Материал: Разработка конструкции узла контроля
Разработка конструкции узла контроля
Содержание
Введение
. Обзор существующих конструкций
. Выбор конструкции и метода изготовления печатной платы
. Выбор класса точности печатной платы
. Выбор материалов для изготовления печатной платы
. Обзор программы для подготовки производства печатной платы
. Конструкция узла контроля
.1 Основные параметры и размеры ПП
.2 Описание конструкции узла
. Топология ПП
. Расчет надежности
. Расчет затрат на изготовление конструкции узла
. Технологическая часть
.1 Входной контроль 005
.2 Получение заготовок 010
.3 Получение фиксированных отверстий 015
.4 Получение переходных отверстий 020
.5 Подготовка поверхностных слоев 025
.6 Предварительная металлизация 030
.7 Получение защитного рельефа 035
.8 Электрохимическая металлизация 040
.9 Травление меди 045
.10 Нанесение паяльной маски 050
.11 Нанесение покрытия на участки проводящего рисунка, свободные от маски 055
.12 Отмывка флюса 060
.13 Получение крепежных отверстий и обработка по контуру 065
.14 Промывка 070
.15 Контроль электрических параметров 075
. Безопасность жизнедеятельности
.1 Анализ вредных воздействий при разработке узла контроля
.2 Охрана труда на этапах изготовления печатных плат
.3 Охрана труда при пайке деталей, узлов и наладке аппаратуры
.4 Освещение при изготовлении и наладке аппаратуры
Заключение
Ссылочно-нормативные документы
Перечень принятых сокращений
Библиография
Введение
Современная РЭА эффективно используется практически во всех сферах научной и производственной деятельности, а также широко применяются в быту. Основными направлениями, относящимися к разработке и внедрению в производство современной РЭА, являются:
значительное повышение качества, надежности и технологичности;
более полное применение рациональных конструкторских и технологических решений, позволяющих снизить материалоемкость и энергопотребление разрабатываемой аппаратуры и др.
Печатные платы являются основным элементом ЭА. Одной из проблем в настоящее время является разработка и производство ПП, соответствующих мировому уровню для обеспечения конкурентоспособности ПП, которая определяется их качеством, надежностью и безопасностью эксплуатации. Проблема осложняется с постоянным ростом функциональной и конструктивной сложности электрорадиоизделий (ЭРИ), устанавливаемых на ПП, а также процессом миниатюризации ЭА, отставанием технологических возможностей межэлементной коммутации, в частности ПП за счет повышения плотности монтажа, уменьшения ширины печатных проводников и расстояний между ними, уменьшения габаритов и массы ЭА и, соответственно, ПП.
Разнообразие областей применения ПП, объектов их установки, условий эксплуатации, элементной базы, электрических требований, надежности, стоимости требует большого разнообразия конструкций ПП, и, соответственно, ТП их изготовления, так как каждый метод изготовления ПП обладает определенными технологическими возможностями и позволяет получить рисунок печатных элементов (проводников, контактных площадок и пр.) определенных размеров и точности, т.е. определенного класса точности ПП.
Целью данной выпускной квалификационной работы является разработка конструкции узла контроля ИВАМ.467759.003.
Разработанный в данной выпускной квалификационной работе узел ИВАМ.467759.003 представляет собой устройство, предназначенное для формирования управляющего сигнала и защиты от низкого напряжения блока.
Узел контроля ИВАМ.467759.003 должен
обеспечивать стабильную работу при высоких значениях напряжения. Конструкция
устройства должна быть вибропрочной, обеспечивать установку в блок, быть
технологичной в условиях производства предприятия.
1. Обзор существующих конструкций
Радиоэлектронная аппаратура (РЭА) применяется в различных областях деятельности человека. При этом в каждой из областей применяют свой комплекс РЭА, отличающийся принципиальной схемой и своим решением, характером связи между отдельными блоками, узлами и деталями, условиями работы и эксплуатации. Исходя из этого, радиоэлектронную аппаратуру можно классифицировать по области использования [3]:
наземная аппаратура, состоит из большого числа сложных подсистем и отдельных устройств, часть которых работает в автоматическом режиме, а часть под управлением оператора. Она применяется в радио- теле-передающих станциях, в системах управления воздушным движением, в различных системах связи и др.;
транспортная аппаратура, устанавливаемая на автомобильном, водном и железнодорожном транспорте;
носимая аппаратура, располагающаяся на теле человека и работающая в процессе переноски. К ней относятся такие устройства как: часы, радиоприёмники, видеокамеры, телефоны и другие подобные устройства;
бортовая аппаратура, устанавливаемая на летательных аппаратах.
По конструктивной сложности РЭА подразделяются на средства в модульном и немодульном исполнении. Уровни разукрупнения РЭА в немодульном исполнении по конструктивной сложности включают: шкаф, блок и ячейку (субблок). Уровни разукрупнения в модульном исполнении по конструктивной сложности включают: электронный модуль, унифицированный электронный модуль, стандартный электронный модуль, специализированный стандартный электронный модуль и модули 3, 2, 1-го и нулевого уровня [2].
Варианты в немодульном исполнении приведены на рисунке 1.1. Функциональная ячейка блока выполнена на печатной плате.
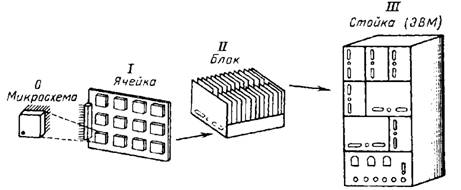
Рисунок 1.1 - Уровни разукрупнения РЭА в
немодульном исполнении
Варианты в модульном исполнении приведены на
рисунке 1.2.
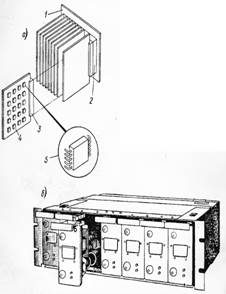
Рисунок 1.2 - Уровни разукрупнения в модульном
исполнении: а - структура конструкции блока (модуля 2-го уровня); б - блоки,
размещенные на монтажной раме, вставляемой в стойку
Исходя из сказанного выше, для выполнения
требований данной выпускной квалификационной работы было принято решение
использовать блочный тип конструкции прибора с учетом требований, предъявляемых
в техническом задании.
2. Выбор конструкции и метода изготовления
печатной платы
По конструкции различают односторонние и двусторонние ПП.
Достоинствами ОПП являются простота и низкая
стоимость изготовления, а недостатками - низкая трассировочная способность
вследствие низкой разрешающей способности рисунка схемы, одностороннего
расположения широких проводников и большого расстояния между ними. ОПП
приведена на рисунке 2.1.
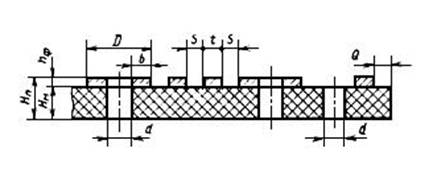
Рисунок 2.1 - Односторонняя ПП: ![]() -
толщина печатной платы;
-
толщина печатной платы; ![]() - толщина
материала основания печатной платы;
- толщина
материала основания печатной платы; ![]() -
толщина фольги; b -
гарантийный поясок; D - диаметр
контактной площадки; d
- диаметр отверстия; S
- расстояние между краями соседних элементов проводящего рисунка; t
- ширина печатного проводника; Q
- расстояние от края печатной платы, выреза, паза до элементов проводящего
рисунка
-
толщина фольги; b -
гарантийный поясок; D - диаметр
контактной площадки; d
- диаметр отверстия; S
- расстояние между краями соседних элементов проводящего рисунка; t
- ширина печатного проводника; Q
- расстояние от края печатной платы, выреза, паза до элементов проводящего
рисунка
Конструкция платы узла выбрана двусторонняя. Именно ДПП с металлизированными отверстиями пользуются наибольшей популярностью в изготовлении радиоэлектронных средств. А ДПП с неметаллизированными отверстиями по своим свойствам приближены к ОПП [4].
Конструкция ДПП на диэлектрическом основании
представлена на рисунке 2.2.
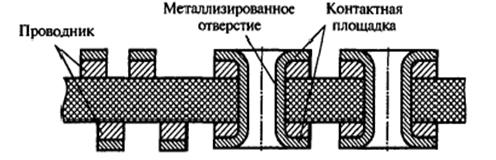
Рисунок 2.2 - Двусторонняя ПП
Различают ДПП общего применения и прецизионные, которые отличаются сложностью конструкции, разрешающей способностью и точностью элементов печатного рисунка, материалами, областью применения, стоимостью и другими характеристиками, причем те и другие изготавливают на фольгированном и нефольгированном жестком и гибком основании.
Классификация ДПП в зависимости от материала
основания приведена на рисунке 2.3.
Рисунок 2.3 - Классификация ДПП в зависимости от
материала основания
Рассмотрим ДПП на жестком фольгированном основании.
На рисунке 2.4 приведены методы изготовления ДПП общего применения и прецизионных ДПП на жестком фольгированном основании.
Рисунок 2.4 - Классификация методов изготовления
ДПП на жестком фольгированном основании
Комбинированный позитивный метод включает 2 вида:
SMOTL - процесс;
SMOBS - процесс.
На рисунке 2.5 представлены SMOTL-
и SMOBS- процессы, начиная
с операции гальванического осаждения сплава олово - свинец или олова.
Рисунок 2.5 - SMOTL-
и SMOBS- процессы
изготовления ПП
Печатные платы для поверхностного монтажа обычно изготавливают по SMOBS - процессу. Это связано с высокой плотностью монтажа, необходимостью предотвращения растекания маски и ее смещения на контактные площадки. Применение SMOBS - процесса связано также с жесткими экологическими ограничениями по свинцу, необходимостью очистки отработанной воды при применении свинца и затратами на приобретение соответствующего оборудования.
Для изготовления ДПП с защитной паяльной маской (SMOBS - процесс) в том числе прецизионных, где требуется получение проводников и зазоров 0,2 мм и менее, широко используется метод с использованием временного удаляемого металлорезиста (олова или олово - свинца), т.е. в качестве удаляемого металлорезиста может использоваться олово, или традиционный сплав олово - свинец. Каждый из вариантов имеет свои достоинства и недостатки.
Достоинства использования олова:
исключается применение высокотоксичного электролита, содержащего борфториды и свинец, необходимого для осаждения сплава олово - свинец;
для осаждения олова используются простые малотоксичные серно - кислые электролиты;
раствор для стравливания олова по мере накопления в нем продуктов травления регенерируют, и раствор работает без полной замены почти год.
Недостатки использования олова:
расплывание олова на медные участки, подлежащие стравливанию при снятии СПФ в щелочи, что затрудняет процесс травления.
Достоинства использования олова - свинца:
универсальность (с использованием одной линии металлизации можно изготавливать как традиционные платы без паяльной маски с покрытием олово - свинец всего проводящего рисунка, так и платы с маской по меди и нанесением на открытые контактные площадки различных финишных покрытий);
Недостатки использования олова - свинца:
для осаждения применяется токсичный электролит;
раствор для стравливания сплава олово - свинец в процессе эксплуатации не корректируется, а полностью заменяется после накопления в нем стравливаемых металлов до концентрации 120…150 г/л. [5]
Особенности тентинг - метода:
металлизируется вся поверхность и отверстия заготовки ПП;
травление рисунка производят в кислых растворах хлорида меди, что облегчает их регенерацию и утилизацию;
для обеспечения надежной защиты отверстий диаметр контактной площадки выполняют в 1,4 раза больше диаметра отверстия, а минимальный поясок контактной площадки b (ширина между краем контактной площадки и отверстием) - не менее 0,1 мм;
для гальванического меднения используют электролиты с добавками, например БСД, обладающие высокой рассеивающей способностью и позволяющие получать пластичные осадки гальванической меди и др.
Основные достоинства и преимущества тентинг - метода:
наименьшая продолжительность технологического цикла;
не используются щелочные медно - хлоридные травильные растворы,
содержащие аммонийные соединения, затрудняющие обработку сточных вод;
улучшенные экологические показатели производства;
экономичность ТП [6].
Метод фрезерования (метод оконтуривания) включает следующие этапы:
подготовка управляющего файла для станка;
сверление монтажных и переходных отверстий по программе;
фрезерование (высвобождение) мест от фольги твердосплавными коническими фрезами с углом по вершине 60 или 30°. Файл оконтуривания генерируется в программе CAM350;
металлизация монтажных и переходных отверстий.
Основными достоинствами этого метода являются высокая оперативность и простота реализации, а недостатками - низкая производительность и высокая стоимость оборудования [6].
В данной выпускной квалификационной работе был
выбран комбинированный позитивный метод - SMOBS
- процесс. Преимуществом данного метода является надежная защита проводников
оплавленным припоем, которая необходима для ПП, работающих в условиях повышенной
влажности.
3. Выбор класса точности печатной платы
Основными критериями при выборе класса точности ПП являются:
конструкторская сложность ФУ - степень насыщенности поверхности ПП ЭРИ (малая, средняя, высокая) при традиционной элементной базе или число выводов ПМК и шаг их расположения;
элементная база (дискретные ЭРЭ, ИМС, МСБ, ПМК, бескорпусные ИЭТ); тип, число и шаг выводов ЭРИ (штыревые, планарные, безвыводные, J - образные, матричные и пр.);
быстродействие;
надежность;
массогабаритные характеристики;
стоимость;
условия эксплуатации;
максимальные ток и напряжение;
уровень технологического оснащения конкретного производства.
Печатные платы бывают 1 - 7 классов.
Печатные платы 1 и 2 классов точности наиболее просты в исполнении, надежны в эксплуатации и недорогие; для ПП 3 класса точности необходимо использовать высококачественные материалы, более точный инструмент и оборудование; для ПП 4 и 5 классов - специальные материалы, прецизионное оборудование, особые условия при изготовлении; ПП 6 и 7 классов - высокоплотные ПП, для которых нужны специальные конструкции, материалы и технологическое оснащение. ПП 3 класса точности наиболее распространенные, поскольку, с одной стороны обеспечивают достаточно высокую плотность трассировки и монтажа, а с другой - для их производства требуется рядовое, хотя и специализированное подготовленное оборудование. Предприятие АО НПО НИИИП - НЗиК обладает необходимым оборудованием, поэтому для конструирования узла контроля разработана плата 3 класса точности.
. Выбор материала для изготовления печатной
платы
В качестве материала основания ПП применяются слоистые диэлектрики, с одной или двух сторон фольгированные медной фольгой, или нефольгированные диэлектрики.
К нефольгированным и нефольгированным диэлектрикам предъявляются следующие требования:
высокие поверхностные, Ом, и удельное объемное сопротивление, Ом · м, характеризующие величину тока утечки;
высокая электрическая прочность изоляции, определяемая напряжением постоянного тока, при котором происходит пробой;
низкие значения диэлектрической проницаемости и тангенса угла диэлектрических потерь - для передачи высокочастотных сигналов и снижения тепловыделения, обусловленного диэлектрическими потерями;
стабильность электрических характеристик при повышенной влажности и температуре;
высокая механическая прочность: предел прочности при растяжении, изгибе, которые зависят от типа используемой смолы и снижаются при повышении температуры;