Материал: Расчёт рудоподготовки обогатительной фабрики
Для продукта второй стадии дробления равный d2=70
мм определяем значение Z2
для твёрдой руды, так как наша исходная руда имеет крепость f=18.
Для d2=70
мм, значение Z2
= 2,2. Тогда при таких условия мы получим ширину разгрузочного отверстия
равную:
iр =
d2/
Z2
= 70/2,2 = 30 мм;
|
Типоразмер |
Производительность, м3/ч |
Крупность исходного питания, мм |
Номинальная крупность дробленого продукта, мм |
Мощность двигателя, кВт |
Габариты, мм |
Масса, т |
||
|
|
|
|
|
|
Длина |
Ширина |
Высота |
|
|
КИД-60 |
0.01 |
6 |
0.2 |
0.55 |
380 |
190 |
300 |
0.02 |
|
КИД-100 |
0.03 |
10 |
0.3 |
1 |
400 |
210 |
350 |
0.06 |
|
КИД-200 |
0.16 |
15 |
1 |
5.5 |
920 |
365 |
755 |
0.32 |
|
КИД-300 |
1.2 |
20 |
2 |
11 |
1300 |
800 |
1450 |
2 |
|
КИД-450 |
4.2 |
30 |
3 |
1400 |
1000 |
1650 |
4 |
|
|
КИД-600 |
15.1 |
50 |
5 |
75 |
2170 |
1280 |
2170 |
7.5 |
|
КИД-900 |
27.3 |
70 |
6 |
160 |
3115 |
1970 |
2290 |
17 |
|
КИД-1200 |
48.5 |
80 |
8 |
250 |
3800 |
2500 |
3000 |
30 |
|
КИД-1750 |
90 |
90 |
10 |
500 |
6500 |
4000 |
5400 |
90 |
|
КИД-2200 |
150 |
110 |
12 |
600 |
6600 |
4000 |
6000 |
140 |
В соответствии питание и продуктом на выходе, мы
выбираем дробилку КИД-1750,т.к она обладает достаточно большим закрупнением и
может выполнить переработку с выходом класса 20мм и менее.
6. Расчёт характеристик крупности
для продуктов дробления по стадиям
Для построения и расчёта характеристики по крупности продукта необходимо воспользоваться графиком распределения дробленого продукта по крупности из методики профессора Чиркова:
). Характеристика распределения дробилок ЩДП:

2). Характеристика распределения дробилок КСД:

Где 1-изверженные породы, 2-прочные известняки;
дробилки КМД-1750Т и КМД-2200Т.
Таблица распределения крупности дробленого продукта дробилки ЩДП-12*15:
|
Определяемый класс в долях, iр |
Крупность класса, мм |
Выход класса по "+" |
Выход класса по "-" |
|
0,2 iр |
30 |
93 |
7 |
|
0,4 iр |
60 |
85 |
15 |
|
0,8 iр |
120 |
61 |
39 |
|
1,2 iр |
180 |
28 |
72 |
|
Z iр |
255 |
8 |
92 |
Таблица расчётной характеристики крупности потока 4 :
|
Крупность класса, мм |
Расчётный выход класса по "-",%: |
Выход класса по "+",% |
|
30 |
β4-30= β0-30+ ƃ0+150 + β3-30=1,5+0,95*7= 8,15 |
91,85 |
|
60 |
β4-60= β0-60+ ƃ0+150 + β3-60=2+0,95*15= 16,25 |
83,75 |
|
120 |
β4-120= β0-120+ ƃ0+150 + β3-120=3+0,95*39= 40,05 |
59,95 |
|
180 |
β4-180= β0-180+ ƃ0+180 + β3-180=5,1+0,94*72= 72,78 |
27,22 |
|
255 |
β4-255= β0-255+ ƃ0+255 + β3-255=13+0,89*92= 94,88 |
5,12 |
Таблица в графической форме:

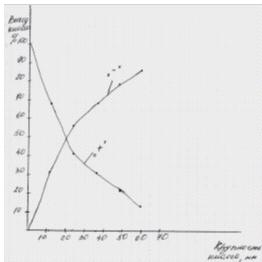
Таблица распределения крупности дробленого продукта (7) дробилки КСД-2200Гр:
|
Определяемый класс в долях, dн |
Крупность класса, мм |
Выход класса по "+" |
Выход класса по "-" |
|
0,2 dн |
12 |
68 |
32 |
|
0,4 dн |
24 |
43 |
57 |
|
0,6 dн |
36 |
33 |
67 |
|
0,8 dн |
48 |
25 |
75 |
|
1 dн |
60 |
18 |
82 |
Таблица расчётной характеристики крупности потока 8 :
|
Крупность класса, мм |
Расчётный выход класса по "-",%: |
Выход класса по "+",% |
|
12 |
β8-12= β4-12+ ƃ4+32 + β7-12=3+0,92*32= 32,4 |
67,6 |
|
24 |
β8-24= β4-24+ ƃ4+32 + β7-24=6+0,92*57= 58,4 |
41,6 |
|
36 |
β8-36= β4-36+ ƃ4+36 + β7-36=8+0,9*67= 68,3 |
31,7 |
|
48 |
β8-48= β4-48+ ƃ4+48 + β7-48=12+0,88*75= 78 |
22 |
|
60 |
β8-60= β4-60+ ƃ4+60 + β7-60=16+0,85*82= 85,7 |
14,3 |
Таблица в графической форме:
7. Расчёт нагрузок на дробилки II
стадии дробления
Рассчитаем выход продуктов и загрузку дробилок II стадии дробления. Отсеваемый класс -70 мм. Содержание отсеваемого класса в продукте 4 β4-70 = 16 %. Масса отсеваемого класса определяется в соответствии с формулой :
5
= Q4 * β4-60
* EII = 401 * 0.16 * 0.8 = 48 т/ч.
Загрузка дробилки составит:
6
= Q4 - Q5 = 401 - 48 = 353 т/ч.
8. Расчёт нагрузок на дробилки III
стадии дробления
Рассчитаем выход продуктов и загрузку дробилок
II стадии дробления. Отсеваемый класс -20 мм. Содержание отсеваемого класса в
продукте 8 β8-20
= 50 %. Масса отсеваемого класса определяется в соответствии с формулой :
Q9 = Q8
* β8-20
* EIII = 401 * 0.5 * 0.85 = 170,5т/ч.
Загрузка дробилки составит:
10
= Q8 - Q9 = 401 - 170,5 = 230,5 т/ч.
9. Расчёт производительности дробилок
Расчёт производительности дробилок второй стадии
Производительность дробилки КСД-2200-Гр
рассчитывается по формуле :

f = 0.95. Для определения коэффициента Kк находится отношение номинальной крупности питания (dн = 255 мм) к ширине загрузочного отверстия B.
По таблице B = 350 мм и dн/B =
255/350 = 0.73. По таблице коэффициент Kк = 1.0; в соответствии с
формулой :

Количество дробилок N = Q6/Qр = 353/590.4 = 1 шт.
Коэффициент загрузки Кз = Q6/(Qр * N) = 353/(590.4 * 1) = 0.6.
Расчёт производительности дробилок третьей стадии
Производительность дробилки КИД-1750 рассчитывается по формуле :
Дробилка КИД устанавливается с предварительным грохочением. Отсеваемый класс -20 мм. β8-20 = 50%. Масса отсеваемого класса составит:
9
= Q0 * β8-20
* EIII = 401 * 0.5 * 0.85 = 170,5 т/ч.
Нагрузка на дробилку:
10
= Q8 - Q9 = 401 - 170,5 = 230,5 т/ч.
Производительность дробилки КИД рассчитывается по формуле :
р
= Kf * Qn * δн
= 0.95 * 90 * 1.65 = 141 т/ч.
Количество дробилок:= 230,5/141 = 2 шт.
Коэффициент загрузки:
КЗ = 230,5/(2* 141) = 0.82.
10. Выбор грохотов
В стадии крупного дробления принимается
колосниковый грохот. Размеры грохота определяются по формулам:
) ширина грохота B = (2 ÷ 3) * Dmax = 3 * 800 = 2400 мм;
) длина грохота L = (2 ÷
4) * B = (2 ÷ 4) * 2400 = 4800 ÷ 9600 мм.
Конкретная длина грохота принимается по чертежам корпуса крупного дробления. В примере принимаем размеры грохота:х L = 2400 х 5000 мм.
Производительность грохота по питанию определяется в соответствии с формулой :
р
= 2.4 * a *F, т/ч;
где: a - размер отверстия грохота, мм;- площадь грохота, м2.
р
= 2.4 * a * F = 2.4 * 150 * 2.4 * 5 = 4320 т/ч,
что обеспечивает необходимую производительность с большим запасом.
Среднее и мелкое дробление
В стадиях среднего дробления к установке
принимаются вибрационные грохоты тяжелого типа. Необходимая площадь грохочения
рассчитывается по формуле:
) грохот для стадии среднего дробления. Размер отверстия сетки грохота aII = 60 мм. По таблице значение q0 составляет q0 = 46,3 т/(м3 * ч).
Поправочные коэффициенты принимаются по таблице.
Для определения коэффициента К находим по ситовой характеристике продукта 4 содержание класса a/2 = 70/2 = 35 мм - β4-35 = 8 %. Для β-35 = 8 % значение коэффициента К составит:
К = 0.48.
Для определения коэффициента L находим по ситовой характеристике продукта 4 содержание класса a = 60 мм - β4+70 = 84 %.
Для β+70 = 84 % значение коэффициента L составит:= 0,96.
Значение коэффициента М для эффективности грохочения 80 % составит M = 1.35.
Значения коэффициентов N, O, P принимаются
равными 1. По формуле рассчитаем необходимую площадь грохочения:

Если принять по одному грохоту на каждую дробилку, то необходимая площадь грохота составит 8,4 /1 =8,4м2. ГИТ-71Н с F = 10.2 м2 в количестве 1 штуки.
В стадиях мелкого дробления к установке
принимаются вибрационные грохоты тяжелого типа. Необходимая площадь грохочения
рассчитывается по формуле :
) грохот для стадии среднего дробления. Размер отверстия сетки грохота aIII = 20 мм. По таблице значение q0 составляет q0 = 28 т/(м3 * ч).
Поправочные коэффициенты принимаются по таблице.
Для определения коэффициента К находим по ситовой характеристике продукта 8 содержание класса a/2 = 20/2 = 10 мм - β8-10= 13 %. Для β-10 = 13 % значение коэффициента К составит:
К = 0.59.
Для определения коэффициента L находим по ситовой характеристике продукта 8 содержание класса a = 20 мм - β8+20 = 50 %.
Для β+10 = 72 % значение коэффициента L составит:= 1,18.
Значение коэффициента М для эффективности грохочения 85 % составит M = 1.75.
Значения коэффициентов N, O, P принимаются
равными 1. По формуле рассчитаем необходимую площадь грохочения:

Если принять по одному грохоту на каждую
дробилку, то необходимая площадь грохота составит 7,1/2 =3,55м2.
Принимается грохот ГСТ-41 с F = 4,5 м2 в количестве 2 штуки.
Заключение
В заключении хотелось бы отметить, что я
полностью выполнил поставленную задачу и рассчитал рудоподготовку
обогатительной фабрики для данной руды и условиях. Все обоснования и расчёты,
позволяющие выбрать наиболее оптимальное оборудование, необходимое для
осуществления поставленной задачи представлены выше. В качестве графического
материала представлен принципиальный чертёж линии рудоподготовки. Данные расчёты
справедливы только в отношении данной руды и при данных условиях, в случаи
изменения параметров, следует провести уточнение.
Литература
Абрамов А.А. Флотационные методы обогащения: Учебник для вузов. М.: Недра, 1984. - 383 с.
Куптель Г.А. Обогащение и переработка полезных ископаемых. Теоретические и методические основы лабораторных работ: учебно-методическое пособие/ Г.А. Куптель, А.И. Яцковец, А.А. Кологривко. - Минск: БНТУ, 2010. - 193 с.
Паливода Э.Н. Методическое пособие для расчета КП по дисциплине "Обогащение и переработка ПИ"
Справочник по обогащению руд, Т.1и Т.2. - М.: Недра, 1972.
Чирков А.С. Добыча и переработка строительных горных пород: Учебник для вузов. - М.: Издательство Московского государственного горного университета, 2001. - 623 с.
Сажин Ю.Г. Расчеты рудоподготовки обогатительных фабрик. Учебник. - Алматы: КазНТУ, 2000, 179 с.