Материал: Термическая обработка деталей
Термическая обработка деталей
ВВЕДЕНИЕ
В большинстве случаев подшипники качения работают при малых динамических нагрузках, что позволяет изготовлять их из сравнительно хрупких высокоуглеродистых сталей после сквозной закалки и низкого отпуска. В некоторых областях применения подшипников от материала требуется повышенная динамическая прочность, что заставляет применить высокоотпущенные стали с поверхностной закалкой или цементуемые стали.
Нагрузка, воспринимаемая подшипником качения, передается от одного кольца другому через тела качения - шарики или ролики, разделенные сепаратором. В точках соприкосновения тел качения с кольцами возникают контактные напряжения, вызывающие локальные деформации, в результате которых образуются контактные площадки, в общем случае имеющие форму эллипса.
Работоспособность подшипника характеризуется в первую очередь его статической и динамической грузоподъемностыо. Под статической грузоподъемностью понимают предельную нагрузку, при которой остаточные деформации в зоне контакта не превосходят заданно» величины (обычно около 0,01 % от диаметра шарика или ролики) |3|. Высокая статическая грузоподъемность подшипников достигается благодаря применению дли их изготовления сталей, обработанных на высокую твердость. Динамическая грузоподъемность характеризуется нагрузкой, которая после заданного числа оборотов подшипника не вызывает выхода подшипника из строя по усталостному разрушению в области действия контактных напряжений. Высокая динамическая грузоподъемность также требует обработки деталей на высокую твердость.
Термической обработкой называют совокупность операций нагрева, выдержки и охлаждения металлических сплавов, находящихся в твёрдом состоянии, для изменения их структуры и получения нужных физико-механических свойств.
Термической обработке подвергают детали и инструменты для повышения твёрдости, прочности и износостойкости, а также заготовки (поковки, отливки и др.) для подготовки к механической обработке.
Цель и задачи работы - научиться правильно разрабатывать технологию и режим термообработки деталей машин (температуру нагрева, продолжительность выдержки в печи, скорость охлаждения); определять режим отпуска согласно требуемых свойств, знать цель и особенность каждого из выбранных видов термообработки.
1. Общая характеристика методов термической обработки
Термическая обработка - это совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью придания им определённых свойств за счёт изменения внутреннего строения и структуры. Цель термообработки - это придание сплавам таких свойств, которые требуются в процессе эксплуатации этих изделий.
Отжигом называется вид термической обработки, состоящий в нагреве металла, имеющего неустойчивое состояние в результате предшествующей обработки и приводящей металл в более устойчивое состояние. При этом процессе заготовки и изделия получают устойчивую структуру без остаточных напряжений. Цели отжига - снятие внутренних напряжений, устранение структурной и химической неоднородности, снижение твердости и улучшение обрабатываемости, подготовка к последующим операциям.
Отжиг делится на полный, неполный, диффузионный, рекристаллизационный, низкий, изотермический и нормализационный.
Полный отжиг применяется для снижения твердости, прочности стали, а пластичность при этом повышается. При полном отжиге в металле происходит, перекристаллизация стали и уменьшения размера зерна, за счёт чего и достигаются указанные выше свойства.
Неполный отжиг применяется, для улучшения обрабатываемости резанием и для подготовки стали к закаливанию.
Изотермический отжиг заключается, в нагреве стали до определённой температуры и относительно быстром охлаждении, также до определенных температур и последующем охлаждении на воздухе. При этом получается, более однородная структура стали. Изотермическая выдержка производится в расплаве соли.
Диффузионный отжиг заключается, в нагреве стали до 1000-11000С, выдержке (10-15 часов) при этой температуре и последующем медленном охлаждении. В результате такого отжига происходит, выравнивание неоднородности стали по химическому составу. Такая высокая температура необходима для ускорения диффузионных процессов. При высокой температуре нагрева и продолжительной выдержке получается крупнозернистая структура, которая устраняется последующим полным отжигом.
Рекристаллизационный отжиг необходим для снятия наклёпа и внутренних напряжений после холодных деформаций и подготовки к дальнейшему деформированию. В результате такого отжига образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
Нормализация состоит из нагрева стали, её выдержке при определенной температуре и после чего оставляют охлаждаться на воздухе. Нормализация - это более дешёвая термическая операция, чем отжиг, так как печи используют только для нагрева и выдержки.
Закалка заключается в нагреве стали до больших температур и после чего сталь быстро охлаждают. Цель закалки - это придание стали повышенной прочности, твердости, но при этом снижается вязкость и пластичность.
По способу охлаждения различают виды закалки: в одной среде, в двух средах, ступенчатая и изотермическая. Закалке в одной среде проще и наиболее чаще применяется, но недостаток её состоит в том, что возникают внутренние напряжения. При закалке в двух средах, изделие сначала охлаждают сначала в одной среде, а затем в другой (вода, масло, воздух).
Ступенчатую закалку производят путем быстрого охлаждения в соляной ванне, затем делают выдержку и охлаждают на воздухе. Ступенчатую закалку применяют для деталей из углеродистой стали небольшого сечения (8-10 мм). Для сталей, имеющих небольшую критическую скорость закалки, ступенчатую закалку применяют в основном для изделий большого сечения.
При изотермической закалке, как и при ступенчатой, детали переохлаждают в среде, далее на воздухе. Преимущества этого способа закалки заключается в большей вязкости, отсутствии трещин, минимальном короблении. Изотермическую закалку применяют для изделий сложной формы. Существенную роль играют также способы погружения деталей в охлаждающую жидкость. Например длинные изделия вытянутой формы (свёрла, метчики) погружают в строго вертикальном положении, чтобы избежать коробления.
Поверхностная закалка - нагрев поверхностного слоя при помощи токов высокой частоты (ТВЧ) или горелок с последующим быстрым охлаждением, Повышает твердость только поверхностного слоя. Применяется в тех случаях, когда необходима высокая износостойкость поверхности и мягкая сердцевина детали
Отпуск стали - это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определённой температуры, выдержки и охлаждении. Цель отпуска стали - снятие внутренних напряжений, повышение вязкости и пластичности.
Различают низкий, средний и высокий отпуск. Низкий отпуск проводится при температуре 150-2000С. В результате снимаются внутренние напряжения, происходит увеличение пластичности и вязкости без заметного снижения твердости и износостойкости. Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой износостойкостью и твёрдостью.
При среднем отпуске нагрев производится до 350-4500С. При этом происходит некоторое снижение твёрдости при значительном увеличении упругости и сопротивляемости действию ударных нагрузок. Применяется для пружин, рессор, ударного инструмента.
Высокий отпуск производится при 550-6500С. При этом твёрдость и прочность снижаются значительно, но очень сильно возрастают вязкость и пластичность, однако создаётся оптимальный вариант для конструкционных сталей сочетание механических свойств. Применяется для деталей, которые подвергаются действию высоких нагрузок. Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей. Продолжительность выдержки зависит от размеров деталей: чем они больше, тем длиннее выдержка.
Обработка холодом состоит в том, что закаливаемые детали на некоторое время погружают в среду имеющую температуру ниже 00С. Производить обработку холодом нужно сразу после закалки. Такой обработке подвергают измерительный инструмент, части точных механизмов, детали шарикоподшипников. Обработка холодом не уменьшает внутренних напряжений, поэтому после неё необходим отпуск.
Термомеханическая обработка (ТМО) относится к комбинированным способам и представляет собой пластическую деформацию металла с закалкой. Как при закалке, так и при пластической деформации повышение прочности всегда связано с уменьшением пластичности. Преимуществом является то, что при большом увеличении прочности характеристики пластичности снижаются незначительно, а ударная вязкость в 1,5-2 раза выше по сравнению с той же маркой стали после закалки низким отпуском. ТМО делится на два способа: высокотемпературный и низкотемпературный.
При высокотемпературной ТМО сталь нагревают и подвергают деформации. Сразу после деформации сталь подвергается закалке и низкому отпуску.
При низкотемпературной ТМО сталь нагревается и охлаждается, после чего её деформируют. После деформации следует закалка и низкий отпуск. Низкотемпературная ТМО получила незначительное применение. Наиболее часто применяют высокотемпературную ТМО. Преимущество этого процесса состоит в экономии топлива, для нагрева под закалку, сокращение времени изготовления деталей, повышении механических свойств, увеличение прочности, ударной вязкости при незначительном снижении пластичности.
Химико-термической обработкой (ХТО) называют процесс, представляющий собой сочетание термического и химического воздействия с целью изменения состава, структуры и свойств поверхностного слоя стали, а, следовательно, и всей детали в целом.
Цементация - процесс ХТО, представляющий собой диффузионное насыщение поверхностного слоя стали углеродом при нагреве в соответствующей среде. Цель - получить высокую поверхностную твердость и износостойкость при вязкой сердцевине, что достигается обогащением поверхностного слоя стали углеродом в пределах 0,8-1 % и последующей термической обработкой. Цементации подвергают детали, изготовленные из сталей с низким содержанием углерода (до 0,25 %).
Азотирование - диффузионное насыщение поверхностного слоя стали азотом. Цель - получение поверхности деталей высокой твердости и износостойкости или устойчивости против коррозии (антикоррозионное азотирование).
Поверхностное насыщение стали одновременно углеродом и азотом в расплавленной цианистой соли называют цианированием, а в газовой среде - нитроцементацией. Цель - получение высокой твердости и износостойкости поверхности деталей с сохранением пластичной сердцевины. Цианированию и нитроцементации подвергают детали из сталей с 0,2…0,4 % С.
Диффузионное насыщение металлами (алюминием, хромом и др.) и металлоидами (кремнием, бором и др.), называемое диффузионной металлизацией, проводят с целью повышения жаростойкости (до 1000 °С), коррозионной стойкости, твердости и износостойкости деталей.
2. Характеристика материала
.1 Исходные данные
Таблица 1 - Исходные данные
|
Наименование детали |
Марка стали |
Твердость после ТО |
|
Шарик |
ШХ4РП |
62 HRC |
2.2 Сталь ШХ4РП - сталь конструкционная подшипниковая
термический обработка деталь охлаждение
Назначение: изготовление деталей железнодорожных подшипников (наружные, внутренние кольца, ролики и т.п.).
Закалка ТВЧ с отпуском 160 - 180 °С позволяет получить твердость
поверхности до 54-60 HRС.
2.3 Химический состав материала приведен в
таблице 2
Таблица 2 - Химический состав стали ШХ4 ГОСТ 801-78 (в %)
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
|
0,95-1,05 |
0,15-0,3 |
0,15-0,3 |
≤0,3 |
≤0,02 |
≤0,027 |
0,35-0,50 |
≤0,25 |
2.4 Влияние легирующих
элементов на полиморфные превращения железа
Все элементы, за исключением углерода, азота, водорода, и отчасти бора , образуют с железом твердые растворы замещения. Они растворяются в железе и влияют на положение точек А3 и А4, определяющих температурную область существования α- и γ-железа. Легирующие элементы по влиянию на температурную область существования полиморфных модификаций железа можно разделить на две группы.
К элементам первой группы относятся никель и марганец,
которые понижают температуру точки А3 и повышают температуру точки А4. В
результате этого по диаграмме состояния железо- легирующий элемент наблюдается
расширение области γ-фазы и сужение области существования α-фазы (рис. 1, а). Как видно из рис.
1, а, под влиянием легирующих элементов температурная точка А4 повышается до
линии солидус, а температурная точка А3 при повышенной концентрации легирующего
элемента снижается до нормальной температуры. Следовательно, сплавы, имеющие
концентрацию легирующего элемента больше указанной на рис. 91, а (точка х), не
испытывают фазовых превращений α↔γ и при всех температурах представляют
собой твердый раствор легирующего элемента в γ -железе. Такие сплавы называют
аустенитными.
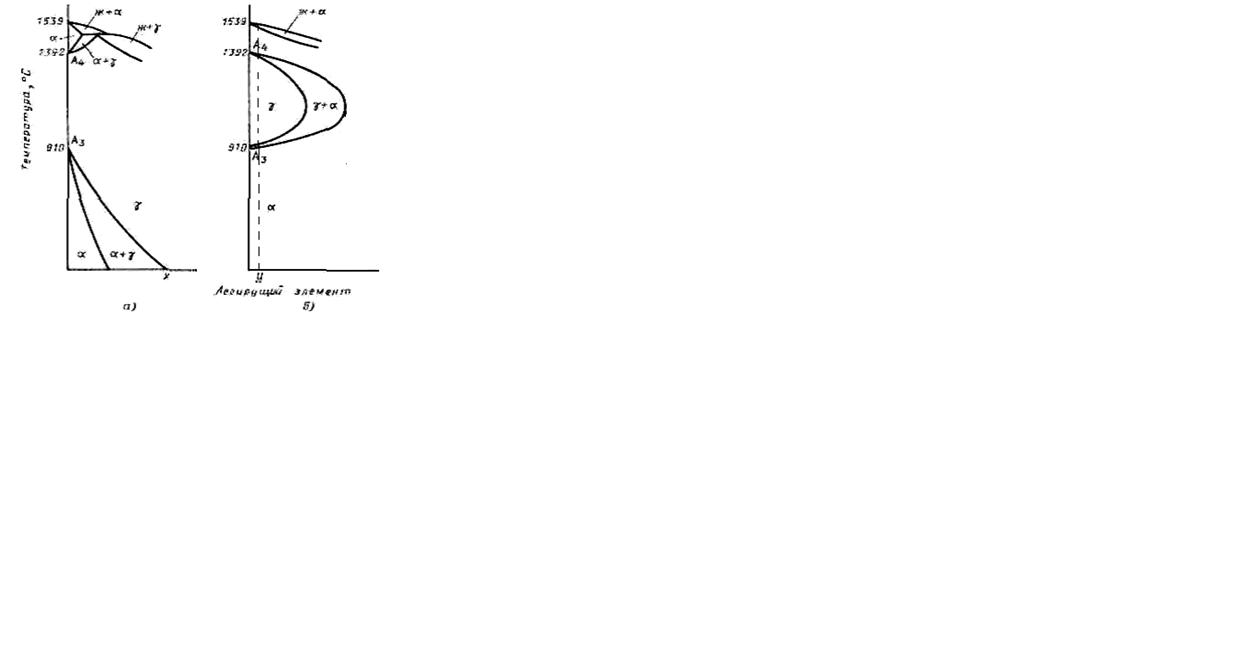
Рисунок 1 - Схемы влияния легирующих элементов на полиморфизм железа.
Элементы второй группы (Сг, Mo, W, V, Al, Si и др.) понижают температуру критической точки А4 и повышают температуру точки А3. Это приводит к тому, что при определенной концентрации легирующих элементов (см. точку у на рис.1, б) критические точки А1 и А3, а точнее их интервалы, сливаются, и область γ-фазы полностью замыкается. При содержании легирующего элемента большем, чем указано на рис.1, б (точка у), сплавы при всех температурах состоят из твердого раствора легирующего элемента в α-железе. Такие сплавы называют ферритными, а сплавы, имеющие лишь частичное превращение, - полуферритными.
Легирующие элементы оказывают большое влияние на точку А1 соответствующую температуре перехода перлита в аустенит. Никель и марганец снижают температуру А1, a Ti, Mo, Si, W и другие элементы повышают температуру А1. Легирующие элементы уменьшают эвтектоидную концентрацию углерода и предельную растворимость углерода в аустените, сдвигая точки S и Е на диаграмме состояния Fe-С влево. Перитектическое, эвтектическое и эвтектоидное превращения протекают не при постоянной температуре, как в двойных системах, а в некотором интервале температур. В системе Fe-Мn-С γ-фаза о увеличением содержания марганца существует и в области более низких температур. В системе Fe-Сr-С с возрастанием концентрации хрома область существования γ-фазы сужается. Состав карбидной фазы (К) в марганцовистых сталях соответствует соединению (FeMn)3C, в котором часть атомов железа замещена атомами марганца. В хромистых сталях образуются (Fe, Cr)3C и специальные хромистые карбиды, состав и структура которых зависят от содержания углерода и хрома. При низком содержании углерода и высоком содержании хрома образуются ферритные стали, не претерпевающие полиморфного превращения.
2.5 Микроструктура стали в исходном (отожженном
состоянии) изображена на рис. 2 б
Заэвтектоидные легированные стали содержат от 1% С и имеют различные
микроструктуры в зависимости от количества легирующих элементов. Типичные
примеры микроструктуры приведены на рисунке 2.
