Материал: Силовая часть преобразователя частоты для индукционного нагрева средней мощности и средней частоты
Силовая часть преобразователя частоты для индукционного нагрева средней мощности и средней частоты
Содержание
Введение
1. Аналитический обзор
2. Расчет колебательного контура
3. Структурная схема преобразователя, расчет и выбор элементов силовой части схемы
3.1 Разработка и описание структурной схемы силовой части
3.2 Расчет компенсатора реактивной мощности
3.3 Расчет и выбор элементов преобразователя частоты
3.4 Расчет и выбор элементов снабберных цепочек для силовых транзисторов
3.5 Расчет и выбор элементов неуправляемого выпрямителя и сглаживающего фильтра
4. Выбор и описание системы управления частотным преобразователем
4.1 Синтез и описание функциональной схемы работы системы управления
4.2 Выбор драйвера для силовых транзисторов
4.3 Выбор USB-моста
4.4 Выбор ЖКИ.
4.5 Выбор датчика тока
5. Моделирование силовой части
Заключение
Список использованной литературы
Введение
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев. Индукционный нагрев металлов основан на двух физических законах: законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в переменное магнитное поле, которое возбуждает в них вихревое электрическое поле. ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту по закону Джоуля-Ленца. Эта ЭДС создает в металле переменный ток, тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов. Интенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами - индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания - генераторов и преобразователей средней и высокой частоты. Простейший индуктор устройств косвенного индукционного нагрева низкой частоты - изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее вихревые токи. Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т.д.).
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает электромагнитную волну, которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту. Эффективность нагрева тем выше, чем ближе вид испускаемой электромагнитной волны (плоская, цилиндрическая и т.д.) к форме тела. Поэтому для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок - цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания вихревых токов. Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела. Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты). Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении. Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т.д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов. Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т.д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева - частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагрева используют частоты от 50Гц до 5Мгц.
Преимущества индукционного нагрева представлены ниже.
. Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2. Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
. Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
. Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда. Индукционные плавильные печи Индукционную печь или устройство можно рассматривать как своего рода трансформатор, в котором первичная обмотка (индуктор) подключена к источнику переменного тока, а вторичной обмоткой служит само нагреваемое тело.
преобразователь частота силовая часть
1. Аналитический обзор
Как правило, преобразователи частоты промышленного назначения
проектируются на основе мощных полупроводниковых - тиристоры, полевые
транзисторы - и, все реже, на основе вакуумных ламп. Каждый из силовых приборов
имеет свои преимущества и недостатки.
Рисунок 1.1 - Тиристорный преобразователь частоты
Главным достоинством тиристорных преобразователей частоты является способность работать с большими токами и напряжениями, выдерживая при этом продолжительную нагрузку и импульсные воздействия. Однако, искаженный выходной сигнал таких преобразователей является источником высших гармоник, которые вызывают дополнительные потери в индуктивной нагрузке, как следствие - ее перегрев, а также дает сильные помехи питающей сети. Применение компенсирующих устройств приводит к повышению стоимости, массы, габаритов, понижению к. п. д. системы в целом.
Как известно, условием закрытия однооперационного тиристора является спад тока до нуля (либо подача обратного напряжения на анод). Поэтому проектирование сложной системы управления также входит в недостатки таких преобразователей. Также для тиристоров свойственны большие времена на открытие и восстановление запирающих свойств, что существенно ограничивает их применение в индукционных установках [1].
Преобразователи частоты на тиристорах в настоящее время занимают доминирующее положение в высоковольтном приводе в диапазоне мощностей от сотен киловатт и до десятков мегаватт с выходным напряжением 3-10 кВ и выше. Однако их цена на один кВт выходной мощности самая большая в классе высоковольтных преобразователей. Как правило, на тиристорах строится силовая часть для индукционных печей [2].
Биполярный транзистор с изолированным затвором (IGBT) отличается от
тиристоров полным управлением, относительно простая неэнергоемкая система
управления, а также высокая частота переключения.
Рисунок 1.2 - Преобразователь частоты на IGBT-транзисторах [3]
Применение IGBT с более высокой частотой переклАючения в совокупности с микропроцессорной системой управления в преобразователях частоты снижает уровень высших гармоник, характерных для тиристорных преобразователей. Как следствие меньшие добавочные в нагрузке, уменьшение нагрева индуктора, снижение пульсаций. Снижаются потери в трансформаторах, конденсаторных батареях, увеличивается их срок службы и изоляции проводов, уменьшаются количество ложных срабатываний устройств защиты и погрешности индукционных измерительных приборов.
Преобразователи на транзисторах IGBT по сравнению с тиристорными преобразователями при одинаковой выходной мощности отличаются меньшими габаритами, массой, повышенной надежностью в силу модульного исполнения электронных ключей, лучшего теплоотвода с поверхности модуля и меньшего количества конструктивных элементов [4].
Одним из препятствий применения IGBT-транзисторов в индукционных установках является ограничение в использовании на сверхвысоких частотах. Известно, что при коммутировании с частотой свыше 75-100КГц IGBT работает на пределе своих возможностей и довольно большая вероятность выхода прибора, а, следовательно, и преобразователя из строя.
На более высоких частотах способны работать
MOSFET-транзисторы.
Рисунок 1.3 - Преобразователь частоты на основе
MOSFET-транзисторах
Но особенность их изготовления не позволяет получить одновременно высокоточный транзистор, позволяющий выдерживать большие напряжения. Поэтому область применения этих приборов ограничивается мощностью нагрузки.
Также MOSFET-транзисторы более сложны в управлении, чем IGBT, следовательно, недостатком обладает и конструирование системы управления.
Наиболее высокими рабочими частотами отличаются вакуумные приборы - электронные лампы. Также лампы могут пропускать через себя большую мощность в нагрузку. Однако их недостатки существенно снижают область их применения. Это, в первую очередь, низкий к. п. д.: полупроводниковые элементы имеют к. п. д. до значения 90% при правильной эксплуатации и эффективном охлаждении, в то время как ламповые приборы имеют максимальный к. п. д. в районе 60-70%.
Также огромным недостатком является низкая надежность и малое
время службы ламповых приборов, что значительно увеличивает затраты, даже по
сравнению с эксплуатацией тиристорных преобразователей [5].
Рисунок 1.4 - Один из вариантов исполнения преобразователя
частоты на вакуумных приборах [6]
Все вышесказанное можно отобразить на диаграмме 1.5.
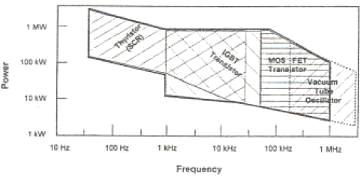
Рисунок 1.5 - Использование различных силовых ключей в
установках индукционного нагрева
Как видно, очень тяжело добиться повышения частоты и мощности в нагрузке одновременно, причем, использовать это как можно более эффективно.
Так как по условию технического задания, преобразователь не
будет работать на сверхвысоких частотах и будет необходима средний диапазон
мощности в нагрузке, выберем в качестве силовых ключей IGBT-транзисторы,
включенные в полную мостовую схему.
2. Расчет колебательного контура
Основное применение установок индукционного нагрева - это сверхчистая бесконтактная пайка и сварка металла, термообработка деталей, поверхностная закалка. Также применяются для операций в ювелирном деле, получения опытных образцов сплавов [7].
Выбор частоты в основном определяется целями, которые
преследует разработчик установки. Но, как правило, существует целесообразность
применения установок, рассчитанных под определенные частоты. Например, если
плавильные печи или установки, предназначенные для постепенного нагревания
материала можно проектировать под промышленные частоты, то с усложнением
технологии, увеличения геометрических размеров материала, величина частоты
преобразования может варьироваться и достигать нескольких мегагерц. Подробнее
применение индукционного нагрева на разных частотах указано на рисунке 2.1.
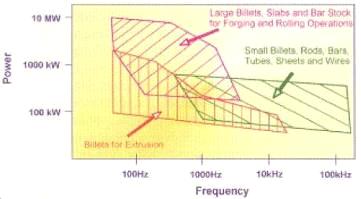
Рисунок 2.1 - Применение установок индукционного нагрева на
разных мощностях и частотах [8]
Как правило, установки индукционного нагрева токами средней (в диапазоне 10.500КГЦ) и высокой (свыше 500КГц) частоты используют в основном для поверхностной закалки либо для нагрева мелких деталей [9]. Поэтому, при проектировании данного преобразователя, будем ссылаться именно на это применение.
Расчеты и опыт [10] показывают, что глубина проникновения
тока в заготовку на частотах свыше 2КГц меньше, чем 1.5мм. Используя формулу
[10 (35)]:

это значение можно уточнить для выбранной частоты.
Также, используя таблицу опытных данных [9, табл.2], можно подобрать диаметр заготовки, который наиболее эффективно установка нагреет на заданной частоте.
Видим, что эффективный диаметр на радиочастотах равен 3см и менее. Учитывая размер индуктирующего провода и зазор между индуктором и деталью, а также учтем использование разрабатываемой установки на частотах, ниже проектируемой, примем (D2) диаметр и высоту (a2) индуктора 5см.
Используя методику для расчета индукторов для нагрева
цилиндрических заготовок [10], можно найти время нагрева детали.
![]()
где K - расчетный коэффициент, зависящий от формы детали и разницы температуры между поверхностью и центром детали. Значение берется из таблицы [10, табл.3] (K = 6);
D’2 - приведенный диаметр заготовки, см.
где x - глубина
слоя, в котором выделяется главная часть энергии индуктированного тока, см.
Значение зависит от соотношения ![]()
![]()
![]()
Так как значение соотношения ![]()
![]() , то
, то ![]()
![]()
![]()
![]()
С учетом возможных тепловых потерь мощности на нагрев окружающей среды, индуктирующего провода, а также учитывая передачу тепла от поверхности заготовки к центру, целесообразней уменьшить время нагрева в 3 раза, что существенно увеличит подводимую к заготовке мощность.
Найдя массу заготовки (G), можно определить мощность, необходимую для нагрева (Pt). Зная геометрические параметры и
плотность стали (r), выразим
через них массу:
![]()
где V - объем детали, см3;
плотность стали равна ![]()
![]() .
.