Материал: Теория обработки материалов давлением
Разложим ![]()
![]() в ряд
в ряд
![]()
![]() (9)
(9)
Ряд ![]()
![]() сходящийся. Членами более низшего
порядка можно пренебречь. Тогда
сходящийся. Членами более низшего
порядка можно пренебречь. Тогда ![]()
![]() . Для малых деформаций (
. Для малых деформаций (![]()
![]() ) разница между δ и ε составляет
менее 5%. Получаем
) разница между δ и ε составляет
менее 5%. Получаем
![]()
![]() ( 10)
( 10)
Если умножить соответствующую
деформацию (![]()
![]() или
или ![]()
![]() ) на объем деформируемого тела, то
получим
) на объем деформируемого тела, то
получим
![]()
![]() (11)
(11)
![]()
![]() (12)
(12)
Произведение V тела на
соответствующую деформацию называется смещенным объемом ![]()
![]() . Условие постоянства объема через
смещенный объем:
. Условие постоянства объема через
смещенный объем:
![]()
![]() (13)
(13)
сумма смещенных объемов по трем взаимно перпендикулярным направлениям равна О.
При пластической деформации следует различать понятия:
. скорость деформирования - скорость перемещения деформирующего инструмента, м/с;
. скорость смещения тех или иных точек в процессе деформации;
З. скорость деформации:
![]()
![]() (14)
(14)
При пластической деформации с одной и той же скоростью деформирования скорость деформации может быть различной. Между скоростью деформации и скоростью деформирования существует определенная связь
где V- скорость деформирования;
![]()
![]() - размер исходного образца до
деформации.
- размер исходного образца до
деформации.
3. Задачи
Задача 1
Напряжение в данной точке свинцового образца
равны:
![]()
![]() МПа
МПа
Предел текучести свинца :
![]()
В каком состоянии (упругом или пластичном) находится металл?
Решение:
Условие пластичности:
![]()
Так как свинец не испытывает
упрочнения ![]()
![]()
![]()
Ответ: состояние тела упругое. Тело находится в состоянии равномерного сжатия.
Задача 2
Напряженное состояние точки деформируемого тела определяется тензором главных напряжений:
Тσ = , МПа.
, МПа.
Определить вид деформации: упругая или пластическая, механическую схему деформации. Сопротивление пластической деформации материала 219МПа.
Решение
1) (σx-σy)2+(σy-σz)2+(σz-σx)2+6(σxy2+σyz2+σzx2)=2σs2
) (290-170)2+(170-50)2+(50-290)2+6(02+02+402) =2σs2
3) σs=219 Мпа
Исходя из пункта 3, данная деформация является пластической т.к. σs=σТ
![]()
![]()
![]()
![]()
![]() - закон постоянства объёма
- закон постоянства объёма
Ответ: деформация пластическая.
. Анализ операции прямого выдавливания
деформация металл штамповка рекристаллизация
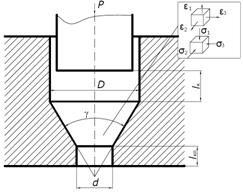
При штамповке выдавливанием происходит истечение
металла, заключенного в замкнутую полость, через отверстие в ней, форма
которого определяет поперечное сечение выдавленного участка деформируемой
заготовки. Штамповку выдавливанием применяют для получения паковок с формой
стержня (цилиндрического, конического, ступенчатого и т.п.) с утолщением на
одном конце его. Выдавливанием получают стержневые элементы таких паковок.
Штамповка выдавливанием протекает при ярко выраженной схеме неравномерного
всестороннего сжатия, обеспечивающей металлу высокую пластичность. Рабочий
инструмент содержит З рабочих участка: 1 - выходной цилиндрический участок,
предназначенный для калибровки стержневой части паковки; 2 - заводной
конический участок, где происходит основная деформация заготовки; З -
цилиндрический контейнер, с размещением в нём заготовки. На участке 1металл не
претерпевает деформирования. Радиальные напряжения σр1у
стенки не превосходят напряжения текучести σS1.
Сопротивление
движению металла будет создавать контактное трение. Удельное усилие рi на
входном сечении цилиндрической части матрицы.
 (16)
(16)
В конической части матрицы верхняя граница очага
деформации ограничена поверхностью тfп
шарового
сектора радиуса b и углом при
вершине конуса 2γ, а нижняя
граница - поверхностью тfп
шарового
сектора радиуса а и с тем же углом 2γ. Течение
металла - радиальное, т.е. смещения по координатам φ
и
θ
нет.давление
на нижнюю границу очага деформации известно - р1, удельное давление p2на
верхней границе неизвестно. Для решения задачи по определению p2
применяется
метод баланса работ, т.е.
![]() (17)
(17)
где А2- работа равнодействующейp2
активного давления на верхнюю поверхность очага деформации; АD-работа
деформации формы; Ат- работа сил контактного трения на конической
контактной поверхности; А1- работа сопротивлений со стороны
цилиндрической части. За малый промежуток времени сила, направленная по оси Z,
совершает работу перемещений, т.е.
![]() (18)
(18)
Работа деформации
![]() (19)
(19)
Где εi - интенсивность деформации;
σS2-
напряжение текучести на участке 2; dν
- элементарный объем. Работа сил трения находиться следующим образом:
![]() (20)
(20)
где τk
- элементарная сила контактного трения (τk
=μЅσЅ2);
Uкр
- перемещение Uр на
поверхностиконтакта; dF
- площадь контакта. Для работы сил сопротивления со стороны цилиндрического
участка 1 имеем:
![]() (21)
(21)
Подставляя выражения (18)-(21) в (17),
окончательно имеем:
![]() (22)
(22)
Здесь ![]()
![]() - предел текучести материала в
исходном состоянии. Условие течения материала в цилиндрическом участке -
контейнере отличаются сложностью. Применение современных смазок при
выдавливании позволяет исключить пластическую деформацию в данном месте
инструмента. Металл перемещается как одно целое в состоянии всестороннего
упругого сжатия, т.е. σр<σz.
- предел текучести материала в
исходном состоянии. Условие течения материала в цилиндрическом участке -
контейнере отличаются сложностью. Применение современных смазок при
выдавливании позволяет исключить пластическую деформацию в данном месте
инструмента. Металл перемещается как одно целое в состоянии всестороннего
упругого сжатия, т.е. σр<σz.
Таким образом,
![]() (23)
(23)
где![]() L,D- длина и
диаметр контейнера. Окончательно имеем следующее уравнение для определения
усилия выдавливания:
L,D- длина и
диаметр контейнера. Окончательно имеем следующее уравнение для определения
усилия выдавливания:
 (24)
(24)
Прямое выдавливание
Исходные данные для анализа процесса Диаметр конечного профиля, мм: d =15 Диаметр заготовки, мм: D = 25 Длина заготовки (контейнера матрицы), мм: lk =100 Длина калибрующего пояска конической матрицы, мм: lkp=15 Скорость перемещения заготовки, мм/с: V=2 Температура металла, 0C: t =20 Обрабатываемый металл: Сталь 15X Коэффициент контактного трения: μ = 0.45
Предел прочности стали 15X, Мпа: ![]()
![]()
Предел относительного сужения
площади поперечного сечения образца при шейкообразовании, %: ![]()
Определение сопротивления пластической деформации σs
Степень относительной деформации:

ε =0.438 ε=ψ=0.64
σs= 17*103
Для дальнейшего анализа процесса необходимо соблюдать условие наличия одной переменной величины в формулах для давления и усилия прессования. Поэтому в данном анализе операции прессования предположим наличие фиксированной стадии перемещения заготовки (пуансона), например, соответствующее окончанию прессования, т.е. когда обрабатываемый металл сформирован в требуемый профиль и небольшая его часть находится в прессостатке в деформирующей зоне матрицы. Для этого случая длина заготовки в контейнере матрицы равна: l = 0
Определение оптимального угла
конической зоны матрицы По условию величина полу-угла матрицы изменяется в
пределах от 0 до ![]() радиан.
Определим зависимость давления прессования от изменения γ в заданных
пределах:
радиан.
Определим зависимость давления прессования от изменения γ в заданных
пределах:
Заключение
В данной курсовой работе был проведен анализ
операции прямого выдавливания круглого профиля, определили сопротивление
пластической деформации σs,
определили оптимальный угол конуса матрицы, определили степень влияния
параметров d и lkp
в
пределах ±10% от их номинального значения, определили зависимость удельного
давления выдавливания от перемещения пуансона. Необходимые расчёты были
приведены в среде Mathcad
и представлены в приложении. Результаты представлены на графиках.
Список использованной литературы
1. Сторожев М.В. и Попов Е.А. «Теория обработки материалов давлением» Машиностроение, 1978 г.
. Смирнов В.С. «Сборник задач по обработке материалов давлением» Металлургия, 1973 г.
. Северденко В.П. «Лабораторный практикум по теории машин и технологий обработки материалов давлением» Минск, Вышэйшая школа, 1975 г.