Материал: Сравнение отечественных и зарубежных моторных топлив, соответствие качества моторных топлив РФ качеству ЕВРО и других международных спецификаций
Сравнение отечественных и зарубежных моторных топлив, соответствие качества моторных топлив РФ качеству ЕВРО и других международных спецификаций
МИНИСТЕРСТВО ОБРАЗОВАНИЕ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФИЛИАЛ ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО БЮДЖЕТНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
"РОССИЙСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ НЕФТИ И ГАЗА ИМЕНИ
И. М. ГУБКИНА В Г. ОРЕНБУРГЕ"
Отделение ХТПНГ и Э
Реферат
по дисциплине " Применение природных газов в качестве моторных топлив"
на тему: "Сравнение
отечественных и зарубежных моторных топлив, соответствие качества моторных
топлив РФ качеству ЕВРО и других международных спецификаций"
Руководитель работы
__________________ Бусыгина Н.В.
Исполнитель студент гр. ОХТз-09-01
__________________
Амиров М.А.
Оренбург 2014
Содержание
Введение
1. Экологические проблемы, связанные с использованием моторного топлива
. Современные требования к качеству автомобильных бензинов
3.Соответствие качества отечественных и зарубежных моторных топлив требованиям европейских стандартов
а) Автомобильные бензины
б) Дизельные топлива
Заключение
Введение
За последние десять лет в России глубина переработки нефти увеличилась с 63 до 71%. По мере становления нефтяных компаний российские НПЗ освобождались от устаревших избыточных мощностей первичной переработки и совершенствовали технологическую структуру вторичных процессов. Тем не менее, Россия в развитии процессов, углубляющих переработку нефти отстает от среднемирового и европейского уровня в 2 раза, от уровня США - более чем в 3 раза, а в развитии важнейших из этих процессов - каталитического крекинга и гидрокрекинга - в 4-7 раз. Переработка нефтяного сырья на российских НПЗ пока осуществляется с недостаточным использованием имеющегося потенциала и с низкой степенью конверсии тяжелых фракций.
На будущие 10-15 лет перед нефтеперерабатывающей промышленностью всех стран и регионов мира ставятся задачи по обеспечению уровня экологических и потребительских свойств продукции, на порядок превышающего уровень, достигнутый в последние 10-15 лет.
В принятой Минэнерго РФ программе «О стратегии развития нефтеперерабатывающей промышленности до 2020 г.» поставлена задача обеспечить повышение глубины переработки нефти до 75 % к 2015 г. и до 85 % - 2020 г. Решение этой актуальной проблемы невозможно без разработки и внедрения промышленной технологии переработки тяжелых нефтяных остатков - мазутов, гудронов, а также тяжелых битуминозных нефтей.
Важнейшим направлением развития российской нефтепереработки на ближайшую и среднесрочную перспективу остается деструктивное углубление переработки вакуумных дистиллятов с концом кипения 550-590 С и в отдельных случаях - непосредственно мазута:
по бензиновому варианту с применением комплексов каталитического крекинга;
по дизельному варианту с применением комплексов гидрокрекинга.
В настоящее время каталитический крекинг является наиболее крупнотоннажным и важным среди каталитических процессов переработки нефти. Общая производительность установок каталитического крекинга в США составляет свыше 250 млн. т/год по сырью. Весьма широкое развитие получил этот процесс и в странах Западной Европы. Суммарная мощность установок каталитического крекинга достигла в США порядка 35% от мощности первичной переработки нефти (13,9 % - в Западной Европе и 6,0 % - в России).
Спрос на качественные моторные топлива растет, а на топочные мазуты падает. В то же время во всем мире увеличивается объем переработки тяжелых нефтей с повышенным содержанием высококипящих фракций и остатков, серы, смол и металлов.
Достигнутый прогресс обеспечил вовлечение в переработку всё более тяжёлого сырья: если на первой стадии развития крекингу подвергали керосино-газойлевые фракции, а затем вакуумные газойли (наиболее распространённый вариант и в настоящее время), то за последние 20 лет всё возрастает число установок, использующих в качестве сырья нефтяные остатки: мазуты, деасфаль-тизаты и их смеси с вакуумными дистиллятами.
.
Технологические основы процесса каталитического крекинга
До 1913 года моторный бензин получали путём простой перегонки сырой нефти с тем, чтобы разделить прямогонный бензин от керосина и более тяжёлых фракций. Качество и количество прямогонного бензина было ограничено природой используемого сырья. Качество сырой нефти из разных месторождений сильно различалось, но средний выход бензина был меньше 20 % на сырьё, а антидетонационные качества были эквивалентны октановому числу около 50. Термический крекинг, впервые внедрённый в 1913 г, увеличил выход бензина и его антидетонационное качество. Повсеместное применение тетра-этилсвинца в 1925 г и термический риформинг лёгкой нафты в начале 1930-х годов ещё более улучшил антидетонационные свойства. К 1935 году октановые числа данных сортов серийных бензинов по исследовательскому методу были около 71 и 79, соответственно, а потенциал выхода бензина из сырой нефти был около 60 %. Однако, даже после термического риформинга, термического крекинга и добавления тетраэтилсвинца, качество бензина с развитием авто- и авиатранспорта все в меньшей степени удовлетворяло их требованиям. Каталитический крекинг стал наиболее важным из процессов повышения качества моторных топлив.
Первые попытки использования катализаторов в крекинге были предприняты вскоре после первого внедрения термического крекинга. Наиболее значимым из этих ранних попыток был сделан Маккафе. Процесс Маккафе в принципе состоял в кубовой перегонке нефти с добавлением 5 - 10 % безводного хлорида алюминия, при 260-288 С и давлении чуть выше атмосферного. Длительность каждого цикла зависела от природы сырья и обычно была от 24 до 48 часов. В 1915 году Галф Рифайнинг Компани построила завод с использованием процесса Маккафе в г. Порт-Артур, штат Техас. Этот процесс никогда не представлял промышленной значимости, возможно, из-за трудности выделения хлорида алюминия из продукта реакции. Другие ранние попытки применить катализаторы для крекинга нефтепродуктов (например, Лемон) были ещё более слабыми.
Первым успешным процессом каталитического крекинга был процесс Гуд-ри, разработанный в 1933 г. и внедрённый в промышленность в 1936 году. Это был процесс неподвижного слоя с использованием, на данном этапе, в качестве катализатора активированной бентонитовой глины. В 1933 году Гудри основал «Сан Ойл Компани» и «Гудри Процесс Корпо-рэйшн». Совместно с компанией «Сокони Вакуум» процесс Гудри со стационарным слоем катализатора в 1935 г. был доведён до промышленной стадии. Другой процесс с неподвижным слоем катализатора, заявленный Филипс Петролеум Компани в 1944 году, был процессом циклоконверсии, где в качестве катализатора использовался боксит . Работы Гудри и других исследователей дали громадный импульс технологии нефтепереработки. Однако каталитический крекинг с неподвижным слоем катализатора имел ряд недостатков. Процесс проводили в реакторах со стационарным слоем катализатора, который дезактивировался за 10-20 минут из-за отложения кокса. Процесс был периодическим, а его аппаратурное оформление отличалось большой сложностью, так как приходилось в одном аппарате проводить эндотермическую реакцию крекинга и экзотермический выжиг кокса с частым чередованием этих стадий. Эти недостатки были позднее преодолены использованием иного процесса, в котором катализатор непрерывно циркулирует из реактора, где происходит крекинг, - в регенератор, где с поверхности катализатора выжигается кокс, - и снова в реактор. Данная технология крекинга значительно упростилась после разработки в 1940 г. метода изготовления синтетического аморфного алюмосиликатного катализатора в виде шариков диаметром 3-4 мм. Новые катализаторы имели более высокую износоустойчивость, позволяющую осуществлять процессы крекинга и регенерации в отдельных аппаратах с непрерывной циркуляцией катализатора. Таким образом, природные катализаторы сравнительно быстро уступили первенство синтетическим: сначала - таблетированным и пылевидным, а затем - шариковым и микросферическим. Уже к 1953 году каталитический крекинг по мощности превзошёл в США термический крекинг, - и далее развивался стремительными темпами. В 60-х годах была открыта высокая активность цеолитов в реакциях крекинга. В связи с этим в процессе крекинга стали применять цеолитсодержащие катализаторы (содержание цеолита не более 20 % масс), которые обусловили значительный прирост выхода целевых продуктов процесса, особенно при переходе на крекинг тяжелого сырья. Для использования всех преимуществ цеолитсодержащего катализатора стали применять новые типы реакторно-регенераторных аппаратов: вначале с кипящим слоем катализатора, а затем лифт-реактор. Таким образом, процесс каталитического крекинга - наиболее динамично развивающийся процесс нефтепереработки. В настоящее время продолжается процесс интенсификации процесса каталитического крекинга на основе модернизации реактора и регенератора установок каталитического крекинга, упрощения конструкции реакторно-регенераторного блока, создания наиболее эффективных способов контактирования катализатора с сырьём и подготовки сырья с целью увеличения выхода целевых продуктов и повышения их качества.
Целевым назначением процесса каталитического крекинга является получение высокооктанового компонента автобензина с октановым числом по исследовательскому методу свыше 95, а также компонента дизельного топлива, которое, хотя и уступает по качеству прямогонному газойлю, может быть использовано как компонент товарного продукта.
Катализаторы современных крупнотоннажных процессов каталитического крекинга, осуществляемых привысоких температурах (500-800 °С) в режиме интенсивного массои теплообмена в аппаратах сдвижущимся или псевдоожиженным слоем катализатора, должных обладать не только селективностью и термостабильностью, но и удовлетворять повышенным требованиям к нимпо регенерационным, механическим и некоторым другим эксплуатационным свойствам. Промышленныекатализаторы крекинга представляют собой в этой связи сложные многокомпонентные системы, состоящие из:
) матрицы (носителя);
) активного компонента - цеолита;

) вспомогательных активных и неактивных добавок.
Матрица катализаторов крекинга выполняет функции как носителя - поверхности, на которой затемдиспергируют основной активный компонент цеолит и вспомогательные добавки, так и слабогокислотного катализатора предварительного (первичного) крекирования высокомолекулярного исходног нефтяного сырья. В качестве материала матрицы современных катализаторов крекинга преимущественноприменяют синтетический аморфный алюмосиликат с высокой удельной поверхностью и оптимальнойпоровой структурой, обеспечивающей доступ для крупных молекул крекируемого сырья.
Аморфные алюмосиликаты являлись основными промышленными катализаторами крекинга до разработки цеолитсодержащих катализаторов. Синтезируются они при взаимодействии растворов, содержащих оксиды алюминия и кремния, например жидкого стекла и сернокислого алюминия.
Химический состав аморфногоалюмосиликата может быть выражен формулой, где х -число молей на 1 моль. Обычно в промышленныхаморфных алюмосиликатах содержание оксида алюминия находится в пределах 6-30% мас.
Аморфные алюмосиликаты обладают ионообменными свойствами, а для придания каталитическойактивности обрабатывают их раствором сернокислого алюминия для замещения катионов на. Высушенныеи прокаленные аморфные алюмосиликаты проявляют протонную и апротонную кислотности. При этом помере повышения температуры прокаливания происходит превращение протонных кислотных центров вапротонные.
Активным компонентом катализаторов крекинга является цеолит, который позволяет осуществлятьвторичные каталитические превращения углеводородов сырья с образованием конечных целевых продуктов.
Цеолиты (от греческого слова цео - кипящий, литос - камень) представляют собой алюмосиликаты стрехмерной кристаллической структурой.
Недостатком всех цеолитов является их не очень высокая механическая прочность в чистом виде, и поэтомуони в качестве промышленного катализатора не используются. Обычно их вводят в диспергированном видев матрицу катализаторов в количестве 10-20% мас.
Вспомогательные добавки улучшают или придают некоторые специфические физико-химические имеханические свойства цеолитсодержащих алюмосиликатных катализаторов (ЦСК) крекинга. ЦСК безвспомогательных добавок не могут полностью удовлетворять всему комплексу требований, предъявляемыхк современным промышленным катализаторам крекинга. Так, матрица и активный
компонент цеолит,входящий в состав ЦСК, обладают только кислотной активностью, в то время как для интенсивнойрегенерации закоксованного катализатора требуется наличие металлических центров, катализирующихреакции окислительно-восстановительного типа. Современные и перспективные процессы каталитическогокрекинга требуют улучшения и оптимизации дополнительно таких свойств ЦСК, как износостойкость,механическая прочность, текучесть, стойкость к отравляющему воздействию металлов сырья и т.д., атакже тех свойств, которые обеспечивают экологическую чистоту газовых выбросов в атмосферу.
Принципиальная
технологическая схема: подогрев сырья в трубчатой печи
<#"794394.files/image003.gif">
Установка
крекинга <#"794394.files/image004.jpg">
Некоторые НПЗ в этих регионах начали выпускать дизельные топлива с содержанием серы до 10 ppm.
До недавнего времени столь жесткие требования предъявлялись только к дизельным топливам для быстроходных дизелей, но сегодня речь идет об использовании такого топлива во внедорожной технике (тепловозах, морских судах). Это объясняется тем, что внедорожная техника потребляет около 10% от всего производимого топлива, но ее вклад в загрязнение атмосферы намного превосходит загрязнения от автотранспорта. Поэтому Европейский Парламент предлагает унифицировать требования к дизельному топливу для дорожных и внедорожных автотранспортных средств (350 ppm и менее).
В США с июня 2012 г. содержание серы в дизельных топливах для железнодорожного транспорта и морских судов ограничено до 15 ppm.
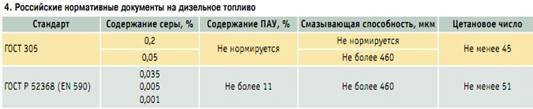
В России главным нормативным документом, по которому изготавливается до 70% дизельных топлив, является ГОСТ 305. По содержанию серы в ГОСТ 305 установлено два вида топлива до 0,2% и до 0,05% (для этого топлива введен показатель смазывающей способности). В соответствии с требованиями Регламента содержание серы 0,5% исключено из стандарта. ГОСТ 305 действует с 1982 г. и давно морально устарел.
Введение каких либо дополнений в ГОСТ 305 встречено протестом со стороны военных. На территории РФ действует также национальный стандарт ГОСТ Р 52368, разработчиком которого является ОАО «ВНИИИ НП». Показатели качества этого стандарта соответствуют европейской нормали EN 590. Исключение составляет содержание серы - 0,035% для дизельных топлив Евро3.
Требования к дизельным топливам в соответствии с
российскими нормативными документами приведены в таблице 7.
В настоящее время техническая политика российских нефтяных компаний направлена на организацию производства современных дизельных топлив Евро3, 4 и 5. Основными стимулами увеличения выработки таких топлив являются требования иностранных покупателей (50% вырабатываемого дизельного топлива поставляется на экспорт), а также введение в действие технического регламента «О требованиях к автомобильному и авиационному бензину, дизельному и судовому топливу, топливу для реактивных двигателей и топочному мазуту», устанавливающего конкретные сроки выпуска топлив Евро3, 4 и 5: с содержанием серы 0,035% - до 31.12.2011 г.; с содержанием серы до 0,005% - до 31.12.2014 г. и далее только топливо с содержанием серы 10 ppm.