Материал: Разработка проектно-конструкторской документации на изготовление модели женского жакета
Выбор материалов производится с учетом конструктивных особенностей предлагаемой модели, направления развития моды, ассортимента отечественных и импортных материалов, потребительских и промышленных требований, предъявляемых к ним. Именно на основе специфических свойств выбранных материалов, в дальнейшем определяются методы обработки и сборки изделия, выберется оборудование и спецприспособления, конкретизируется сам технологический процесс производства изделия. Комплекс взаимосвязанных требований к свойствам костюмным материалов предъявляют в соответствии с климатическими зонами, сезонностью и половозрастной принадлежностью изделия. Наиболее значимыми во всех случаях являются группы эргономических показателей, особенно гигиенических, группа эстетических показателей, выражающих соответствие внешнего вида материала современному направлению моды, и показатели надежности, обеспечивающие стабильность внешнего вида изделии при эксплуатации.
В качестве материала верха для проектируемого изделия выбрана полушерстяная камвольная костюмная ткань розового цвета . Камвольные ткани отличаются четко выраженным рисунком переплетения , могут быть гладкокрашеными или пестроткаными. Шерстяные ткани, содержащие химические волокна, обладают повышенной прочностью, упругостью. Эти свойства значительно повышают срок эксплуатации изделия. Поскольку изделие рассчитано для повседневного использования, то поверхностная плотность данной ткани 300г/м в кв. полностью этому условию. А розовый цвет материала подчеркнет элегантную женственность изделия.
Подкладка, оформляющая внутреннюю сторону жакета, должна иметь гладкую поверхность и малый коэффициент трения, чтобы одежду было легко, надевать и снимать, повышенную устойчивость к сухому и мокрому трению. Для проектируемого изделия выбрана вискозная подкладоная ткань полотняного переплетения поверхностной плотности 120г/м кв., расцветка в тон основного материала
Прокладочные материалы, применяемые для придания формоустойчивости деталей жакета, стабильности формы изделия в процессе эксплуатации должны отвечать конструкторско-технологическим требованиям: должны обладать хорошей способностью к формообразованию и формозакреплению, не утяжелять изделие. . Прокладочный материал должен также отвечать требованиям эргономичности и надежности - быть паро- и воздухопроницаемым, гигроскопчным, обладать определенными показателями теплопроводимости и теплового сопротивления. Стабильность внешнего вида в процессе носки и легкость ухода за костюмными изделиями обеспечивается подбором прокладок с единым способом ухода (химической чистке) со всеми материалами, комплектующих жакет.
Для разрабатываемого изделия выбрана нетканая клеевая прокладка с равномерным точечным нанесением клея. Данный вид прокладки позволит предохранять важные участки конструкции от растяжения.
Швейные нитки являются основным материалом для соединения деталей одежды, кроме того они служат и в качестве отделочного материала, в данном случае выбраны нитки шелковые № 40. Цвет ниток должен соответствовать цветовой гамме изделия.
В качестве фурнитуры для жакета выбраны пуговицы в тон основного материала диаметром 2,5 см.
Результат процесса конфекционирования представлен в конфекционной карте. Конфекционная карта на материал представлена в таблице 3.
Таблица 3 - Конфекционная карта
|
Материал |
Образец |
Характеристика |
|
Основной материал |
|
Костюмная полушерстяная ткань Шерсть 60% Полиэстер 37% Эластан 3% Арт.G02.150/11 |
|
Ткань подкладочная |
|
Отделочный материал Вискоза 100% Ширина 140 см Арт. V880 59.08 |
|
Прокладка |
|
Не тканная клеевая прокладка Полиэстер 100% Ширина 140 см Арт. R84N29 |
|
Фурнитура: |
||
|
Нитки |
||
|
Жесткая маркировка |
||
|
Мягкая маркировка |
||
|
Упаковочные пакеты |
||
2.2.3 Анализ и выбор методов обработки основных узлов изделия и технологического оборудования. Определение показателей эффективности технологической обработки
При выборе методов обработки следует отдавать
предпочтение прогрессивным методам, обеспечивающим наибольшую эффективность
изготовления. Для исследования эффективности методов обработки в данной
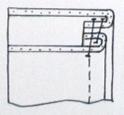
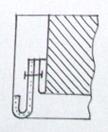
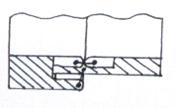
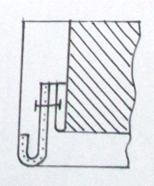
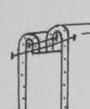
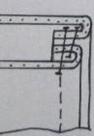
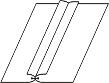
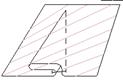
курсовой работе на примере обработки втачного отложного воротника с
цельнокроеной стойкой можно выявить наиболее эффективный способ. С этой целью
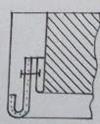
выбраны два варианта обработки (рисунок 3) и составлен справочник
технологической операции (таблица 2).
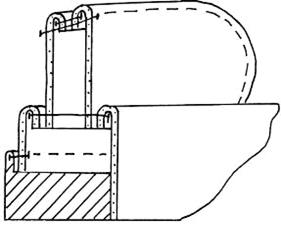
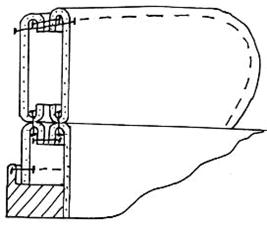
способ 1 способ 2
Рисунок 3- Обработка воротника двумя способами
Таблица 2 - Справочник технологической операции по обработке воротника в женском жакете (два способа)
|
№ п\п |
Наименование технологической операции |
Специальность |
Разряд |
Затрата времени,сек |
Вид, класс оборудования |
ТУ см. |
Схема ТО |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||||||||||||
|
Обработка воротника способ 1 |
|||||||||||||||||||
|
1 |
Продублировать полочки |
У |
3 |
10 |
Электропаровой утюг DI Theobald |
- |
|
||||||||||||
|
2 |
Продублировать подборта |
У |
3 |
9 |
Электропаровой утюг DI Theobald |
- |
|
||||||||||||
|
3 |
Продублировать верхний воротник |
У |
3 |
7 |
Электропаровой утюг DI Theobald |
- |
|
||||||||||||
|
4 |
Продублировать нижний воротник |
У |
3 |
7 |
Электропаровой утюг DI Theobald |
- |
|
||||||||||||
|
5 |
Продублировать обтачку спинки |
У |
3 |
7 |
Электропаровой утюг DI Theobald |
- |
|
||||||||||||
|
6 |
Стачать плечевые срезы |
М |
3 |
17 |
Универсальная стачивающая Дюркопп- Адлер 275 |
1,0 |
|
||||||||||||
|
7 |
Разутюжить плечевые срезы |
У |
3 |
9 |
Электропаровой утюг DI Theobald |
- |
|
||||||||||||
|
8 |
Обтачать верхний воротник нижним |
М |
4 |
25 |
Универсальная стачивающая Дюркопп- Адлер 275 |
0,8 |
|
||||||||||||
|
9 |
Подрезать уголки, вывернуть, выправить |
Р |
2 |
5 |
Ножницы |
- |
|
||||||||||||
|
10 |
Приутюжить воротник выправляя кант |
У |
3 |
12 |
Электропаровой утюг DI Theobald |
0,1 |
|
||||||||||||
|
11 |
Обтачать борт подбортом |
М |
3 |
34 |
Универсальная стачивающая Дюркопп- Адлер 275 |
0,8 |
|
||||||||||||
|
12 |
Подрезать излишки шва обтачивания |
Р |
2 |
5 |
Ножницы |
- |
|
||||||||||||
|
13 |
Настрочить припуск шва обтачивания борта на подборт |
М |
3 |
11 |
Универсальная стачивающая Дюркопп- Адлер 275 |
0,2 |
|
||||||||||||
|
14 |
Втачать воротник в горловину |
М |
4 |
48 |
Универсальная стачивающая Дюркопп- Адлер 275 |
1,0 |
Разутюжить шов втачивания воротника |
У |
3 |
22 |
Электропаровой утюг DI Theobald |
- |
|
||||||
|
16 |
Вывернуть, выправить приутюжить подборт выправляя кант |
У |
3 |
19 |
Электропаровой утюг DITheobald |
0,1 |
|
||||||||||||
|
17 |
Проложить отделочную строчку по отлету и концам воротника |
М |
3 |
35 |
Универсальная стачивающая Дюркопп- Адлер 275 |
0,2 |
|
||||||||||||
|
18 |
Закрепить шов втачивания воротника |
М |
3 |
34 |
Универсальная стачивающая Дюркопп- Адлер 275 |
- |
|
||||||||||||
|
|
Итого : |
|
|
316 |
|
|
|
||||||||||||
|
Обработка воротника способ 2 |
|||||||||||||||||||
|
1 |
Продублировать полочки |
У |
3 |
10 |
Электропаровой утюг DITheobald |
- |
|
||||||||||||
|
2 |
Продублировать подборта |
У |
3 |
9 |
Электропаровой утюг DITheobald |
- |
|
||||||||||||
|
3 |
Продублировать верхний воротник |
У |
3 |
7 |
Электропаровой утюг DITheobald |
- |
|
||||||||||||
|
4 |
Продублировать нижний воротник |
У |
3 |
7 |
Электропаровой утюг DITheobald |
- |
|
||||||||||||
|
5 |
Продублировать обтачку спинки |
У |
3 |
7 |
Электропаровой утюг DITheobald |
- |
|
||||||||||||
|
6 |
Стачать плечевые срезы |
М |
3 |
17 |
Универсальная стачивающая Дюркопп- Адлер 275 |
1,0 |
|
||||||||||||
|
7 |
Разутюжить плечевые срезы |
У |
3 |
9 |
Электропаровой утюг DITheobald |
- |
|
||||||||||||
|
8 |
Обтачать верхний воротник нижним |
М |
4 |
25 |
Универсальная стачивающая Дюркопп- Адлер 275 |
0,8 |
|
||||||||||||
|
9 |
Настрочить припуск шва обтачивания на верхний воротник |
М |
4 |
39 |
Универсальная стачивающая Дюркопп- Адлер 275 |
0,2 |
|
||||||||||||
|
10 |
Подрезать уголки ,вывернуть, выправить |
Р |
2 |
5 |
Ножницы |
- |
|
||||||||||||
|
11 |
Приутюжить воротник выправляя кант |
У |
3 |
12 |
Электропаровой утюг DITheobald |
0,1 |
|
||||||||||||
|
12 |
Обтачать борт подбортом |
М |
3 |
34 |
Универсальная стачивающая Дюркопп- Адлер 275 |
0,8 |
|
||||||||||||
|
13 |
Подрезать излишки шва обтачивани |
Р |
2 |
5 |
Ножницы |
- |
|
||||||||||||
|
14 |
Настрочить припуск шва обтачивания борта на подборт |
М |
3 |
11 |
Универсальная стачивающая Дюркопп- Адлер 275 |
0,2 |
|
||||||||||||
|
15 |
Втачать воротник в горловину |
М |
4 |
48 |
Универсальная стачивающая Дюркопп- Адлер 275 |
1,0 |
|
||||||||||||
|
16 |
Разутюжить шов втачивания воротника |
У |
3 |
22 |
Электропаровой утюг DITheobald |
- |
|
||||||||||||
|
18 |
Вывернуть, выправить приутюжить подборт выправляя кант |
У |
3 |
19 |
Электропаровой утюг DITheobald |
0,1 |
|
||||||||||||
|
19 |
Закрепить шов втачивания воротника |
М |
3 |
36 |
Универсальная стачивающая Дюркопп- Адлер 275 |
- |
|
||||||||||||
|
|
Итого : |
|
|
322 |
|
|
|
||||||||||||
По результатам исследования двух способов
обработки воротника в женском жакете проведен анализ эффективности каждого из
способов. С этой целью рассчитаны показатели сокращения времени (Рсзв) и
повышения производительности труда (Рппт) :
Рппт=(Т1-Т2)*100/Т2, %; Рсзв=(Т1-Т2)*100/Т1, %
,где
Т1,Т2- затрата времени на обработку узла соответственно 1-го и 2-го способов обработки.
Рппт=(316-322)*100/322=1,86 %
Рсзв=(316-322)*100/316=1,899%
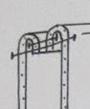
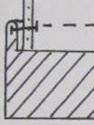
В соответствии с подовранными материалами, конструктивно-технологическими
требованиями к изделию и проведенного анализа эффективности технологии
обработки выбраны методы обработки основных узлов и оборудования (рисунок 4) и
составлена характеристика обработки (таблица 3).
Таблица 3 - Справочник технологической операции по обработке основных узлов женского жакета
|
№ п\п |
Наименование технологической операции |
Специальность |
Разряд |
Вид, класс оборудования |
ТУ |
Схема ТО |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||
|
Начальная обработка |
|||||||||||
|
1 |
Продублировать боковую и центральные части полочки |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
2 |
Продублировать подборта |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
3 |
Продублировать верхний вороник |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
4 |
Продублировать нижний вороник |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
5 |
Продублировать обтачку спинки |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
6 |
Продублировать срез проймы спинок |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
7 |
Продублировать срез горловины спинки |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
8 |
Продублировать верхний участок передних частей рукавов |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
9 |
Продублировать верхний участок задних частей рукавов |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
10 |
Продублировать нижние срезы рукавов |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
11 |
Продублировать нижний срез спинки |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
Заготовительные операции |
|||||||||||
|
12 |
Стачать боковую и центральную части полочек |
М |
3 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
13 |
Разутюжить шов стачивания |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
14 |
Стачать талиевые вытачки спинки |
М |
3 |
DDL-8700-7 «JUKI» |
|
|
|||||
|
15 |
Разутюжить шов стачивания |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
16 |
Стачать срезы рукавов |
М |
3 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
17 |
Разутюжить шов стачивания |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
|
Заготовка подкладки |
|
|||||||||
|
18 |
Застрочить складку по пройме полочки |
М |
3 |
DDL-8700-7 «JUKI» |
|
|
|||||
|
19 |
Стачать талиевые вытачки спинки |
М |
3 |
DDL-8700-7 «JUKI» |
|
|
|||||
|
20 |
Заутюжить талиевые вытачки спинки к центру |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
21 |
Стачать плечевые срезы подкладки |
М |
3 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
22 |
Заутюжить в сторону спинки |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
23 |
Стачать боковый срезы подкладки |
М |
3 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
24 |
Заутюжить в сторону спинки |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
25 |
Застрочить складку подкладки рукавов |
М |
3 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
26 |
Стачать срезы подкладки рукавов |
М |
3 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
27 |
Заутюжить шов стачивания |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
Втачать рукава подкладки в пройму |
М |
4 |
DDL-8700-7 «JUKI» |
1см. |
|
|
29 |
Заутюжить шов втачивания на рукав |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
|
Заготовка воротника |
|
|||||||||
|
30 |
Обтачать верхний воротник нижним |
М |
3 |
DDL-8700-7 «JUKI» |
0,8 см |
|
|||||
|
31 |
Подрезать уголки ,вывернуть, выправить |
Р |
|
|
|
|
|||||
|
32 |
Приутюжить воротник, выправляя кант |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
Монтаж |
|||||||||||
|
33 |
Стачать боковые срезы |
М |
3 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
34 |
Разутюжить шов стачивания |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
35 |
Обтачать борт подбортом |
М |
4 |
DDL-8700-7 «JUKI» |
0,8 см |
|
|||||
|
36 |
Подрезать излишки шва обтачивани |
Р |
|
|
|
|
|||||
|
37 |
Настрочить припуск шва обтачивания борта на подборт |
М |
4 |
DDL-8700-7 «JUKI» |
0,2 см |
|
|||||
|
38 |
Притачать обтачку горловины спинки к подборту |
М |
3 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
39 |
Разутюжить шов притачивания |
У |
3 |
FRYO-301 DO «ROTONDI» |
|
|
|||||
|
40 |
Втачать рукава в пройму |
М |
4 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
41 |
Втачать воротник в горловину |
М |
4 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
42 |
Разутюжить шов втачивания воротника |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
43 |
Вывернуть, выправить приутюжить подборт выправляя кант |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
44 |
Проложить отделочную строчку по отлету и концам воротника |
М |
3 |
DDL-8700-7 «JUKI» |
0.2 см |
|
|||||
|
45 |
Закрепить шов втачивания воротника |
М |
3 |
DDL-8700-7 «JUKI» |
|
|
|||||
|
46 |
Притачать подкладку к срезам подбортов , обтачке спинки и по низу |
М |
3 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
47 |
Заутюжить припуск притачивания в сторону подкладки |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
48 |
Притачать подкладку к низу рукавов |
М |
4 |
DDL-8700-7 «JUKI» |
1см. |
|
|||||
|
49 |
Вывернуть, выправить рукава приутюжить, выправляя припуск из подкладки 1см |
У |
3 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||
|
50 |
Застрочить технологическое отверстие в боковом шве подкладки |
М |
3 |
DDL-8700-7 «JUKI» |
0,1 см |
|
|||||
|
51 |
Обметать петли |
см |
|
MEB-3200 SS «JUKI» |
|
|
|||||
|
53 |
Пришить пуговицы |
см |
|
MEB-3200 SS «JUKI» |
|
|
|||||
|
53 |
Окончательное ВТО |
У |
4 |
FRYO-301 DO «ROTONDI» |
160° |
|
|||||


|
|
|
|
|
|
|
|
|
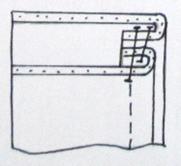
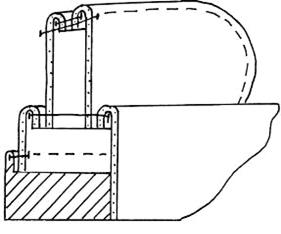
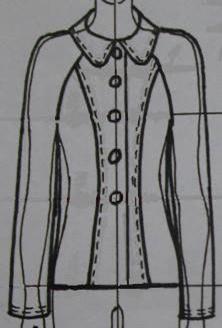
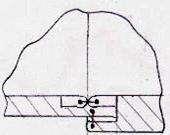
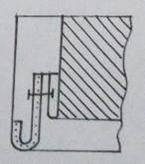
Рисунок 4 - Методы обработки основных узлов женского жакета
модель лекало обработка конструкторский
2.2.4 Характеристика организационной формы процесса
В курсовом проекте изготовление проектируемого женского жакета ориентировано на массовое производство. В связи с выбранной формой организации технологического процесса в качестве приоритета выступает экономичность.
С целью уменьшения затраты времени на технологическую обработку жакета был проведен анализ вариантов изготовления. При выборе варианта обработки отданы предпочтения способам обработки с минимальным количеством вспомогательных швов с учетом сохранения высоких показателей качества.
При разработке конструкции жакета учтены особенности,
позволяющие понизить сложность конструктивных деталей, оказывающих прямое
влияние на методы обработки
2.3 Проектирование РЧЛ
деталей изделия
.3.1 Проверка и уточнение технического чертежа модельной конструкции
В чертеже конструкции проведена проверка и
уточнение. Для этого проверены сопряжения по линиям: плечевых срезов спинки и
полочки, пройма на участке бокового шва, путем совмещения надсечек по боковым
швам полочки и спинки. Проверена пройма на участке плечевого шва, путем
совмещения плечевых срезов на расстоянии 6-8 см от среза проймы, линии
горловины, путем совмещения высших точек горловины плечевых срезов полочки и
спинки, линия низа на участке бокового шва. Далее была проведена проверка
монтируемых срезов и их накладываемость: плечевые и боковые срезы спинки и
полочки. Выявленные погрешности скорректированы и внесены в МК.
2.3.2 Внесение внутренних изменений в шаблоны деталей модельной конструкции (МК)
Внутренние изменения шаблонов деталей МК связаны с усадкой тканей верха, подкладки и прокладочных материалов. Так как в методике построения БК МГУ ДТ не учитывается усадка материала необходимо спроектировать припуск на усадку ткани по всей длине и ширине детали путем разрезания шаблона по конструктивным линиям и увеличения их длинны и ширины методом параллельного перемещения. Для этого необходимо знать процент усадки ткани верха, подкладки и прокладочного материала (таблица 6).
Таблица 4- Величины усадки выбранного материала для женского плаща
|
Материал |
Величина усадки,% |
|
|
|
по н.о. |
по н.у. |
|
Ткань верха |
1,6 |
1,5 |
|
Подкладочная ткань |
3 |
3 |
|
Прокладочная ткань |
1,4 |
1.5 |
2.3.3 Внесение внешних изменений в шаблоны деталей МК
Проектирование РЧЛ основных деталей верха
Перед нанесением внешних измерений в шаблоны деталей МК необходимо определить величины технологических припусков, которые зависят от толщины ткани, конструкции шва, осыпаемости ткани, конфигурации среза, способа производства и технологической обработки, технологического оборудования.
РЧЛ основных деталей верха представлены в
таблице 5.
Таблица 5 - РЧЛ основных деталей верха женского жакета
|
№ п/п |
Наименование детали материала |
Количество |
|
|
|
|
Шаблонов |
Деталей кроя |
|
Из ткани верха |
|||
|
1 |
Центральная часть полочки |
1 |
2 |
|
2 |
Боковая часть полочки |
1 |
2 |
|
3 |
Спинка |
1 |
1 |
|
4 |
Передняя часть рукава |
1 |
2 |
|
5 |
Задняя часть рукава |
1 |
2 |
|
6 |
Нижний воротник |
1 |
1 |
Внесение внешних изменений в шаблоны деталей МК выполняется в следующей последовательности:
1. копируют шаблоны деталей, с внесенными в них внутренними изменениями;
2. определяют величины технологических припусков по внешним контурам деталей. Величины припусков зависят от: толщины ткани; конструкции шва; осыпаемости ткани; конфигурации среза; необходимости уточнения среза в процессе обработки; способа производства и технологической обработки, технологического оборудования.
. Непосредственно проектирование РЧЛ путем внесения припусков относительно контуров деталей МК.
Расчет величин технологических припусков
приведен в таблице 6.
Таблица 6 - Расчет технологических припусков для проектирования рабочих чертежей лекал основных деталей женского жакета
|
Узел |
Сечение |
Технологический припуск, см |
||||||
|
|
|
Птш |
Птш |
Птпод |
Общая величина припуска |
|||
|
|
|
На толщину в сгибе (в шве) |
На кант |
На ширину шва |
подгиб |
На подрезку |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Срез обтачивания борта полочки |
|
0,1 |
0.1 |
0,5 |
- |
0,1 |
0,8 |
|
|
Срез обтачивания борта подборта |
|
0,1 |
- |
0,5 |
- |
0,1 |
0,7 |
|
|
Нижний срез рукавов |
|
0,1 |
- |
1,0 |
1,9 |
- |
3,0 |
|
|
Срез отлета и концов верхнего воротника |
|
0,1 |
0.1 |
0,5 |
- |
0,1 |
0,8 |
|
|
Срез отлета и концов нижнего воротника |
|
0,1 |
- |
0,5 |
- |
0,1 |
0,7 |
|
|
Срез втачивания верхнего и нижнего воротников в горловину |
|
0,1 |
- |
0,9 |
- |
- |
1,0 |
|
|
Срез горловины подборта, полочки и обтачки спинки, срезы рукавов, рельефов, боковые плечевые срезы |
|
0,1 |
- |
0,9 |
- |
- |
1,0 |
|
|
жакета и подкладки жакета |
|
|
|
|
|
|
|
|
|
Нижний срез подкладки рукавов и спинки |
|
- |
- |
1,0 |
|
- |
1,0 |
|