Материал: Сталь для изготовления режущего инструмента – метчиков и плашек
Сталь для изготовления режущего инструмента – метчиков и плашек
Курсовая работа
Сталь для изготовления режущего инструмента - метчиков и плашек
метчик плашка сталь режущий
Содержание
Введение
. Основные сведения о метчиках и плашках
. Требования к режущему инструменту
. Общие сведения об инструментальных легированных сталях
. Сталь ХВГ. Характеристика, структура, свойства
. Общие сведения о термической обработке
. Выбор термообработки для метчиков и плашек изготовленных из стали ХВГ
Выводы
Используемая
литература
Введение
В данной работе изучается сталь для изготовления режущего инструмента - метчиков и плашек. Прежде чем приступать к стали необходимо описать и охарактеризовать инструменты.
Для изготовления режущего инструмента - метчиков, плашек выбрана сталь ХВГ. Твердость после термической обработки НРС 60-62.
Обосновать выбор стали. Указать на возможность замены. Назначить режим термообработки. Описать структуру после термообработки.
Для изготовления метчиков и плашек дана сталь ХВГ - инструментальная
легированная. Эта марка стали применяется для изготовления измерительных и
режущих инструментов, для которых повышенное коробление при закалке
недопустимо, резьбовых калибров, длинных метчиков, длинных разверток и других
видов специального инструмента.
1. Основные сведения о метчиках и плашках
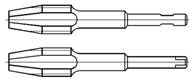
Метчик - инструмент для нарезания внутренней резьбы. Представляет собой
цилиндрический винт, сопряженный с нарезаемой резьбой, с режущими кромками на
конце. В зависимости от назначения метчики делятся на ручные, машинно-ручные,
гаечные и плашечные. В зависимости от профиля нарезаемой резьбы метчики делятся
на пять типов: для метрической, дюймовой, трубной, трапецеидальной и конической
резьб.
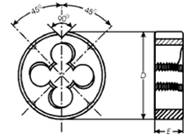
Плашка (круглая нарезная) - инструмент для нарезания (накатывания)
наружной резьбы вручную или на станках. Круглая плашка представляет собой
гайку, сопряженную с нарезаемой резьбой, превращенную в режущий инструмент
путем прорезания стружечных канавок и затылования зубьев. Нарезные плашки
бывают круглые (лерки), раздвижные (призматические).
В зависимости от области применения, метчики и плашки изготавливают из инструментальной углеродистой и легированной быстрорежущей стали.
Для изготовления ручных метчиков и плашек обычно применяют углеродистую
(легированную) инструментальную сталь. Метчики и плашки ручные применяют для
нарезания внутренней и внешней резьбы вручную, поэтому принимаем скорость
резания незначительно малой. При малых скоростях резания не происходит перегрев
режущего инструмента, что очень существенно при выборе марки стали.
. Требования к режущему инструменту
Определим необходимые параметры для изготовления метчиков и плашек из стали ХВГ. Метчики и плашки относятся к режущим инструментам, к которым необходимо предъявить следующие требования:
. Инструментальный материал должен иметь высокую твердость, для того чтобы в течение длительного времени срезать стружку.
. Значительное превышение твердости инструментального материала по сравнению с твердостью обрабатываемой заготовки должно сохраняться и при нагреве инструмента в процессе резания.
. Режущая часть инструмента должна иметь большую износостойкость в условиях высоких давлений и нагрева.
. Важным требованием является также достаточно высокая прочность инструментального материала, так как при недостаточной прочности происходит выкрашивание режущих кромок, либо поломка инструмента, особенно при их небольших размерах.
. Инструментальные материалы должны обладать хорошими технологическими свойствами, т.е. легко обрабатываться в процессе изготовления инструмента, а также быть сравнительно дешевыми.
Для изготовления метчиков и плашек дана сталь ХВГ - инструментальная легированная. Эта марка стали применяется для изготовления измерительных и режущих инструментов, для которых повышенное коробление при закалке недопустимо, резьбовых калибров, длинных метчиков, длинных разверток и других видов специального инструмента.
3. Общие сведения об инструментальных легированных сталях
Легированной называется сталь, в которой наряду с обычными примесями имеются легированные элементы, резко улучшающие ее свойства.
По химическому составу легированная сталь делится на три группы:
Ø низколегированная сталь - не более 2,5% примесей;
Ø среднелегированная - 2,5-10%;
Ø высоколегированная - свыше 10%.
Инструментальная легированная сталь имеет ряд преимуществ перед инструментальной углеродистой сталью. Штампы из углеродистой стали обладают высокой твердостью и прочностью, но плохо сопротивляются удару. Метчики, развертки и другие длинные и тонкие инструменты из углеродистой стали при закалке получаются хрупкими, они ненадежны в работе и часто ломаются.
Режущий инструмент - резцы, фрезы, сверла из углеродистой стали при незначительном нагреве (около 200°C) теряют свою твердость, поэтому применение их при обработке металла с большой скоростью резания невозможно. При введении определенных легирующих примесей сталь приобретает красностойкость, износоустойчивость, получает глубокую прокаливаемость; она имеет высокую твердость (примерно 60-65 HRС), прочность при некоторой вязкости для предупреждения поломки инструмента в процессе работы и износостойкость, необходимую для сохранения размеров и формы режущей кромки при резании и хорошо противостоит ударным нагрузкам.
Важнейшие легирующие примеси инструментальной легированной стали: хром, вольфрам, молибден, марганец, кремний. Содержание углерода в этой стали может быть ниже, чем в углеродистой, и колеблется от 0,3 до 2,3%.
Обозначение марки легированной стали, например 25ХГ2С, показывает, что в ней содержится 0,25% углерода, 1% хрома, 2% марганца и 1% кремния. Таким образом первые две цифры показывают содержание углерода в сотых долях процента, остальные - содержание легирующего элемента.
При маркировке высококачественной легированной стали в конце ставится буква А. Например, 30 ХМА - легированная хромомолибденовая высококачественная сталь.
Чаще всего инструментальные - это заэвтектоидные или ледебуритные стали, со структурой после закалки и низкого отпуска - мартенсит и избыточные карбиды.
Все инструментальные стали подразделяются на три группы:
. нетеплостойкие (углеродистые и легированные с содержанием легирующих элементов до 3-4%).
. полутеплостойкие (до 400-500°С, с содержанием углерода до 6-7%, а хрома 4-18%).
. теплостойкие (до 550-650°С. это в основном высоколегированные стали ледебуритного класса, содержащие Cr, W, V, Mo, Co - их ещё называют быстрорежущими).
Одной из важнейших характеристик инструментальных сталей является прокаливаемость. Из всех инструментальных сталей высокой прокаливаемостью обладают только высоколегированные теплостойкие и полутеплостойкие стали. Инструментальные стали, которые не обладают теплостойкостью, делят на две группы:
. стали небольшой прокаливаемости (углеродистые).
. стали повышенной прокаливаемости (легированные).
. Сталь ХВГ. Характеристика, структура, свойства
Из указанных ранее общих сведений об инструментальных сталях мы можем сделать вывод, что предложенная нам для изготовления метчиков и плашек сталь ХВГ относится к легированным сталям повышенной прокаливаемости, необладающей теплостойкостью, именно поэтому эту сталь применяют для изготовления инструментов небольших размеров, таких, например, как метчики и плашки.
Углеродистые стали можно использовать в качестве режущего инструмента, только тогда, когда процесс резанья происходит при малых скоростях, т.к. при нагреве выше температуры 190-200°С сильно снижается высокая твердость данной стали.
Сталь ХВГ - содержание углерода примерно 1%, содержание каждого из легирующих элементов в среднем 1%.
Химический состав стали в %
Ø Кремний: 0,10-0,40
Ø Марганец: 0,80-1,10
Ø Медь: до 0,3
Ø Никель: до 0,35
Ø Сера: 0,03
Ø Углерод: 0,90-1,05
Ø Фосфор: 0,03
Ø Хром: 0,90-1,20
Ø Молибден: 0,30
Ø Вольфрам: 1,20-1,60
Температуры критических точек материала знать необходимо для дальнейшего
проведения анализа стали и последующего выбора термообработки.
|
Температура критических точек |
Критическая точка, °С |
|
Ac1 |
|
|
Ac3 |
940 |
|
Ar1 |
710 |
|
Mn |
210 |
По отношению к углероду хром и вольфрам относятся к карбидообразующим элементам. Они растворяются в цементите, замещая в нем атомы железа. Марганец вводят в стали как технологическую добавку для повышения степени их раскисления и устранения вредного влияния серы. Марганец считается технологической примесью, если его содержание, не превышает 0,8%. Марганец как технологическая примесь существенного влияния на свойства стали не оказывает.
Влияние легирующих элементов на свойства стали заключается в основном в воздействии их на характер превращения переохлажденного аустенита и на состав карбидных фаз, образующихся в стали и выделяющихся в процессе распада мартенсита при отпуске.
Влияние хрома: повышает точку Ас1. Хромистый феррит обладает повышенными прочностными свойствами, хром уменьшает склонность феррита к хрупкому разрушению, смещает максимальную скорость превращения аустенита в перлитной области к более высоким температурам, уменьшает скорость перлитного превращения. В случае полного растворения карбидов и, таким образом, значительного насыщения твердого раствора углеродом и хромом мартенситная точка стали существенно снижается, и в стали сохраняется много остаточного аустенита. Хромистая сталь обладает повышенной устойчивостью против отпуска. Хром повышает прокаливаемость стали, способствует получению высокой и равномерной твердости. Наличие карбидов хрома или карбидов цементитного типа, легированных хромом, обеспечивает стали повышенную износостойкость.
Влияние вольфрама: повышает точки Ас3 и Ас1. Повышает температуру рекристаллизации, твердость, предел прочности и предел текучести феррита, снижает пластичность. Вольфрам и образуемые им карбиды уменьшают склонность аустенита к росту зерна. Вольфрам повышает устойчивость аустенита в перлитной области, почти не влияя на его устойчивость в промежуточной области. Повышает устойчивость против отпуска. Придает теплостойкость.
Влияние марганца: легирование феррита сопровождается его упрочнением. Наиболее значительно влияют на его прочность марганец и хром. Причем чем мельче зерно феррита, тем выше его прочность. Содержание марганца более 1% увеличивает ударную вязкость, расширяет область аустенита, увеличивает прокаливаемость, способствует раскислению, образует устойчивые карбиды, повышает сопротивление коррозии.
Свойства стали:
Сталь ХВГ - качественная сталь, по структуре относится к заэвтектоидной. Структура стали в закаленном состоянии -мартенсит, остаточный аустенит и вторичный цементит.
Преимущества стали, как нетеплостойкой:
1. Однородная структура с мелкими и равномерно распределенными карбидами.
2. Очень хорошо обрабатывается после отжига резаньем и давлением в холодном состоянии.
. Пригодна для закалки с индукционным нагревом.
Недостатки:
1. Пригодна только для резанья относительно мягких материалов с небольшой скоростью.
2. Используется для инструмента, не подвергаемого в работе, нагреву свыше 200-2500С.
Исходя из выше перечисленных требований (пункт 2.2.) для изготовления
метчиков и плашек, можно сделать вывод, что углеродистая легированная сталь ХВГ
отвечает эти требованиям.
. Общие сведения о термической обработке
Для того чтобы определиться с термической обработкой для стали ХВГ, рассмотрим основные понятия термической обработки и суть их применения.
Термической обработкой называется нагрев сплава до определенной температуры, выдержка его при данной температуре и последующее охлаждение с заданной скоростью. Целью термической обработки является получение заданных свойств сплава путем изменения его структуры без изменения формы и состава. Термической обработкой можно изменять свойства сплавов в самых различных целях. Основными видами термической обработки, различно изменяющими структуру и свойства стали и назначаемыми в зависимости от требований, предъявляемых полуфабрикатом и готовым изделиям, является отжиг, нормализация, закалка и отпуск.
Закалка - термическая обработка - заключается в нагреве стали до температуры выше критической, в выдержке и последующем охлаждении со скоростью, превышающей критическую. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки обязательно подвергают отпуску.
Отпуск - термическая обработка - заключается в нагреве закалённой стали ниже Ас1, в выдержке и последующем охлаждении.
Инструментальную сталь (У10) в основном подвергают закалке и отпуску для
повышения твердости, износостойкости и прочности, т.е. именно для улучшения тех
параметров которые нам необходимы для изготовления метчиков и плашек.
. Выбор термообработки для метчиков и плашек изготовленных из стали ХВГ
Изучив основы термической обработки стали назначим для стали ХВГ режим термической обработки (температуру закалки, охлаждающую среду и температуру отпуска).
Сталь ХВГ - сталь повышенной прокаливаемости. Инструмент из этой стали закаливается в масле (при ступенчатой закалке - в соли) и прокаливается, как правило, насквозь. Сталь получает высокую твердость, что позволяет значительно уменьшить деформацию инструментов.
Режимы закалки приведены в таблице. При нагреве до указанных в ней температур сталь сохраняет мелкое зерно и более высокую прочность. Структура после охлаждения - скрытокристаллический мартенсит, вторичный цементит и остаточный аустенит.
Для предупреждения обезуглероживания и окисления нагрев выполняют в расплавленных солях BaCl2 и NaCl.
Выдержка на каждый миллиметр диаметра 20-35 с при нагреве в соли и 50-80 с при нагреве в печи. Ее увеличивают на 20-25% для мелких инструментов.
Стали охлаждают в а) масле (20-250С) или б) расплавленной соли
(55% NaNO3 и 45% NaNO2), а затем на воздухе, выдержка в соли равна 30-50% от
выдержки, принятой для окончательного нагрева.
Режимы закалки нетеплостойких сталей высокой твердости
|
Сталь |
Температура закалки (С) при охлаждении в |
Твердость (НRC) при охлаждении в |
||
|
|
Водных растворах |
Масле и горячих средах |
Водных растворах |
Масле и горячих средах |
|
У10-У12 |
770-790 |
790-810 |
63-65 |
61-62 |
|
Х |
810-820 |
840-850 |
63-65 |
62-64 |
|
9ХС |
- |
865-875 |
- |
62-63 |
|
ХВСГ |
- |
855-870 |
- |
63-64 |
Режим отпуска 180-2000С. Такой отпуск является низким отпуском. Низкий отпуск проводят при нагреве до 250°С. При этом снижаются закалочные микронапряжения, мартенсит закалки переводится в отпущенный мартенсит, повышается прочность и немного улучшается вязкость без заметного снижения твердости. Закаленная сталь (0,6-1,3% С) после низкого отпуска сохраняет твердость 60-62 HRC, а, следовательно, высокую износостойкость. Низкотемпературному отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, а также детали, претерпевшие поверхностную закалку. Продолжительность отпуска составляет обычно 1-2,5 часа.