Материал: Технологический процесс обработки вала-шестерни
где Спр - стоимость варианта проката, руб;
Сшт - стоимость варианта штамповки, руб;
N - годовой объем выпуска деталей, шт/год.
Эшт = (4908,8 - 1464,16)·5000 = 17 223 200 руб.
По минимальным переменным затратам выберем более экономичный вариант получения заготовки, т.е. горячую штамповку.
При использовании заготовки из проката более 70% металла будет переводится в стружку, в то время как при использовании штампованной заготовки эти отходы будут составлять менее 30%.
.2.3 Расчет промежуточных припусков и размеров заготовки. Построение схемы расположения расчетных припусков и предельных размеров
Расчетно-аналитическим методом
определим припуски на механическую обработку наиболее точной поверхности вала ǿ
50к6. Этот метод предполагает расчет припуска по элементам с учетом
последовательности обработки с использованием расчетной карты.
Последовательность обработки шейки вала ǿ 50к6, 6 квалитета с
шероховатостью Rа = 0,8,
включает переходы: точение черновое, точение чистовое, шлифование черновое и
чистовое. Оформим расчет в виде таблицы:
Таблица №2. Расчет припусков на механическую обработку поверхности ǿ 50к6.
|
Технологические переходы обработки поверхности Æ60к6 |
Элементы припуска, мкм |
Расчетный припуск 2zmin, мкм |
Расчетный размер dp, мм |
Допуск d, мкм |
Предельный размер, мм |
Предельные значения припуска, мкм |
||||
|
|
Rz |
T |
∆ |
|
|
|
dmin |
dmax |
2zпр.min |
2z пр max |
|
Заготовка |
160 |
200 |
822 |
|
52,562 |
2600 |
52,562 |
55,162 |
|
|
|
Черновое точение |
50 |
50 |
49 |
2004 |
50,558 |
210 |
50,558 |
50,768 |
2004 |
4394 |
|
Чистовое точение |
25 |
25 |
33 |
298 |
50,260 |
84 |
50,260 |
50,344 |
298 |
424 |
|
Черновое шлифование |
10 |
20 |
16 |
166 |
50,094 |
33 |
50,094 |
50,127 |
166 |
217 |
|
Чистовое шлифование |
3,2 |
15 |
0 |
92 |
50,002 |
16 |
50,002 |
50,018 |
92 |
109 |
Rz и Т - высоты микронеровностей профиля поверхности и глубины дефектного слоя, получаемые в результате применения метода.
Погрешность закрепления
заготовки по формуле:
где ɛб - погрешность базирования, = 0;
ɛз - погрешность закрепления, = 0;
ɛпр - погрешность приспособления;
ɛy = 0, так как заготовка обрабатывается в центрах.
Так как в данном случае обработка ведется в центрах, то погрешность установки в первом приближении принимаем равной нулю в радиальном направлении. В этом случае эта величина исключается из основной формулы для расчета припуска.
Суммарное отклонение всех видов
погрешности отклонений от геометрической формы в первом приближении равно по
формуле:
![]() ,
,
где Тd - технологический допуск на каждом переходе, мм:
∆заг будем
рассчитывать по формуле:
![]() ,
,
где ∆сн - отклонение от соосности заготовки, =0,5мм;
∆кор -
коробление заготовки, мм, по формуле:
∆кор = ∆к·l,
где ∆к - кривизна заготовки, =1мм
∆кор = 1·230/1000 = 0,23мм.
∆ц -
отклонение зацентровки заготовки, мм, по формуле:
где ![]() -
допуск на поверхности, используемые в качестве базовых на
центровально-подрезной операции, рассчитывается по формуле:
-
допуск на поверхности, используемые в качестве базовых на
центровально-подрезной операции, рассчитывается по формуле:
![]() ,
,
где ![]() элементы
допусков по недоштамповке, = 0,8мм;
элементы
допусков по недоштамповке, = 0,8мм;
![]() элементы допусков
по износу штампов, = 0,4мм;
элементы допусков
по износу штампов, = 0,4мм;
![]() колебание усадки, =
0,03мм.
колебание усадки, =
0,03мм.
![]() ,
,
Подставляем значение в формулу:
 = 0,822мм.
= 0,822мм.
Определим суммарное отклонение расположения размеров на все переходы обработки:
После чернового точения
![]() 0,06·0,822 =
0,049мм;
0,06·0,822 =
0,049мм;
![]() осле чистового
точения
осле чистового
точения
![]() 0,04·0,822 =
0,033мм;
0,04·0,822 =
0,033мм;
![]() сле черного
шлифования
сле черного
шлифования
![]() 0,02·0,822 =
0,016мм;
0,02·0,822 =
0,016мм;
Минимальное значение припусков
ведем по формуле:
![]() = 2·
= 2·![]() ,
,
где ![]() -
шероховатость на предыдущем переходе;
-
шероховатость на предыдущем переходе;
![]() допуск на
предыдущем переходе;
допуск на
предыдущем переходе;
![]() суммарное
отклонение на предыдущем переходе;
суммарное
отклонение на предыдущем переходе;
Определим величины минимальных припусков для каждого перехода.
Под черновое точение:
![]()
Под чистовое точение:
![]() = 2 · (50 +
50 + 49) = 298мкм
= 2 · (50 +
50 + 49) = 298мкм
Под черновое шлифование:
![]() = 2 · (25 +
25 + 33) = 166мкм
= 2 · (25 +
25 + 33) = 166мкм
Под чистовое шлифование:
![]() = 2 · (10 +
20 + 16) = 92мкм
= 2 · (10 +
20 + 16) = 92мкм
Аналогично производим расчет по остальным графам таблицы.
Расчетный размер dр
начиная с конечного (чертежного) размера путем последовательного прибавления
расчетного минимального припуска каждого технологического перехода формуле:
![]() ,
,
![]() = 50,002 + 0,092 =
50,094мкм
= 50,002 + 0,092 =
50,094мкм
![]() = 50,094 + 0,166 =
50,260мкм
= 50,094 + 0,166 =
50,260мкм
![]() = 50,260 + 0,298 =
50,558мкм
= 50,260 + 0,298 =
50,558мкм
![]() = 50,558 + 2,004 =
52,562мкм
= 50,558 + 2,004 =
52,562мкм
Наибольший предельный размер
вычисляется прибавлением допуска к определенному наименьшему размеру формуле:
![]() ,
,
![]()
![]()
![]()
![]()
![]()
Предельные значения припусков Zmax
определяются как разность наибольших предельных размеров и Zmin
- как разность наименьших предельных размеров предшествующего и выполняемого
переходов формуле:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
После заполнения таблицы
определяем значение общих припусков, рассчитывая их по формулам:
![]()
![]()
![]()
![]()
Правильность расчетов проверяем по условию:
,144-2,56 = 2,6-0,016
,584 = 2,584 - расчет верен.
Величину номинального припуска в данном случае определяем с учетом несимметрично расположенного поля допуска заготовки:
Размер заготовки равен ![]()
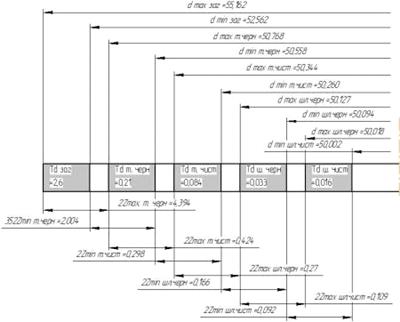
Схема графического расположения
полей допусков и припусков на ![]()
Припуски на заготовку определим
для штампованной заготовки по ГОСТ 7505-89 и сводим результат в таблицу.
Таблица №3. Припуски и допуски на обрабатываемые поверхности
|
Размеры |
Припуски |
Допуски |
|
|
|
Табличные |
Расчетные |
|
|
М36x3-8g |
2×2,5 |
|
|
|
ǿ50 k6 |
|
2×1,75 |
|
|
ǿ70h14 |
2×2,2 |
|
|
|
ǿ111,02-0,07 |
2х2,5 |
|
|
|
6 |
2,5 |
|
|
|
28 |
2 |
|
|
|
80 |
2×2,2 |
|
|
|
280 -0,52 |
3,5 |
|
|
|
740 |
2х2,5 |
|
|
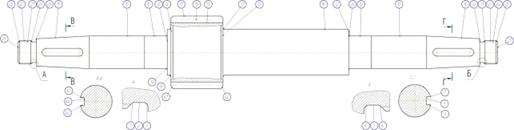
2.3 Разработка операционной технологии механической обработки заданной детали
вал шестерня деталь заготовка
2.3.1 Составление маршрута обработки заданной детали
При разработке технологического маршрута обработки детали следует использовать следующие принципы:
· технологические операции разрабатываем по принципу, концентрации технологических переходов, т.е. как можно больше поверхностей обрабатывать с одного установа;
· отдавать предпочтение многопозиционным, многорезцовым станкам;
· предполагается, как можно шире использовать сборный режущий инструмент, оснащенный многогранными твердосплавными сменными пластинами;
· станочные приспособления использовать с механизированными зажимными устройствами;
С экономической точки зрения
технологический процесс должен обеспечить максимальную производительность при
минимальных затратах на изготовление, при минимальной себестоимости.
Выбираем маршрут обработки
вала-шестерни:
Заготовительная
Штамповка
Центровально-подрезная
Обработать торцы 26, 27, сверлить 2 центровых отверстия.
Токарная
Точить предварительно поверхности 23, 14, 10, 12, 32, 17. Точить окончательно поверхности 16, 33, 37. Переустановить заготовку. Точить предварительно поверхности 20, 15, 13, 11, 35. Точить окончательно поверхности 40, 38, 34.
Токарная
Точить окончательно поверхности 23, 14, 10, 12, 36, 32, 17, снять фаски 25, 42. Переустановить заготовку. Точить окончательно поверхности 20,15, 13, 11, 39, 35. Снять фаски 22, 41.
Токарная
Проточить канавку поверхности 4, 5, 6, 31, 30. Нарезать резьбу поверхность 24. Переустановить заготовку. Проточить канавку поверхности 1, 2, 3, 29, 28. Нарезать резьбу поверхность 21.
Фрезерная
Фрезеровать пазы поверхности 7, 8, 9, 43, 44, 45.
Зубофрезерная
Фрезеровать зубья поверхности 18, 19.
Термическая
Правильная
Центрошлифовальная
Шлифовать центровые фаски.
Торцекруглошлифовальная
Шлифовать поверхности 11, 12 и прилегающие радиусы и торцы 39, 35, 36, 32.
Круглошлифовальная
Шлифовать поверхности 14, 10, 15, 13.
Зубошлифовальная
Шлифовать зубья поверхность 18.
Моечная
Мойка и протирка детали.
Контрольная
Контроль качества детали.
2.3.2 Краткая техническая характеристика используемого оборудования
При выборе металлорежущего оборудования руководствуемся следующими правилами:
· станок должен обеспечить максимальную концентрацию переходов на операции с целью уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа переустановок заготовки;
· в случае недостаточной загрузки станка его технические характеристики должны позволять обрабатывать другие детали, выпускаемые предприятием;
· производительность, точность, мощность станка должны быть минимальными, достаточными, для того чтобы обеспечить выполнение требований, предъявляемых к операции.
В серийном производстве широко применяют станки с ЧПУ. Основываясь на этом, используем этот вид оборудования в данном технологическом процессе.
Выбор оборудования для обработки детали будем производить исходя из того, что тип производства серийный. Для серийного производства приемлемы универсальные станки и в том числе станки с ЧПУ, оснащенные как универсально-наладочным и универсально-сборными приспособлениями, что позволяет снизить трудоемкость и удешевить производство.