вершин нарезки трубы на 0,25-0,5 мм. Надрезы выполняются дис ковыми или пальцевыми фрезами. Удаляется деталь такими же
приемами, как описано в предыдущих методах.
Преимущество этого метода - возможность выполнить надре
зы с большой точностью, оставляя минимальную толщину пленки, что облегчает дальнейшее ее разрушение. Высокая точность, га
:рантированная при этом методе, исключает опасность поврежде
'Ния резьбы трубы.
Отвинчивание деталей. Удаление изношенных замковых дета
олей И переводников методом отвинчивания - наиболее рациональ
'НО, поскольку в этом случае наименьшие трудовые затраты по
'Сравнению с ранее описанными методами. Для практического ис
пользования метода отвинчивания предприятие должно распола
гать муфтонаверточным станком, который может развивать крутя
щий момент нужной величины.· Сущность метода сводится к тому,
что труба неподвижно закрепляется, а к удаляемой детали при
кладывается крутящий момент, достаточный для ее отвинчивания.
Если замковые детали были навинчены на трубы методом горячего крепления с соблюдением режима нагрева и технологии навинчи вания и после этого не приварены к трубе, то отвинчивание их обычно не вызывает затруднений. Не поддаются отвинчиванию де тали g тех случаях, когда получилось заедание резьбового соеди
нения.
Ремонт резьб
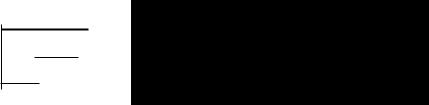
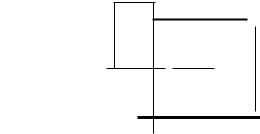
Чтобы отремонтировать коническую резьбу, необходимо торец
детали подрезать на величину 1, как показано на рис. 24.6. Наи
большую величину подрезки (мм) определяют из выражения
1 . 2 h/K , |
(24.3) |
где h - наибольшая глубина износа резьбы, мм; |
К - конусность |
.резьбы.
Определив 1, следует убедиться в том, что размеры ремонтиру
емого замка или трубы позволяют производить ремонт резьбы. У бурильных труб, изготовленных по ГОСТ 631-75 (типы 1 и
2), длина резьбы не должна выходить за пределы утолщенной час
ти - начала переходной зоны. Если это условие соблюсти нель-
а1
п
Рис. 24.6. Схема подрезки трубы и замковой детали при ремонте резьб:
а - конеЦ трубы; б - ЩlПпель; в - муфта; 1 - после ремонта. 11 - до ремонта