Материал: Транспорт углеводородов с морских месторождений
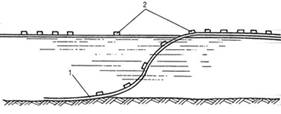
Рис. 10. 1 - Трубопровод с бетонным покрытием; 2
- Понтоны.
Наибольший изгиб при таком методе укладки трубопровод испытывает в сечениях, расположенных у дна и поверхности воды. Для снижения этих напряжений в отдельных случаях трубы заполняют не морской водой, а другой жидкостью или раствором с необходимым удельным весом. или жидкостью с меньшей плотностью (например, лигроином). Иногда для погружения трубопровода производят последовательное (обычно, автоматическое) отсоединение понтонов или залив воды в понтоны, которые сообщаются друг с другом через шланг.
Если гидрологические условия региона укладки трубопровода не позволяют буксировать плети трубопровода в надводном состоянии, то можно использовать метод подводной буксировки, которая предусматривает сварку трубопроводных секций длиной до 15 км на берегу с последующей транспортировкой их под водой к месту укладки. Спуск плетей на воду осуществляется в отсутствие волнения моря. Всю плеть трубопровода крепят к вертикальным цилиндрическим буям, находящимся на поверхности воды, таким образом, чтобы плеть оказалась ниже зоны активного воздействия волн; для условий Северного моря эта глубина принята равной 40 м.
В таком положении плеть буксируют к месту назначения, затем, используя для позиционирования буксир, секцию опускают на морское дно путём дистанционного затопления буев.
Во время проведения операций по укладке плети с целью уменьшения внутренних напряжений буи разгружаются в несколько приёмов. Для изменения положения трубопровода применяют натяжные устройства, установленные на судне (в случае его использования). Известно , что в случае укладки стальных трубопроводов без наружного антикоррозионного покрытия проблем, как правило, не возникает. При укладке трубопроводов с твёрдым покрытием (эпоксидной изоляцией) на практике случались проблемы, связанные с пониженной прочностью покрытия и её зависимостью от погрешностей позиционирования плети при транспортировке и укладке на морское дно [3, 6, 7].
Кроме того, иногда используются варианты придонной буксировки плетей, и буксировки с контролем глубины, которая является разновидностью придонной буксировки. Иногда этот метод буксировки называют способом укладки на средних глубинах.
При придонной буксировке к трубопроводу крепятся понтоны и цепи. Общая плавучесть системы рассчитывается таким образом, что трубопровод плавает над морским дном, а часть цепи (пригрузка) находится на морском дне. Этот способ обеспечивает стабильность по отношению к воздействию волн и течений, однако по его использованию имеется ограничение, связанное с тем, что морское дно должно быть достаточно гладким и ровным.
При буксировке с контролем глубины плавучесть системы должна быть рассчитана с такой точностью, чтобы подъёмные силы, действующие на цепи-пригрузы за счёт буксировки с определённой скоростью, подняли бы трубопровод со дна моря. Когда прекращается буксировка или же скорость буксировки падает ниже критического значения, трубопровод как бы зависает над дном. Этим способом уже было отбуксировано нескольких секций трубопроводов диаметром 660 мм и протяжённостью 3,5 км с последующей их укладкой в водах глубиной 150 м.
При сравнении метода сооружения подводных
трубопроводов, основанного на придонной буксировке плетей трубопровода с
последующим контролем глубины опускания, с традиционным методом,
предусматривающим использование трубоукладочного судна, видно следующее его
преимущество: требуется минимум техники и оборудования (необходим лишь ведущий
буксир с системой контроля и одно или два судна для сбора буев. Способ
экономичен, особенно эффективен при подводной укладке изолированных труб, труб
с подогревом или пучка трубопроводов в общей оболочке (трубе).

Надводная буксировка

Подводная буксировка
Рассматриваемый способ придонной буксировке труб с последующей их укладкой на дно применим практически для всех типов трубопроводов, которые ранее сооружались традиционным способом с использованием трубоукладочного судна. Операция погружения также не представляет особых трудностей и не является лимитирующим фактором для использования способа. При необходимости буи могут быть разгружены в два или более приёмов с целью уменьшения внутренних напряжений в трубопроводе во время операций буксировки и укладки на дно. Для изменения положения трубопровода требуется устройство для его натяжения, причём в случае укладки стальных трубопроводов без нанесённого сверху антикоррозионного покрытия никаких проблем не возникает, а при укладке трубопроводов с пластиковой изоляцией могут появиться некоторые проблемы. Длина трубопроводных плетей (секций) непосредственно зависит от операции позиционирования. Если течение более или менее умеренное, то точно позиционировать удаётся даже очень длинные трубопроводы. Если позволяют условия трассы, то длина плетей (секций) может быть увеличена.
Спуск на морское дно с трубоукладочных судов (ТУС)
А. Монтаж в горизонтальном или слабонаклонном положении
Наиболее распространённым методом укладки труб
этим способом является так называемый S-метод. Для плавного схода трубопровода
с кормы судно оборудуют специальным спусковым устройством - стингером. Участок
трубы, находящийся между точкой касания дна и стингера, принимает форму S -
образной кривой, и поэтому этот способ монтажа подводных трубопроводов получил
название S-метода.
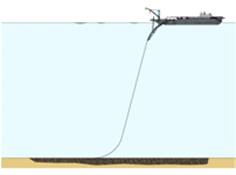
Рис. 11. Метод S укладки.
В этом методе применяется следующая контейнерная технология трубоукладки:
• с судового склада трубы подают на вспомогательную монтажную линию с помощью передвижного крана малой производительности;
• на вспомогательной монтажной линии трубы осуществляют демонтаж защитных обечаек с торцов трубы, очитку полости труб от посторонних предметов и зачистку кромок для проведения входного контроля торцов труб, проводят входной контроль торцов труб, центрируют (при этом осуществляется также деовализация кромок обеих труб перед их сваркой и сваривают в секции из двух или трёх труб, причём качество сварки проверяется средствами рентгенографического или ультразвукового контроля;
• секции труб перемещают на основную монтажную линии с помощью поперечного конвейера;
• на 1-м рабочем посту (станции) монтажной линии секцию труб стыкуют с трубопроводом, центрируют и накладывают основной сварочный шов;
• трубоукладочное судно перемещается по трассе на длину секции, стык секции и трубопровода перемещается на 2-й пост, где накладывают последующие слои сварного шва, затем на 3-й, 4-й и последующие сварочные посты, В зависимости от принятой технологии количество сварочных постов на линии может составлять от 3 до 6;
• стык секции и трубопровода в результате перемещения судна по трассе попадает на пост неразрушающего контроля сварного шва, затеи на пост очистки и изоляции стыка и далее на пост обетонирования стыка (если это предусмотрено технологией), далее трубопровод спускается воду.
S-метод имеет следующие преимущества и недостатки:
Преимущества:
· пригоден для работы на мелких и глубоких водах;
· меньшая зависимость от погоды, чем для буксиров или лебедочных барж, используемых лая буксировки или протаскивания;
· высокая производительность по сравнению с J-методом;
· можно найти несколько судов, работающих по этому методу, в любом районе мира (число их растет по мере снижения глубины воды), что ведет к снижению затрат ка мобилизацию и демобилизацию, так как судно можно найти в районе проведения работ.
Недостатки:
· возможность повреждения стингера ударами волн;
· поскольку трубопровод проходит через поверхность воды под относительно небольшим углом, довольно протяженный участок оказывается близко к поверхности и подвержен воздействию волн;
· группа обеспечения укладки обходится дороже, чем буксир или лебедочная баржа;
· ТУС не может поворачиваться по ветру при укладке;
· высокие растягивающие нагрузки ограничивают рабочую глубину.
В процессе укладки морских трубопроводов стыковые сварные соединения труб бывают нагружены в значительно большей степени, чем сухопутные, и поэтому требования к их сварке повышены. Однако из-за высокой стоимости трубоукладочного судна ( и по другим техническим и технологическим причинам) требуется высокая скорость изготовления трубопровода. В связи с эти для морских трубопроводов обычно применяют наиболее прогрессивные автоматизированные сварные установки, позволяющие осуществлять сварку с внутренней стороны трубы [2, 3, 6].
В состав вспомогательной монтажной линии входят устройства для перемещения труб и секций, станок подготовки кромок под сварку, детектор качества покрытия и наружный или внутренний центратор, сварочное оборудование, средство контроля качества сварки, устройства изоляции стыка и средства врезки и ремонта дефектного участка шва.
Кроме перечисленного оборудования, в состав основной монтажной линии входят натяжное устройство и средства обетонирования стыка. На современных судах-трубоукладчиках обетонирование, как правило, не проводят, а стык изолируют слоем битума, полиэтиленовой лентой или термоусадочной муфтой.
Современные трубоукладочные суда, работающие по S-методу, способны укладывать трубопроводы диаметром до 56" (1417 мм) на глубину до 300 м, а диаметром 32" (810 мм) - на глубину до 700 м со скоростью 3-5 км/сутки.
Рассмотренный S-метод монтажа морских трубопроводов имеет ограничение по глубине воды, т.к. горизонтального усилия трубоукладочного судна может оказаться недостаточно для создания требуемого напряжённо-деформированного состояния трубопровода. При этом увеличение радиуса кривизны и общей длины стингера осложняет контроль за укладкой трубопровода и делает его уязвимым к воздействию волн и течений [2].
Обычно для удержания ТУС в заданном месте и перемещения вдоль трассы прокладываемого трубопровода (при жёстких ограничениях перемещения под действием ветра, волнений и течений) служит мощная якорная система. Для работы якорной системы большое значение имеет обеспечение держащей силы якорей на грунте.
Помимо якорной системы удержания широко применяется динамическая система позиционирования.
Преимущества динамического позиционирования трубоукладочного судна:
· отсутствие какой-либо опасности повреждения существующих подводных кабелей и трубопроводов;
· меньшие взаимные помехи в случае проведения других операций вблизи ТУС;
· возможность работы в пределах зоны расстановки якорей буровых установок и заякоренных судов;
· гибкость в выборе места спуска и укладки труб на дно;
· быстрый спуск и укладка труб на дно;
· быстрое прекращение на дно в случае ухудшения погодных условий;
· никаких простоев из-за ограничений в расстановке якорей при неблагоприятных погодных условиях;
· сокращение простоев в результате механических повреждений;
· возможность работы при непрерывной вертикальной качке в процессе трубоукладочных операций.
Недостатком динамического позиционирования является глубокая осадка судна, оснащённого азимутальным движителем, находящимся примерно в 4 м ниже киля; подход к берегу невозможен, так как требуется глубина воды не менее 15 м.
Б. Монтаж в вертикальном положении
В настоящее время при строительстве трубопроводов на больших глубинах всё более широкое применение находит J-метод, также получивший своё название по форме кривой, которую принимает трубопровод в процессе монтажа.
Основные особенности J-метода состоят в том, что для стыковки и центровки секции труб с трубопроводом необходим подъёмник для подачи секции на наклонную площадку (спусковую рампу); соединение трубопровода с секцией осуществляется на одном рабочем посту с помощью сварного, муфтового или коннекторного соединения; спуск трубопровода осуществляется прямо с борта или кормы судна без применения стингера, из-за того, что верхний конец трубопровода располагается вертикально.
Преимущество этого способа монтажа трубопровода - возможность применения судов значительно меньших размеров, без использования громоздких стингеров.
Если S-метод имеет ограничение по глубине
сверху, то применение J-метода, наоборот, лимитировано минимальной глубиной.
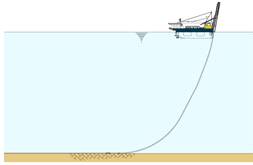
Рис. 12. Метод J укладки.
метод в основном применяется для укладки труб большого диаметра при относительно больших глубинах и предусматривает спуск трубопровода в вертикальном (или близком к вертикальному) положении с судна, оборудованного системой динамического позиционирования. При использовании этого метода плеть трубопровода сходит с ТУС, вися как кабель и слегка изгибаясь к горизонтали только по мере приближения к морскому дну.
В этом случае растяжение действует в почти вертикальном направлении, практически устраняя любую горизонтальную реакцию оборудования, размешенного на судне. Таким образом, полностью устраняется перегиб сверху и достаточно совсем короткого стингера для того, чтобы направлять плеть труб за бортом судна и снимать напряжение с укладочного интервала.
Трубопровод сваривают из 4-х трубных плетей в вертикальном положении в монтажной башне или вышке, установленной на ТУС, и укладывают на дно с натяжением для контроля изгибных напряжений. Судно перемещается вперед, н укладку продолжают, постоянно добавляя к трубопроводу новые плети. Установка плетей в вертикальное положение на монтажной вышке осуществляется с использованием поворотной рампы [2].
Поэтапная технология укладки трубопровода J-методом выглядит следующим образом:
Первый этап.
Плеть с разделанными кромками загружают со стеллажа на поворотную рампу с помощью двух палубных кранов. Плети фиксируют на поворотной рампе посредством набора роликов, после чего поднимают до тех пор, пока угол их наклона не сравняется с углом, под которым удерживается на стингере уже готовый трубопровод, спускающийся с кормы и удерживаемый удерживаемый устройствами.
Второй этап.
Плеть центрируют с помощью внутреннего центровочного инструмента, подвешенного в верхней части поворотной рампы.
Третий этап.
Сварка стыка закончена. Выполнен неразрушающий контроль. Начинается перемещение судна в новое положение, и стык опускается до уровня поста нанесения покрытия.
Четвертый этап.
На стык наносится покрытие. Начинается перемещение судна в новое положение, и трубопровод сходит через корму в море до тех пор, пока его свободный конец не подойдет к сварочному посту. Опускается поворотная рампа, и повторяется первый этап.
При такой схеме обычно используют только один пост для сварки, контроля и покрытия стыков, поэтому производительность J-метода меньше, чем при работе по S-методу. Однако этот метод имеет то преимущество, что при укладке трубопровода большого диаметра в глубоких водах требуется гораздо меньшее натяжение, чем при укладке S-методом.
Судно для работы по J-методу оборудовано системой динамического позиционирования, поскольку сложно использовать якоря на больших глубинах (до 3000 м), требующих применения J-метода.метод имеет следующие преимущества и недостатки: