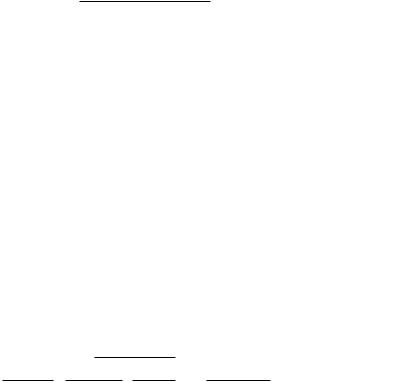
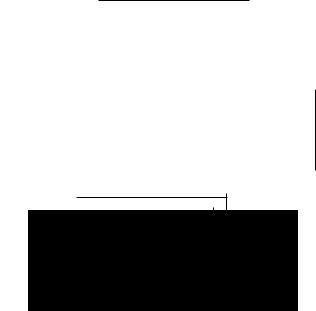
Таблица 17.18
Размеры соединений раструбного конца безмуфтовых труб с высаженными на
ружу концами - НI(Б (мм)
|
о. |
|
|
|
........ |
|
|
|
'" |
'" |
|
|
|
|
|
'" |
|
",' |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
о. |
|
0.:. |
|
|
|
|
",О |
|
|
|
|
|
|
|
|
|
::fO |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
...."''"о |
|
|
|
|
|
|
~6 |
|
|
|
|
|
5:;:., |
|
g~ |
|
|
|
|
|
|
|
:11 |
|
|
|
|
|
|
|
|
|
|
|
|
.0:' |
|
|
|
|
|
|
|
|
|
О |
|
|
|
|
|
.... |
|
|
|
|
|
:>10 |
|
|
|
:. ...... |
|
" .. |
|
|
|
|
|
О .... |
|
|
|
|
|
... |
I |
..,'".; |
|
|
|
|
|
|
|
|
:11:. |
:. |
"''' |
|
~~~ |
§ |
|
|
|
|
|
.... " |
|
.... .; |
|
|
|
О |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
:11'" |
|
I |
"'''' |
I:J:), |
.. |
|
|
|
|
|
|
"'""'0 |
|
|
|
|
.... >- |
|
.... с:: |
|
|
|
О |
|
|
:о:. |
|
|
|
== 0* |
:"'." |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
.. |
|
|
'1ti |
|
'10 |
|
|
|
~ ~ ~* |
~ |
@а:::* |
|
о |
|
|
00,,", |
|
О'" |
|
I |
'" |
|
|
",-е- |
|
|
:. |
|
|
|
"t: |
|
|
|
|
с:: :. о. |
"t: |
О с:: |
"t: |
|
|
|
|
|
|
|
|
"''''' |
|
|
","'оо. |
|
|
'1 |
|
|
"'о |
|
'§2 |
|
|
|
.. ", .. |
|
|
|
|
|
"'о |
|
|
|
|
|
|
|
|
|
|
|
|
|
:. |
|
|
|
|
|
:. |
|
|
|
~ac" |
|
|
|
|
~c:> |
|
|
|
|
|
|
|
|
|
|
|
|
:. |
:с ID* |
м |
|
|
>-0'" |
|
|
|
|
:.== |
|
|
|
"'-н |
|
|
"'с:: |
|
|
|
|
|
|
|
|
:.'" .... |
|
|
|
|
0 . ":' |
.... |
0.:. |
|
::f |
|
|
====1 |
|
==!:; |
|
|
|
Q..~ |
|
|
О. |
|
|
|
|
:о |
|
":О |
"о |
&:0 |
"t: |
|
|
"''"о.,... |
|
о |
|
|
0:0 . - |
|
~ 3* ~ |
I |
|
|
.. |
21 |
|
|
|
|
|
|
о |
~~ |
|
|
|
|
|
|
|
|
|
|
|
== |
|
|
|
|
|
|
|
|
|
|
о. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
'" |
|
|
|
..<J |
|
|
|
|
.... |
|
.." |
|
|
|
|
|
|
000...1 |
|
.... '" ... |
|
|
",,,, |
|
|
|
|
|
|
|
;5:а |
|
0.", |
f-.. 'O |
m |
|
|
:>1==0 |
:110 |
|
.... |
|
1 |
.... с:: |
|
|
|
==и |
|
== |
'" с:: |
.;>- |
|
|
~~ |
.; |
== '" |
о. |
|
|
"'''' |
.;" |
"'.... |
|
:. |
|
|
|
" >-'-< |
|
<J |
'" |
|
|
.;== |
|
.;.; |
Е |
|
О'" |
|
:." |
О |
>- '" ::r |
|
|
",.;....и |
о |
~~ |
|
.... |
|
|
|
<J |
|
'" о |
|
I |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
"'о'" |
|
~ |
1::1:~ |
|
1::1:0 .. |
|
|
~n. |
|
|
t:Q~ |
~ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
>00. |
1: |
|
|
1::1: ".... 0'". |
1: |
|
<J |
I |
Р. '1с:: |
I р. '1 |
и |
|
|
|
с:: ... |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
|
|
62,267 |
63,4 |
|
I |
57,30 |
65,8 |
I |
70 |
|
66 |
|
|
|
60 |
|
56 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
73 |
|
|
75,267 |
76,4 |
|
|
69,80 |
78,8 |
|
|
75 |
|
72 |
|
|
|
65 |
|
61 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
89 |
|
|
91,267 |
92,4 |
|
|
85,80 |
94,8 |
|
|
75 |
|
72 |
|
|
|
65 |
|
61 |
|
|
102 |
|
|
104,267 |
105,4 |
|
|
98,80 |
107,8 |
|
|
75 |
|
72 |
|
|
|
65 |
I |
61 |
|
|
114 |
|
|
117,267 |
118,4 |
|
|
111,80 |
120,8 |
|
|
75 |
|
72 |
|
|
|
61) |
61 |
|
|
|
|
При м е ч а н и е. Конец |
сбега резьбы |
может находиться на фаске. расположенной меж |
ду резьбой и |
уплотнительной |
конической |
расточкой. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а, мм ............. . |
|
|
|
7,5 |
|
8,5 |
|
|
|
|
10 |
|
|
|
Шаг резьбы, мм . . . . . . . . |
. . |
|
|
|
2,54 |
|
4,232 |
|
|
|
3,175 |
|
и 5,08 |
Испытанию внутренним гидравлическим давлением должна быть
подвергнута каждая труба с навинченной и закрепленной на ней муфтой, а также каждая труба НКБ. Испытание труб НКБ допу скается проводить до нарезания резьбы после термической обра-
ботки. Продолжительность испытания труб 10 с. |
, |
Проверке неI1Взрушающим методом на наличие продольных де
фектов должна быть подвергнута каждая труба.
По согласованию изготовителя с потребителем для труб испол
нения Б групп прочности Д И К и исполнения А группы прочности Д
допускается поставка труб без неразрушающего контроля. Наружная и внутренняя поверхности труб и муфт осматрива
ются визуально.
Глубина залегания дефектов должна проверяться надпиловкой или другим способом в одном-трех местах.
Проверка геометрических размеров и параметров труб и муфт
должна осуществляться с помощью универсальных измерительных
средств или специальных приборов, обеспечивающих необходимую
точность измерения,В соответствии с технической документацией.
утвержденной в установленном порядке.
Внутренний диаметр трубы и общая изогнутость трубы должны
проверяться по всей длине трубы цилиндрической оправкой длиной
1250 мм и наружным диаметром, указанным в табл. 17.19. Внутреннийдиаметр в конце высаженной части труб НКБ дол
жен проверяться шаблоном, диаметр которого на 2 мм меньше dB > указанного в табл. 17.5.
Изогнутость на концевых ~частках трубы определяется как част
ное от деления стрелы прогиба в миллиметрах на расстояние от места измерения до ближайшего конца трубы в метрах.