процес розкладання речовин продовжують споротворні бактерії та актиноміцети, гриби стають неактивними. Гинуть термочутливі патогенні мікроорганізми, бур’яни та їх насіння. рН стає лужним;
· охолодження - рН повільно падає, але лишається лужним. Швидкість тепловиділення стає дуже низькою, температура знижується до температури навколишнього середовища;
· дозрівання - втрати маси та тепловиділення малі, процес триває декілька місяців.
Параметри процесу компостування:
склад - сировина для компостування має містити максимум органічного матеріалу та мінімум неорганічних відходів;
дисперсність частинок - розмір частинок для механізованих установок з перемішуванням та примусовою аерацією - 12,5 мм, для нерухомих куп з природною аерацією - 50 мм;
поживні речовини - вміст елементів у відходах, як правило, є оптимальним для здійснення процесу компостування, лише співвідношення С/N та зрідка рівень фосфору можуть потребувати коригування. С/N має перебувати у межах 25/1;
вологість - має бути в межах 50-60;
аерація - оптимум - 10-18% кисню;
перемішування - здійснюється для забезпечення киснем усіх зон компостної маси та диспергування крупних фрагментів сировини;
розміри купи - будь-яка довжина, висота 1,5 м та ширина 2,5 м для куп та
компостних рядів з природною аерацією. У разі примусової аерації розміри купи
мають перешкоджати перегріву.
2.2 Утилізація відходів спиртових виробництв
Загально прийнятною технологією переробки відходів спиртових заводів - спиртової барди є вилучення твердої фракції, її фільтрування, висушування та грануляція кормової суміші для сільськогосподарських тварин. У всьому світі такі гранульовані комбікорми відомі як DDGS (Distillers Dried Grainwith Sollubes). Технологічна схема отримання продукту DDGS наведена у додатку 1. Рідка барда з брагоректифікаційної установки подається на декантерну центрифугу (1), де проходить відділення нерозчинної частини сухих речовин (СР) барди від рідкої фракції (зернова барда має в своєму складі 7,5-8,5% мас. СР; із них залишається у фільтраті 2,5-3,0% мас.). Далі рідкий фільтрат подається на випарювання на трикорпусну випарну установку (2), після якої концентрація СР підвищується до 5-40% мас. Отриману раніше вологу дробину з вологістю 60-65% змішують із упареним фугатом і подають на сушку (3), де видаляють зайву вологу і доводять вміст СР до 87-90%. Далі суха барда за допомогою шлюзового запору циклона (4) сушки подається в бункер (5), який знаходиться над прес-гранулятором (6), звідки дозовано подається в змішувач-кондиціонер грануляту, де обробляється гострою парою. Далі підготовлена сировина подається на камеру пересування, після якої має форму циліндричних гранул. Останні охолоджують в протитечійному охолоджувачі (7) з рухомим щілинним дном. Дрібну фракцію відсіюють на вібраційному ситі (9) і повертають у цикл пресування за допомогою аспіраційної системи (8). Готові гранули пакують в мішки або біг-беги, використовуючи дозатор (10) та машину для запаювання мішків (11).
Наступною невирішеною проблемою є утилізація фільтратів після цієї операції. Як правило, спиртова барда, що містить до 2,5-3,0% твердих цінних біологічних речовин, подається на поля фільтрації без їх виділення.
Запропонована та досліджена технологія екстракції твердих речовин
класичними екстрагентами (етилацетат) та екстрагентами, що були виділені при
технічній переробці спиртової барди. На рис. 1-3 наведено принципову схему
реагентної переробки відходів спиртових заводів України. Cпиртова барда після
відділення твердої фракції була піддана екстракції з метою виділення
кукурудзяного масла. В якості екстрагенту були використані класичні розчинники
(етилацетат), а також екстрагенти, які були отримані при фракційному розділенні
сивушних олив. Так, при фракційному розділенні сивушних олив при атмосферному
тиску (рис. 1) виділяли дві фракції: №1 з максимальним вмістом спиртів С2-С4 та
№2 з таким же вмістом спиртової фракції С4-С5.

Рисунок 1 - Принципова схема розділення сивушних олив
фракційною розгонкою
Наступне розділення отриманої фракції №1 проводили на
модульній ректифікаційній колоні при атмосферному тиску (рис. 2).
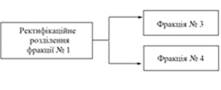
Рисунок 2 - Принципова схема розділення фракції №1 на
модельній ректифікаційній колоні
В результаті ректифікаційного розділення було вилучено
фракцію, яку використовували на стадії екстракції кукурудзяної олії із
фільтрату після вилучення твердої фракції (рис. 3). Другим екстрагентом було
досліджено етилацетат за класичною схемою екстрагування органічних речовин.
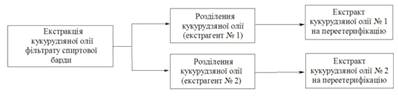
Рисунок 3 - Принципова схема вилучення (екстракції)
кукурудзяної олії із фільтрату спиртової барди після вилучення (фільтрації)
твердої фракції
.3 Утилізація відходів харчових виробництв
Основна маса відходів та побічних продуктів харчової промисловості - близько 70% - використовується безпосередньо на кормові цілі в тваринництві, близько 20% направляється на виробництво продуктів харчування та технічної продукції, решта використовується як добриво та паливо. Відходи харчових підприємств дуже об’ємні, містять багато вологи, малотранспортабельні і не можуть довго зберігатися.
Багато продуктів виробляється з відходів. Це кормові та хлібопекарні дріжджі, спирт, господарське мило, молочна сироватка. Крім того, з відходів отримують тисячі тонн пектину та фруктового порошку, рослинного масла, лимонної та глютамінової кислоти.
У м'ясній промисловості повторні продукти переробки становлять 25,0% маси туші, що можуть бути використані на корм худобі. Відходи м'ясної промисловості використовуються переважно для виробництва сухих і варених тваринних кормів. Більш перспективним і економічним є виробництво сухих тваринних кормів, які зручно зберігати, транспортувати і вводити в кормові ємності.
Значну кількість кормових відходів включають в раціон курчат і курей-несучок. Іноді ці відходи використовують як добавку до корму хутрових звірів, свиней. Раціональне використання субпродуктів дозволить додатково отримати значну кількість варених ковбас, паштетів, збільшити виробництво сухого і вареного комбікорму.
У відходи виробництва картопляного крохмалю переходить біля 40,0% сухих речовин картоплі. Якщо використання картопляної мезги можна вважати задовільним, то клітинний сік і сокові води поки ще не знаходять застосування і забруднюють атмосферу. Клітинний сік можна використати для кормових дріжджів.
Відходами хлібопекарського і макаронного виробництва є пил і крихта. Середній їх вихід становить 0,15% до маси переробленої сировини - муки. Ці відходи в основному реалізовуються на корми тваринам. З мірошницького пилу, витрясок і борошняного змету, які використовуються нераціонально, можна отримати кислотний декстрин.
Переробка органічних відходів молокозаводів та жировмісних стічних вод.
Жировмісні стічні води (ЖСВ) належать до висококонцентрованих промислових стоків, а деструкція їх забруднень потребує будівництва складного комплексу очисних споруд. Застосування існуючих механічних та фізико-хімічних методів очищення жировмісних стічних вод не є економічно доцільним, оскільки вони потребують значних витрат, не дають достатнього ефекту очищення і призводять до утворення нових відходів, що потребують додаткової утилізації.
Разом з тим підкреслюється, що для очищення висококонцентрованих стічних вод доцільно впроваджувати процес метанового зброджування. Для досягнення високої ефективності процесу необхідно застосовувати технології двоступінчастого метанового бродіння з рециркуляцією активного мулу, а стабільність процесу підтримувати за рахунок мікрофлори, іммобілізованої на носіях. Економічність процесу залежить від глибини зброджування органічних сполук, тривалості оброблення стоків та утилізації корисних продуктів метанового бродіння - використання отриманого біогазу як палива та застосування забродженої біомаси як сировини для виробництва БВК.
Стічні води молокопереробних підприємств, а також відходи їхнього очищення забруднюють навколишнє середовище і характеризуються високим вмістом органічних речовин молока (молочного жиру, білка, лактози). Була розроблена технологія по переробці органічних відходів, що забруднюють стічні води молокопереробних підприємств. Створені технології утилізації відходів двох напрямків. Перший - це виробництво кормових добавок з органічних речовин молока, що потрапляють у стічні води при переробці сировини. Другий - технологія переробки відходів, що утворюються під час загального стоку.
При розробці згадуваних технологій досліджували виробничі стічні води (ВСВ) після переробки молока, а також відходи, що утворюються при очищенні ВСВ. Визначали активну кислотність (рН), масові частки сухих речовин, жиру (апарат Сокслета), білка (метод Кельдаля), амонійний азот, нітрати, нітрити, фосфати. Ступінь забруднення ВСВ органічними речовинами характеризували показники хімічної та біологічної потреби кисню.
Дослідження проведено на ряді молокопереробних підприємств України. При розробці технології виробництва кормових добавок вивчали склад ВСВ, що утворюються при митті технологічного обладнання в цехах виготовлення продуктів з незбираного молока, вершкового масла, сиру та переробки вторинної сировини. Об'єм ВСВ визначали замірюванням витікання води, яку скидають на кожній технологічній операції в загальні стоки підприємства.
Ці дослідження показали, що високе забруднення стоків молокопереробних підприємств спричиняє потрапляння у стічні води шламу молокоочисників та сепараторів, ВСВ від миття їх і танків для приймання молока і вершків. У маслоробних цехах найбільша кількість забруднювачів спостерігається при скиданні ВСВ від миття танків для дозрівання вершків, масловиготівників, автоматів для фасування масла; в цехах виготовлення продуктів із незбираного молока від миття танків для заквашування сметани, кисломолочних продуктів, скидання в стоки сироватки; в сироробних цехах спостерігається значне забруднення стоків білковими речовинами за рахунок скидання розпилених частинок згустку молока, що утворюються при обробці сирного зерна.
Схема переробки відходів ВСВ на кормові добавки складається з кількох технологічних ліній: очищення ВСВ з відділенням жиро-білкових речовин, регенерації розсолу від соління сирів і лінії виробництва кормових добавок. До них також уводять наповнювач, який містить необхідні макро - та мікроелементи. Добавки мають білок, незамінні амінокислоти, ліпіди, мінеральні солі та біологічно активні речовини. За фізико-хімічними показниками кормові добавки містять 3,6% жиру й 32% білка в сухій речовині. Передбачено випуск кормових добавок пастоподібної консистенції та в сухому вигляді.
При розробці другого напрямку технології вивчали склад відходів, що утворюються в процесі первинного очищення стічних вод у відстійниках, та активного мулу, який виникає при доочищенні стічних вод в аеротенках. Нині жиро-білкові відходи відстійників, жировловлювачів та інші органічні відходи очищення стоків не використовують, відсутня також технологія їх переробки. Основний метод знищення цих відходів - захоронення їх у землю або спалювання, що призводить до забруднення навколишнього середовища.
Дослідження відходів відстійників показали, що вміст жиру в них становить 77-95%, білка - 2-5% в сухій речовині. Активний мул з аеротенків містить 34% жиру й 12 - білка в сухій речовині. За результатами досліджень розроблено технологію переробки органічних відходів від очищення стічних вод молокопереробних підприємств. У результаті переробки одержують екологічно чисті продукти - цінний кормовий білок та інші важливі для сільського господарства продукти.
Таку технологію можна застосовувати також при переробці відходів стічних вод м'ясопереробних комбінатів, маргаринових заводів та відходів інших підприємств із значним вмістом жиру та білка. Таким чином запобігають забрудненню навколишнього середовища, одержують прибуток завдяки реалізації продукції з відходів стічних вод, а також поповнюють кормові ресурси сільського господарства.
Основний забруднювач стічних вод молокопереробних заводів, що інгібірує процес біохімічного очищення, - казеїн. Нині найбільш ефективними вважаються два способи видалення казеїну із стічних вод: електрохімічний та біохімічний.
Біохімічний спосіб може бути реалізований як у аеробних, так і в анаеробних умовах. Накопичений позитивний досвід використання анаеробного біохімічного очищення стічних вод свідчить, що цей процес більш стійкий до інгібіруючих речовин, ніж аеробний. Крім того, анаеробний процес придатний для очищення висококонцентрованих стічних вод без попереднього їх розбавлення і має такі переваги: мала витрата електроенергії на очищення; низький приріст надлишкової біомаси; можливість підтримування у реакторі високої концентрації біомаси; мінімальний об'єм анаеробних біореакторів не обмежений, на відміну від аеробних установок, експлуатація невеликих установок простіша.
Проте анаеробним установкам властиві а деякі недоліки: неможливість очищення стічних вод довизначених норм скидання у водойми; для ефективного очищення бажано підтримувати оптимальну температуру стічних вод; тривалий пусковий період.