Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
Как следует из статистических данных по результатам промысловой эксплуатации насосных штанг [14, 17, 19, 20, 26], причинами их разрушения являются дефекты, возникающие в металле как на стадии изготовления слитка, так и при изготовлении штангового проката и насосных штанг, а также дефекты, зарождающиеся при работе штанг в скважине (неоднородная пластическая деформация, вызывающая нарушение кривизны тела штанги, коррозионно-усталостное поражение поверхности, механическое истирание штанги), и дефекты, вызванные нарушением технологии транспортировки, проведения спуско-подъемных операций, приводящие в конечном итоге к механическому повреждению поверхности и нарушению пространственной геометрии тела штанги.
Проблема создания технологического процесса и технических средств для ремонта насосных штанг существовала с начала штанговой глубинно-насосной эксплуатации (усталость, режимы нагружения и т.д.). Отсутствие технических средств приводило к необоснованному выводу из эксплуатации насосных штанг.
В ООО «ПермНИПИнефть» разработан компьютеризованный технологический процесс восстановления, упрочнения и установления прочностных характеристик, магнитоиндукционного контроля с использованием технических средств (комплекс штанговый КШ01, КШ02), которые, в свою очередь, осуществляют восстановление пространственной геометрии тела насосной штанги нормальной и укороченной длины, ее упрочнение методом пластической деформации путем растяжения и кручения, неразрушающий магнитоиндукционный контроль, компьютерный сбор, обработку поступающей информации о штанге
спредставлением данных о механических свойствах насосных штанг
суказанием предела пропорциональности, крутящего момента, приведенного напряжения, ее максимальной и минимальной несущей способности, числа штанг, отбракованных с дефектами, нарушающими ее сплошность, и со структурной неоднородностью как для каждой конкретной штанги, так идляпартии штанг [46, 44, 48, 47, 50, 52, 53, 54].
Компьютеризованный технологический процесс восстановления, упрочнения и контроля насосных штанг обеспечивает следующие режимы:
91
1. Упругопластическая продольная деформация тела насосной штанги с ползучей скоростью под действием растягивающей нагрузки с одновременной записью и построением графической зависимости «Усилие нагружения, ось Y – продольная деформация, ось X» на экране монитора ПЭВМ.
В процессе продольной деформации (удлинения) штанги: осуществляются сбор информации, ее хранение и математическая обработка, а также отображение графической зависимости «Усилие нагружения, ось Y – продольная деформация, ось X» на экране монитора ПВ силового модуля. Съем информации осуществляется с выхода датчика линейного перемещения (ДП) и датчика силы (ТДС).
При относительном уменьшении производной функции F(x) на 5 % (для сравнения берется линейная часть характеристики «Усилие нагружения, ось Y – продольная деформация, ось X») регистрируется значение предела пропорциональности, показатель, характеризующий механические свойства материала тела штанги.
При относительном уменьшении производной функции F(x) до заданного значения в диапазоне 7…100 %, зависящего от механических свойств материала штанги, процесс продольного нагружения насосной штанги автоматически прекращается.
2. Упругопластическая деформация кручением тела насосной штанги с одновременной записью и построением графической зависимости «Усилие нагружения F, ось Y – угол закручивания штанги U, ось X», а также построением графической зависимости «Крутящий момент М, ось Y – угол закручивания штанги U, ось Х» на экране монитора ПЭВМ.
В процессе деформации штанги кручением выполняются сбор информации, ее хранение и математическая обработка, а также отображение графических зависимостей на экране монитора ПК силового модуля. Съем информации для построения графических зависимостей «Усилие нагружения F, ось Y – угол закручивания штанги U, ось X» осуществляется с выхода датчика силы (ТДС), датчика момента (ТДМ) и датчика угла поворота (ДУП).
При относительном уменьшении продольной растягивающей силы F(x) заданного значения в диапазоне 0…50 %, зависящего от
92
механических свойств материала штанг, прерывается упругопластическая деформация штанги кручением в автоматическом режиме.
3. Технологическая пауза и снижение продольной растягивающей нагрузки до минимального значения. При достижении минимального значения продольной растягивающей нагрузки автоматически уменьшается приложенный к насосной штанге крутящий момент (раскручивание насосной штанги осуществляется по часовой стрелке). При нулевом значении крутящего момента, т.е. при совпадении крутящего момента, приложенного к штанге, с осью X графической зависимости «Крутящий момент М, ось Y – угол закручивания штанги U, ось X», представленной на экране монитора компьютера, процесс восстановления иупрочнения насосной штанги автоматически прерывается.
При действии продольной растягивающей нагрузки и крутящего момента происходят микропластическая деформация материала тела штанги при ее удлинении и пластическая деформация поверхностного и подповерхностного слоев материала штанги при ее кручении под действием крутящего момента. После снятия совместной нагрузки, ранее приложенной к штанге, в материале штанги сохраняются остаточные сжимающие напряжения, которые благоприятно влияют на усталостную прочность насосной штанги.
При этом остаточные нормальные сжимающие напряжения, наведенные на поверхности тела штанги,
|
|
|
|
δост.п = |
|
4Рк Kр |
× |
|
|
|
|
|
|
|
|||||
|
|
|
|
|
π d2ус.шт |
|
|
|
|
|
|
|
|
||||||
|
|
|
Рпр − Рк |
|
Рпр − Рк |
|
2 |
|
|
Рпр − |
Рк |
3 |
|
|
|
||||
|
|
|
|
|
|
|
|
||||||||||||
× |
− 1,1 |
|
+ 1,8 |
|
|
|
|
− |
0,6 |
|
|
|
|
|
, |
(1.35) |
|||
Рпр |
|
Рпр |
Рпр |
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где Рк – нормальное растягивающее усилие, при котором деформация штанги завершена, Н; Рпр – предельное усилие, соответствующее моменту прекращения продольной деформации (удлинения) штанги, Н; Kр – коэффициент, учитывающий неоднородность материала штанги по поперечному сечению (принимаем равным от 1 до 0,751).
93
В настоящее время на предприятиях нефтедобывающего комплекса России находятся в действии до 15 участков по ремонту насосных штанг, бывших в эксплуатации, нормальной и укороченной длины, производства предприятий СССР, России, СНГ и дальнего зарубежья.
Технические средства для осуществления технологического процесса были изготовлены ЗАО «ИНОКАР» (г. Пермь), ОАО «Мотовилихинские заводы» (прил. 2).
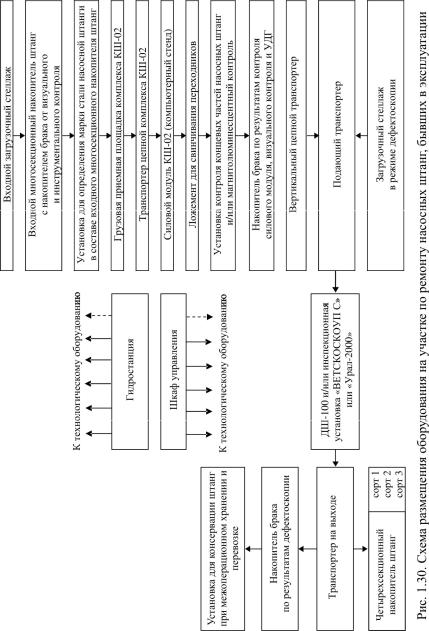
Технологические участки для ремонта штанг ШН16, ШН19, ШН22, ШН25 оснащены современным оборудованием (примерная схема размещения оборудования представлена на рис. 1.30):
–техническими средствами для очистки насосных штанг от органических и неорганических загрязнений;
–стеллажами для сортировки насосных штанг по условному диаметру, длине, заводу-изготовителю, маркам стали, режиму термообработки и т.д.;
–приспособлениями для свинчивания и навинчивания муфт;
–компьютеризованными моделями– комплексами КШ01 и КШ02 (рис. 1.31) – для восстановления, упрочнения, устранения биения концевых участков насосных штанг, установления технических ха-
рактеристик насосных штанг со средствами контроля, измерения и управления с программным обеспечением, включающими также средства неразрушающего магнитного или электромагнитного контроля тела насосных штанг;
–установкой неразрушающего контроля концевых участков насосных штанг:
–средствами контроля профиля и основных размеров резьбы насосных штанг (инструментальный контроль, оптико-электронный контроль);
–всевозможными приспособлениями и механизмами для транспортировки насосных штанг в пакетах, без упаковки;
–оборудованием для установки неметаллических центраторовскребков на тело насосной штанги.
94
95