Материал: Разработка конструкции узла контроля
стабильность линейных размеров по осям Х, Y, Z при повышенной температуре, зависящая от температуры стеклования Тв, теплоустойчивости и теплопроводности базового материала. Требование высокой температуры стеклования Тв (до 290°С в перспективе, рассчитанная на рабочую температуру до 280°С) связано с тем, что при нагреве, например, при пайке, происходит значительное расширение стеклопластиков, эпоксидной смолы и других полимеров по оси Z, интенсивность которого особенно возрастает при повышении температуры стеклования данного материала, что может привести к расслаиванию диэлектрика и разрыву металлизации в отверстиях ПП, так как металл имеет малое расширение по оси Z. Поэтому при высокой температуре стеклования Тв процесс расширения материала ПП сдвигается в область более высоких температур, желательно, превышающих температуру пайки;
высокая теплоустойчивость, которая зависит от
типа наполнителя
состава смолы. Данное требование связано с тем, что
1) необходима повышенная устойчивость к воздействию теплового удара, например, при пайке ЭРИ и ПМК к ПП, при котором температура пайки достигает значений деструкции диэлектрика, и может происходить выход газов, порообразование, коробление и пр.;
2) в результате воздействия высоких температур в процессе сверления отверстий возможен разогрев диэлектрика, вытекание и наволакивание смолы на стенки отверстий, препятствующее металлизации отверстий в дальнейшем;
) повышенная рабочая температура может привести к расслоению стеклоткани и смолы, отслаиванию фольги, образованию пузырей под фольгой и к тому, что характеристики материала не будут удовлетворять требованиям эксплуатации ЭА;
хорошая механическая обрабатываемость при резке, фрезеровании,
зачистке, сверлении и других операциях без образования сколов, трещин и расслоения диэлектрика;
устойчивость к агрессивным средам (кислотам, щелочам, растворителям и пр.) в ТП изготовления ПП;
хорошая прочность сцепления (адгезия) фольги с диэлектриком, которая зависит от материала фольги, способа ее получения (прокатка или электролитическое осаждение), состояния поверхности, температуры и времени выдержки при повышенной температуре и пр;
негорючесть - требование международных стандартов применения в ЭА только самозатухающих фольгированных диэлектриков;
низкое водопоглощение для исключения расслоения диэлектрика особенно при нагреве;
низкое значение ТКЛР, совместимое с ТКЛР выводов и корпусов ЭРИ; в случае, если ТКЛР диэлектрика значительно больше ТКЛР выводов и корпусов ЭРИ или ПМК, возникают значительные напряжения в местах пайки вследствие большого расширения диэлектрика основания ПП по осям Х, Y и малого расширения по тем же осям подложки ЭРИ;
плоскостность (особенно необходимая для установки ПМК);
низкая стоимость и др.
Фольгированные диэлектрики применяют в субтрактивных методах изготовления ПП, нефольгированные - в аддитивном и полуаддитивном.
Фольгированные диэлектрики, применяемые в качестве основания ПП в субтрактивных методах, являются композиционными материалами и состоят из армирующего наполнителя, синтетического связующего вещества и медной, алюминиевой или резистивной фольги. Наиболее широко в настоящее время применяются гетинакс, стеклотекстолит, полиимид и др.
Гетинакс фольгированный состоит из спрессованных слоев электроизоляционной бумаги (армирующего наполнителя), пропитанных фенольной или эпоксифенольной смолой в качестве связующего вещества, облицованных с одной или двух сторон медной фольгой (например, запись ГФ-1 или ГФ-2 обозначает гетинакс фольгированный односторонний или двухсторонний).
Стеклотекстолит фольгированный представляет собой спрессованные слои стеклоткани, пропитанные эпоксифенольной или эпоксидной смолой (например, запись СФ-1 или СФ-2 обозначает стеклотекстолит фольгированный олносторонний или двухсторонний, соответственно).
Наиболее важные характеристики материала - электроизолирующие свойства и вторая по значимости характеристика - температура стеклования Tg, ограничивающая область применения [7].
Полиимид - доминирующий материал для изготовления гибких печатных плат. Преимуществами данного материала являются:
отличная гибкость при всех температурах;
хорошие электрические свойства;
отличная химстойкость (за исключением горячей концентрированной щелочи) [7];
хорошая устойчивость к разрыву;
рабочая температура от -200 до +300°С.
Большое значение при изготовлении ПП имеет процентное соотношение между стекловолокном и смолой в диэлектрике, так как оно влияет на качество выполнения целого ряда операций, например, таких как [4]:
сверление монтажных и переходных отверстий - чем больше стекловолокна (абразива), тем быстрее изнашивается сверло;
подтравливание диэлектрика в отверстиях МПП - чем больше смолы, тем легче подтравливать;
прессование МПП, так как выбор режимов прессования (давление и время его приложения) зависят от времени желатинизации смолы (определяется экспериментально для каждой партии материала);
металлизация монтажных или переходных отверстий - чем больше
стекловолокна, тем больше торцов стекловолокна выходит в отверстия ПП, поверхность которых достаточно сложно подготовить химическим способом перед химическим осаждением меди в отверстия и, в результате могут появиться непокрытые медью участки, что приводит к разрыву металлизации и электрических цепей.
При выборе материала основания ПП необходимо обратить внимание на предполагаемые
механические воздействия (вибрации, удары, линейное ускорение и т.п.);
класс точности ПП (ширину проводников расстояние между ними);
реализуемые электрические функции и требования к электрическим параметрам;
объект, на который устанавливается ЭА и условия эксплуатации;
быстродействие;
стоимость и пр.
Для изготовления ПП, эксплуатируемых в условиях повышенной опасности возгорания, применяют огнестойкие гетинаксы и стеклотекстолиты марок ГОВ, ГОФВ, СОНФ, СТНФ.
Для печатных плат с металлизированными отверстиями применяют материалы с гальваностойкой фольгой.
Для изготовления ПП 1 - и 2-ой группы жесткости целесообразно применять материал на основе бумаги, для 2- и 4-й - на основе стеклоткани, полиимида и лавсана.
Стеклотекстолит фольгированный МИ 1222 - 2 - 35 - 1,5 ТУ229 - 001 - 00213060 - 96, который был выбран материалом для изготовления ПП узла в данной выпускной квалификационной работе, представляет собой слоистый прессованный материал на основе целлюлозной бумаги, пропитанной фенольным связующим нормированной горючести, и облицованный с двух сторон медной электролитической гальваностойкой фольгой толщиной 35 мкм.
В наименовании марки материала буквы означают: М - материал; И - изоляционный; 1222 и 2 - размеры листа; 35 - толщина медной фольги; 1,5 - толщина листа.
Стеклотекстолит обладает хорошими
диэлектрическими свойствами, механической прочностью и химической стойкостью,
долговечностью и безопасностью, допускается эксплуатация стеклотекстолита в
условиях повышенной влажности.
5. Обзор программы для подготовки производства
печатной платы
CAM (Computer Aid Manufacturing) - производство с использованием специализированного программного обеспечения. В данном случае - для создания управляющих программ для оборудования по изготовлению фотошаблонов печатных плат. Программа обеспечивает подготовку производства печатных плат.
Разработчикам печатных плат использование CAM - систем позволяет один и тот же исходный проект подготовить для передачи различным производителям, оформив его в соответствии с их требованиями. А производители с помощью таких средств могут адаптировать поступившие проектные данные к своей технологии с учетом известных им нюансов технологического процесса. CAM - системы также удобно использовать в качестве средств входного контроля со стороны производителя, поскольку они обеспечивают независимую проверку поступивших данных.
Обобщенный процесс работы над проектом ПП с применением программ CAM:
) Импортирование данных, полученных в системах проектирования ПП;
) Оптимизация и подготовка проекта.
Оптимизация и подготовка проекта включает:
DRC - проверка (поиск узких мест);
редактирование на уровне отдельных проводников, участков металлизации и контактных площадок;
поиск и коррекция перекрывающихся или нефункциональных элементов;
сглаживание стыков проводников с контактных площадок;
размещение изображения отдельных слоев на одном листе пленки и
другие операции со слоями;
вычисление суммарной площади металлизации;
панелизация (размещение нескольких плат на заготовке);
оконтуривание всех элементов в случае производства «сухим методом».
САМ350 - наиболее распространенная программа в России. Преимущества программы - помощью этой программы удается выявить и ликвидировать допущенные ошибки и неточности проектирования, а также оптимизировать технологичность конструкции печатных плат[8].
Отличительной характеристикой этой программы является возможность прямого импорта файлов из популярных систем разработки ПП [9].
Фотошаблон печатной платы в данной выпускной
квалификационной работе создан в программе CAM350.
Полученные результаты приведены на рисунках 5.1 и 5.2.
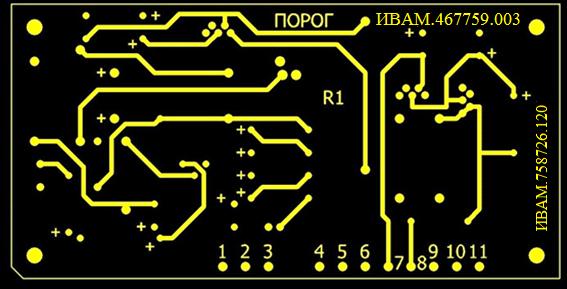
Рисунок 5.1 - Фотошаблон ПП с лицевой стороны
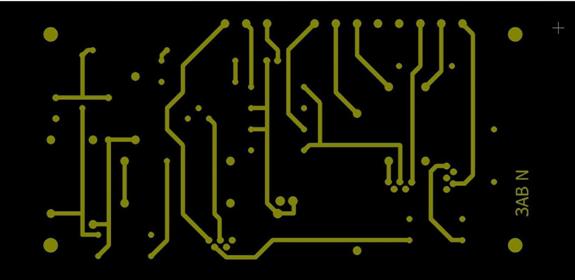
Рисунок 5.2 - Фотошаблон ПП с тыльной стороны
Данные ФШ платы записаны на диск. Диск
используется для хранения данных платы и для работы в цехе.
6. Конструкция узла контроля
.1 Основные параметры и размеры ПП
Размеры сторон печатной платы согласованы с размерами корпуса, для которых они предназначены. Размеры каждой из сторон печатной платы должны быть кратны:
,5 мм - при длине до 100 мм включ;
,0 мм - при длине до 350 мм включ;
,0 мм - при длине более 350 мм.
Длина 120 мм и ширина 60 мм платы ИВАМ.758726.120 кратны 5,0 мм. Габаритные размеры платы были выбраны исходя из размеров коробки ИВАМ. 745321.010.
Одними из главных элементов конструкции печатных плат являются отверстия. Большинство параметров ПП связано именно с размерами этих отверстий, которые могут быть металлизированными и гладкими, а по назначению - монтажными, куда устанавливаются и запаиваются выводы элементов, и переходными (межслойными), обеспечивающими только электрические соединения между слоями платы. Металлизированные монтажные отверстия являются одновременно переходными отверстиями.
Исходя из диаметров выводов из ряда ГОСТ 53429 -
2009 были выбраны диаметры монтажных, переходных металлизированных и
неметаллизированных отверстий: ![]() 1,4;
1,4; ![]() 1,6;
1,6;
![]() 2,0;
2,0;
![]() 2,2;
2,2;
![]() 3,4.
Предельные отклонения диаметров монтажных, переходных отверстий в зависимости
от класса точности печатной платы должны соответствовать указанным в таблице
6.1 значениям.
3,4.
Предельные отклонения диаметров монтажных, переходных отверстий в зависимости
от класса точности печатной платы должны соответствовать указанным в таблице
6.1 значениям.
Таблица 6.1 - Предельные отклонения диаметров монтажных, переходных отверстий в зависимости от класса точности печатной платы
|
Диаметр отверстия |
Наличие металлизации |
Предельное отклонение диаметра отверстия для класса 3 точности |
|
До 0,3 включ. |
С оплавлением |
- |
|
Св. 0,3 до 1,0 включ. |
С оплавлением |
-0,18 |
|
Св. 1,0 |
С оплавлением |
-0,23 |
Наименьшие номинальные размеры элементов
проводящего рисунка печатных плат и ГПК в зависимости от класса точности
приведены в таблице 6.2.
Таблица 6.2 - Наименьшие номинальные размеры элементов проводящего рисунка печатных плат и ГПК в зависимости от класса точности ПП
|
Наименование параметра |
Наименьшее номинальное значение размеров для 3 класса точности |
|
Ширина проводника |
0,25 |
|
Расстояние между проводниками |
0,25 |
|
Гарантийный поясок контактной площадки |
0,1 |
Предельные отклонения диаметра контактной
площадки приведены в таблице 6.3.
Таблица 6.3 - Предельные отклонения диаметров контактной площадки монтажных, переходных отверстий в зависимости от класса точности печатной платы
|
Наличие металлического покрытия |
Предельное отклонение диаметров контактной площадки для 3 класса точности |
|
Без покрытия |
±0,05 |
|
С покрытием |
±0,1 |
Позиционные допуски расположения контактной площадки приведены в таблице 6.4.
Таблица 6.4 - Позиционные допуски расположения контактной площадки монтажных, переходных отверстий в зависимости от класса точности печатной платы
|
Вид ПП |
Размер печатной платы по большей стороне |
Позиционный допуск расположения центров контактных площадок для класса 3 точности |
|
ДПП (наружный слой) |
До 180 включ. |
0,15 |
Позиционные допуски расположения отверстий
приведены в таблице 6.5.
Таблица 6.5 - Позиционные допуски расположения отверстий монтажных, переходных отверстий в зависимости от класса точности печатной платы
|
Вид ПП |
Размер печатной платы по большей стороне |
Позиционный допуск расположения центров контактных площадок для класса 3 точности |
|
ДПП (наружный слой) |
До 180 включ. |
0,08 |
Контактная площадка - элемент печатного рисунка ПП предназначенное для дальнейшего соединения или подсоединения элементов.
Наименьший номинальный размер контактной
площадки D, мм, вычисляют по
формуле [6]
![]() (6.1)
(6.1)
где d диаметр отверстия, мм;
![]() ,
,
![]() значение
подтравливания диэлектрика в отверстии, равное 0,03 мм для МПП и нулю для ОПП и
ДПП;
значение
подтравливания диэлектрика в отверстии, равное 0,03 мм для МПП и нулю для ОПП и
ДПП;
B гарантийный поясок контактной площадки, мм;
![]() верхнее предельное
отклонение диаметра контактной площадки, мм;
верхнее предельное
отклонение диаметра контактной площадки, мм;