Материал: Расчет режимов резания и нормирование технологических операций
Количественную оценку технологичности конструкции корпуса произведем по следующим показателям.
1. По коэффициенту точности обработки:
![]()
где Тср.- средний квалитет точности обработки;
Т- квалитет точности обработки;
n- число размеров соответствующего квалитета
![]()
![]()
,93![]() 0,5
0,5
Таким образом, точность изделия - средняя.
2. По коэффициенту шероховатости:
![]()
![]()
где Raср.- средняя величина коэффициента приведения;
Ra- величина коэффициента приведения;
n- число размеров соответствующего параметра шероховатости
![]()
![]()
,17![]() 0,16
0,16
Таким образом, изделие относится к средней сложности.
3. Коэффициент использования материала определяется по формуле:
К![]() =
=![]()
где Мдет.- масса детали;
Мзаг.- масса заготовки.
К![]() =72/90=0,8
=72/90=0,8
По
рекомендации ЕСТПП К![]()
![]() 0,65
0,65
Для серийного производства эта величина Ки.м допустима.
Полученные в результате расчетов данные сведем в таблицу1.2.
Таблица 1.2
Количественные показатели корпуса
|
№ |
Наименование детали |
Расчетная формула |
Показатель |
|
|
|
|
|
Расчетный |
Нормальный |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Коэффициент точности обработки |
|
0,5 |
|
|
2 |
Коэффициент шероховатости |
|
0,16 |
|
|
3 |
Коэффициент использования материала |
К |
0,65 |
|
Анализ технологичности конструкции корпуса показал:
. Корпус имеет среднюю точность
2. По коэффициентам количественной оценки корпус относится к
технологическим деталям.
2. Технико-экономические обоснования способа получения
заготовки
Заготовкой согласно ГОСТ 3.1109-82 называется предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь
Основные способы производства заготовок - литье, обработка давлением, сварка. Способ получения той или иной заготовки зависит от служебного назначения детали и требований, предъявляемых к ней, от ее конфигурации и размеров, вида конструкционного материала, типа производства и других факторов.
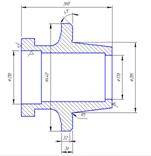
Заготовкой для корпуса является отливка, из стали.
Выбор метода получения заготовки производится путём сравнения показателей, главными из которых является себестоимость заготовок, полученными различными методами (не менее 2) и коэффициент использования материала.
Способ получения заготовок для детали «корпуса нижнего подшипника»
Годовая программа выпуска - 50 шт.
Определяем четыре основных показателей детали: материал-сталь конструкционная легированная, для данной марки стали определяем код-2; серийность производства - 3,4; конструктивная форма - основные признаки детали в соответствии с чертежом, код - 8; масса заготовки - 72 кг, код - 3.
Рекомендуемые коды вида заготовки: 1- литье в песчано-глинистые формы
Определяем себестоимость изготовления заготовки, в двух вариантах:
Вариант 1. Расчет себестоимости заготовок методом литья.
Вариант 2. Расчет себестоимости заготовок методом штамповки.
Стоимость заготовок, получаемых горячей штамповкой на молотах, определяют по следующей формуле:
Сзаг
= ![]()
Сi - базовая стоимость 1т заготовок, тг;
![]() -
коэффициенты, зависящие от класса точности, группы сложности, массы, марки
металла и объема производства заготовок;
-
коэффициенты, зависящие от класса точности, группы сложности, массы, марки
металла и объема производства заготовок;
Gзаг. - масса заготовки, кг;
Gдет. - масса готовой детали, кг;
Sотх - цена 1т отхода, тг;
Вариант 1. Расчет себестоимости заготовок методом литья
1) Стоимость 1т отливок Сi= 714,9 руб./т
Масса штамповки Gзаг.= 90 кг
Масса детали Gдет.= 72 кг
) Базовая стоимость одной тонны заготовки:
Сi=
Ц1![]()
Сi=
891![]()
)
Стоимость заготовки рассчитываем по формуле:
Сзаг=
![]()
Сзаг=(![]() *90*1,165*1,23)-(90-72)
*90*1,165*1,23)-(90-72)![]() = 463,6
руб.=1622,6 тг.
= 463,6
руб.=1622,6 тг.
Вариант 2. Расчет себестоимости заготовок методом штамповки
1) Стоимость 1т штампованных заготовок Сi= 34 руб./т
Масса штамповки Gзаг. = 90 кг
Масса детали Gдет. = 72 кг
) Базовая стоимость одной тонны заготовки:
Сi=
Ц1![]()
Сi=
542![]()
) Стоимость заготовки рассчитываем по формуле:
Сзаг
= ![]()
Сзаг
= (![]() *90*1,3)-(90-72)
*90*1,3)-(90-72)![]() = 22,07
руб.=77,2 тг.
= 22,07
руб.=77,2 тг.
Умножая на переводной коэффициент Sзаг2= 77,2*25 = 1930 тг.
Вывод: Использование отливки в качестве заготовки будет экономически выгоднее, чем использование штамповки. Это объясняется тем, что в штамповке при обработке много материала уйдет в стружку. Заготовка-отливка будет иметь конфигурацию детали с готовыми основными отверстиями.
.1
Выбор технологических баз
При выборе базовых поверхностей руководствуются принципами постоянства и совмещения баз. Принцип постоянства баз состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу. Если по характеру обработки детали это невозможно, то необходимо за базу принимать ту поверхность, которая определяется наиболее точными размерами, относительно наиболее ответственной поверхности детали. Принцип совмещения баз состоит в том, что в качестве технологических базовых поверхностей используются конструкторские и измерительные базы.
Так как при обработке вала нужно производить его переустановку, на черновой и чистовых операциях используются разные базовые поверхности. На чистовых операциях наибольшая точность обработки достигается при использовании на всех операциях одних и тех же базовых поверхностей.
На черновой фрезерной операции выбираем базовой поверхностью наружную поверхность поковки, зажимаемую в неподвижном переднем центре с неподвижным люнетом.
Фрезерная операция, применяющая приспособление, представляющее собой призму, выполняется с упором в торец. Следующая термическая операция, как и все после, производят согласно технологическому процессу предприятия на термообработку. Очистку вала производят согласно технологическому процессу на очистку.
При токарной обработке используются установочные базы (центровые отверстия) и необработанная наружная поверхность.
Фрезерование шлицов производят с помощью делительной головки, с установкой вала в центры с базированием по торцу.
Bыбор баз - один из наиболее ответственных этапов в проектировании технологических процессов механической обработки, так как от правильного подхода к решению этой задачи зависит качество получения готовой детали. При выборе базовых поверхностей руководствуются принципами постоянства и совмещения баз. Принцип постоянства баз состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу. Если по характеру обработки детали это невозможно, то необходимо за базу принимать ту поверхность, которая определяется наиболее точными размерами относительно наиболее ответственной поверхности детали. Принцип совмещения баз состоит в том, что в качестве технологических базовых поверхностей используются конструкторские и измерительные базы.
При выборе черновых базовых поверхностей следует руководствоваться следующими правилами:
. Черновая база должна обеспечивать устойчивое положение детали в приспособлении.
. Черновая база поверхности должна занимать четкое положение относительно других поверхностей.
. У тех деталей, у которых все поверхности подлежат обработке, за черновые базы принимают поверхности с минимальными припусками.
. Черновые базы должны быть ровными и чистыми.
. У тех деталей, у которых в обработанном виде остаются необработанные поверхности за черновые базы принимают эти поверхности.
При выборе чистовых базовых поверхностей следует руководствоваться следующими правилами:
. 3а чистовые поверхности принимают основные поверхности, от которых заданы основные размеры до других обрабатываемых поверхностей.
. Следует по возможности использовать принцип постоянства баз, т.е. в качестве установочной базы брать поверхность, которая является измерительной базой.
. Чистовая база должна быть выбрана так, чтобы в процессе механической обработки детали не было недопустимых деформаций от сил резания и зажима.
. Выбранная чистовая база должна обеспечивать простою и надежную конструкцию приспособлений с удобной установкой, креплении и снятии обрабатываемой детали.
Принцип совмещения баз заключается в том, что в качестве технологических баз принимают поверхности, которые являются конструкторскими, измерительными базами. Принцип постоянства баз заключается в том, что для выполнения всех операций обработки заготовки используются одни и те же технологические базы. На вертикально-фрезерной операции базой является торец детали. На программно-комбинированных операциях базами служат торцы и отверстия.
обработка заготовка резание припуск
3. Разработка технологического процесса
Разработка ТП ведётся под серийный тип производства. Основные признаки серийного типа производства применение станков разных типов; рабочие разной квалификации; работа проводится на настроенных станках; применяется разметка, специальные приспособления, номенклатура изделий ограниченна. Обработка заготовок производится партиями.
.1 Разработка маршрутного технологического процесса
При установлении общей последовательности обработки учитывают следующие положения:
) каждая последующая операция должна уменьшать погрешности и улучшать качество поверхности;
) в первую очередь следует обрабатывать поверхность, которая будет служить технологической базой для последующих операций;
) поверхности, с которых снимается наибольший слой металла, следует обрабатывать вначале, что позволит своевременно обнаружить возможные внутренние дефекты заготовки;
) обработка остальных поверхностей ведется в последовательности, обратной степени их точности: чем точнее должна быть поверхность, тем позже она обрабатывается.
Необходимо отметить, что последовательность операций, определенная в заводском технологическом процессе наиболее рациональна, так как сначала производятся операции, на которых создается чистовая технологическая база; в зависимости от требуемой точности одни поверхности проходят черновую, чистовую стадии, другие - чистовую, отделочную.
Технологический маршрутный процесс сборки и механической обработки корпуса нижнего подшипника ЕИАУ 365319 003
|
АО "Уральский завод Зенит" |
Технологический маршрутный процесс сборки и механической обработки корпуса нижнего подшипника ЕИАУ 365319 003 |
Изменения: 00 Дата: 28.02.2014 Стр 1 из 4 |
|
|
|
|
|
|
|
|
|
№ п/п |
Содержание |
Инструмент или доп. информация |
|
|
При выполнении механической обработки соблюдать правила безопасности согласно инструкциям №64,5,6,84. |
50-3960 резец токарный подрезной левый |
|
|
Контроль операций производить отделом технического контроля (ОТК) в процессе механической обработки. |
|
|
005 |
Заготовительная |
|
|
|
Отливка ЕИАУ 365319 003Л.
Отливка ТР1400 ( |
|
|
010 |
Токарная |
|
|
|
1. Отрезать от отливки ТР 1400 заготовки L=52±1 мм - 4шт. |
|
|
|
2. Точить с перекреплением
наружную поверхность |
|
|
|
3. Зачистить переходы. |
Шкурка наждачная |
|
015 |
Слесарная |
|
|
|
1. Разметить деталь согласно
эскизу. Разметить осевую линию на торце детали. |
|
|
|
2. Кернить разметку. |
|
|
020 |
Фрезерная |
|
|
|
Развернуть шпиндель для получения радиуса. |
|
|
|
Фрезеровать с перекреплением по разметке. |
|
|
025 |
Фрезерная |
|
|
|
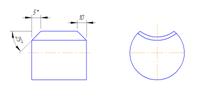
Фрезеровать фаски под
сварку последовательно с перекреплением согласно эскизу |
|
|
030 |
Слесарная |
|
|
|
1. Зачистить заусенцы и перепады после фрезерования. |
|
|
|
2. Разметить осевую линию на наружной поверхности по R20. |
|
|
|
3. Сборка корпуса нижнего подшипника с приварышем. |
|
|
035 |
Фрезерная |
|
|
|
Фрезеровать остатки прибылей и литников с отливки ЕИАУ 365319 003Л. |
|
|
040 |
Слесарная |
|
|
|
1. азметить осевые линии на
|
На |
|
|
2. Снять фаску на |
|
|
045 |
Сборка |
|
|
|
1. Установить последовательно 4 ушка к корпусу нижнего подшипника, совместив осевые линии корпуса нижнего подшипника с осевыми линиями ушек. Подогнать ушки при установке. |
|
|
|
2. Закрепить под сварку. |
Струбцины цеховые |
|
050 |
Сварочная |
|
|
|
Прихватить и сварить установленные детали согласно тех. процессу на сварку. |
|
|
055 |
Слесарная |
|
|
|
Зачистить наплавы и брызги после сварки. |
|
|
060 |
Токарная |
|
|
|
Закрепить деталь (База - |
|
|
|
1. Подрезать торец в размер 370±0,7 (черт. размер 368). |
|
|
|
2. Подрезать торец фланца |
|
|
|
3. Точить ˂15˚ с размера 36 (30+6 мм припуска) на торце фланца сопрягая с R38, выдерживая R10. |
|
|
|
4. Расточить отв. |
|
|
|
5. Расточить отв. |
|
|
|
6. Расточить фаску 5x45˚
на |
|
|
065 |
Токарная |
|
|
|
Закрепить деталь (База - |
|
|
|
1. Подрезать торец в размер 368±0,7. |
|
|
|
2. Расточить отв. |
|
|
|
А. Поджать грибковым центром. |
|
|
|
3. Точить наружную
поверхность фланца до |
|
|
|
4. Подрезать торец фланца |
|
|
|
5. Точить R5
на фланце |
|
|
|
6.Точить фаску 1x45 на
|
|
|
070 |
Токарная |
|
|
|
Закрепить за |
|
|
|
1. Расточить канавку |
Резец ширина в=8 мм |
|
|
2.Расточить канавку |
|
|
075 |
Токарная |
|
|
|
1. Расточить |
Допускается чистота 3,2 и на 1шт. дробь |
|
|
2. Расточить |
|
|
|
3. Расточить канавку |
Резец ширина в=7.5H12 |
|
|
4. Расточить фаску 1x45˚. |
|
|
|
5. Подрезать торец на
фланце |
|
|
|
Допуски ⊥ - 0,05 мм; © - 0,03 мм; ↗ (0,05 мм) обеспечиваются тех. процессом. |
|
|
080 |
Токарная |
|
|
|
Закрепить за |
|
|
|
1. Расточить отв. |
|
|
|
2. Точить фаску 2x45˚
на |
|
|
|
3. Расточить фаску 2x45˚
в отв. |
|
|
085 |
Слесарная |
|
|
|
1. Разместить две площадки с размерами 30 и ˂22˚30‘, выдерживая размер 144 (см. вид Б). |
|
|
|
2. Кернить разметку. |
|
|
|
3. Разметить и кернить
разметку центров 8 отв. |
|
|
090 |
Фрезерная |
|
|
|
Развернуть деталь на 22,5˚ относительно оси. Развернуть головку шпинделя на 45˚. Фрезеровать последовательно 2 площадки на R38 30x30 как чисто. |
|
|
095 |
Координатно-расточная |
|
|
|
1.Разметить центра 4-х
отверстий под резьбу М16, выдерживая размер |
|
|
|
2.Разметить центра 4-х
отверстий |
|
|
|
3.Разметить центра 8
отверстий |
|
|
|
4.4 отв. |
|
|
100 |
Координатно-расточная |
|
|
|
1. Разместить центра двух отверстий на фрезерованных площадках, выдерживая ˂22,5˚ относительно оси фланца, выдерживая размер 144 мм. Допускается вместо размера 144 мм выполнить размер 154 мм, для пр.0300 зав.№2, остальное по чертежу. |
|
|
|
2. Кернить центра отверстий. |
|
|
105 |
Координатно-расточная |
|
|
|
1. Сверлить последовательно
2 отверстия |
|
|
|
2. Сверлить последовательно
2 отверстия |
Сверло |
|
|
3. Зенкеровать 2 отверстия |
Зенкер заточенный под ˂90˚. |
|
|
4. Зенкеровать 2 фаски 1x45˚ на |
|
|
|
5.Нарезать резьбу М10x1
в двух отверстиях |
Метчик |
|
110 |
Фрезерно-расточная |
|
|
|
Фрезеровать 8 пазов по разметке, выдерживая размеры 32; R25 (см. сечение А-А). |
|
|
115 |
Координатно-расточная |
|
|
|
1. Сверлить 4 отверстия |
|
|
|
2. Сверлить 4 отверстия |
|
|
|
3. Сверлить 8 отверстий |
|
|
|
А. Сверлить 4 отв. |
|
|
|
4. Зенкеровать 2 фаски 2x45˚
в отверстиях |
|
|
|
5. Нарезать резьбу М16x2
в 4-х отверстиях |
|
|
|
А. Нарезать резьбу М16x1,5
в отверстие |
|
|
|
6. Зачистить заусенцы в 4-х
отверстиях |
|
|
120 |
Слесарная |
|
|
|
Зачистить заусенцы. |
Напильник |
|
125 |
Дробеструйная |
|
|
|
Дробеструить корпус нижнего подшипника, предварительно закрыв все рабочие поверхности корпуса. |
|
|
130 |
Малярная |
|
|
|
Произвести покрытие в соответствии с пунктом 4 чертежа. |
|

 *размер 5 по контуру кроме размера 10
*размер 5 по контуру кроме размера 10