Материал: Расчет конструктивно-технологических параметров гнездового бункерного загрузочного устройства
К четвертой группе (рис. 1.5 г.) относятся заготовки тел вращения с несимметричными элементами, эти заготовки в зависимости от конфигурации и размеров несимметричных элементов необходимо ориентировать многократно.
К пятой группе (рис. 1.5 д) отнесены призматические и пластинчатые заготовки; если заготовки симметричны относительно трех взаимно перпендикулярных плоскостей, их ориентация не вызывает трудностей, а если заготовки имеют несимметричные элементы, то потребуется многократная ориентация.
К шестой группе относятся заготовки, не поддающиеся автоматическому ориентированию.
Можно сделать вывод, что заданная
заготовка-втулка относится ко второй группе (рис. 1.5 б).
2. Инженерные расчеты конструктивных параметров
.1 Исходные данные для
расчета
lз = 28 мм - длина заготовки;
D = 28 мм - наружный диаметр втулки;
d = 8,8 мм - внутренний диаметр втулки;
Q = 88 шт./мин - производительность;
материал заготовки - латунь.
2.2 Расчет проводим в
такой последовательности
Находим размеры заготовки:
Находим объем за габаритными
параметрами по формуле (2.1):
V=(πD^2)/4 l=(3,14∙〖2,8〗^2)/4∙2,8=17,23〖см〗^3 (2.1)
Объем тела заготовки находим по
формуле (2.2):
V_1=(π∙(D^2-d^2))/4∙l=15,53 〖см〗^3. (2.2)
Вес заготовки находим по формуле
(2.3):
G = V∙ρ=17,23 8,5 ≈
146,46 г., (2.3)
где ρ=8,5 г⁄〖см〗^2 удельный вес латуни.
Определим вид расположения гнезда на диске
Поскольку, согласно рекомендациям [11], диаметр заготовки не значительно превышает 20 мм, длина не больше 50 мм и отношение длины к диаметру l/D=1,39 (рекомендуемое значение 1/D =(1,25…3) то гнёзда располагаем на торцах диска.
Составляем расчетную схему диска и определяем размер гнезда. Принимаем согласно рекомендациям L=b и находится по формуле (2.4):
=1,7∙D - (1…2)=1,7∙28-1,9=
45,7 мм. (2.4)
Определяем глубину гнезд по формуле
(2.5):
а = S + s = 0,75∙l = 0,75•28 =
21 мм. (2.5)
где S - толщина диска, s - зазор между диском и дном бункера.
ринимаем а=21 мм, s=100 мм, тогда:
= s - a=100 - 21=79 мм. (2.6)
Шаг гнезд по кругу делительного круга диска находим по формуле (2.7):
=L + (1 D… 1,5∙D)= 45,7 +
(29…43,5) = 45,7+35= 80,7 мм. (2.7)
Минимальное значение диаметра диска делительного круга диска находится по формуле (2.8):
=10∙L =10•45,7= 457 мм. (2.8)
Определяем количество гнезд на диске
по формуле (2.9):
z=(πD_1)/h=(3,14•457)/80,7≈17,78. (2.9)
Принимаем z 18.
Уточняем диаметр делительного круга
по формуле (2.10):
〖
D〗_1=zh/π=(18•80,7)/3,14≈
463 мм. (2.10)
Время западания заготовки в гнездо l3 на величину, которая обеспечивает её захват и находится по формуле (2.11):
=K3√(2H/(g (sin〖α-fcosα〗))=) 2√((2∙8,4)/(9810 (0,5-0,28∙0,515)))=0,14с,
(2.11)
где K3 - коэффициент, учитывающий трение при движении заготовки в куче.
Величина опускания заготовки в гнездо диска Н, которая обеспечивает её надежный захват.
Н = 0,3•l3 =0,3 28=8,4 мм;
![]() = 9810
мм/с;= 0,28 - коэффициент трения (сталь - латунь);
= 9810
мм/с;= 0,28 - коэффициент трения (сталь - латунь);
![]() = 30° -
угол наклона диска бункера.
= 30° -
угол наклона диска бункера.
За время t3 диск переместится на расстояние L - D, поэтому линейная скорость движения диска находится по формуле (2.12):
д=(L-D)/t=(45,7-28)/0,14=126,4 мм/с.
(2.12)
В таком случае частота вращения диска находится по формуле (2.13):
=V_д/(πD_1)=126,4/(3,14∙ 463)= 0,087 об/с=5,22 об/мин. (2.13)
При такой частоте вращение БЗП обеспечивает меньшее зацепление и находится по формуле (2.14):
где k = 0,9 коэффициент отдачи бункера
или
=(1000•V_д)/h k=(1000•1,264)/80,70,9
= 868,1 шт./мин, (2.15)
где k=0,9 коэффициент отдачи
бункера;_д - частота вращения диска, в м/мин;шаг гнезд, в мм.
2.3 Анализ результатов расчета
Сравнивая необходимую частоту
вращения диска с максимально допустимой, делаем вывод, что поставленные в КР
требования по продуктивности ГЗУ выполняются, т.к. Q3>Q.
3. Выбор двигателя
От правильного выбора электродвигателя по мощности зависят надежность его работы в электроприводе, а также энергетические показатели в процессе эксплуатации. В тех случаях, когда нагрузка двигателя существенно меньше номинальной, он недоиспользуется по мощности, что свидетельствует об излишних капитальных вложениях, его КПД и коэффициент мощности заметно снижаются.
На рис. 3.1 представлена схема
двигателя исполнения IМ10 с обозначением габаритных параметров.
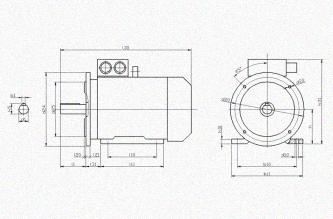
Рисунок 3.1 - Схема двигателя
исполнения IМ10
На рис. 3.2 представлена схема
двигателя исполнения IМ21 с обозначением габаритных параметров.
Рисунок 3.2 - Схема двигателя
исполнения IМ21
Данные двигатели отличаются конструктивным исполнением. IМ10 ― это двигатель с двумя подшипниковыми щитами на лапах и пристроенным редуктором. А двигатель IМ21 ― с лапами и фланцем, малого диаметра с резьбой и отверстиями в нём. У машин на приподнятых лапах высота оси вращения может быть равна нулю или иметь отрицательное значение, т.е. плоскость лап может находиться на уровне осевой линии или выше ее.
Оба двигателя работают с один цилиндрическим концом и могут также работать с любым расположением конца вала. Мы выбираем двигатель IМ10, так как к нему можно пристроить редуктор необходимый для уменьшения оборотов вала.
Для того, чтобы обеспечить рассчитанную частоту вращения, выбираем двигатель АИР100L8 с частотой вращения 710 об/мин и мощностью 1,5 кВт. Также для преобразования частоты вращения вала двигателя, которая равняется 750 об/мин, в необходимую нам частоту вращения делительного круга диска, которая равняется 8,4 об/мин, будем использовать редуктор. Параметры выбранного двигателя указаны в таблице 3.1.
Выбор этого типа двигателя является
наиболее оптимальным вариантом для нашего случая, поскольку его технические
характеристики (мощность двигателя, синхронная частота вращения, КПД при
номинальной нагрузке, длина данного двигателя, его высота) соответствуют задачи,
поставленной и выполняемой нами в ходе исполнения курсовой работы. Единственным
недостатком выбранного двигателя является частота оборотов вала, равная 710
об/мин.
Таблица 3.1 - Параметры выбранного
двигателя
Мощность
Синхронная
КПД
l30, мм
h31,
мм
DЗ0, мм
11 мм
двигателя,
частота
при
кВт
вращения, об/мин
номинальной нагрузке, %
1,5
710
76
391
246,5
240
140
4. Алгоритм работы
устройства
.1 Описание методов
составления алгоритма работы
Существуют два класса методов
составления алгоритма работы:
аналитические методы;
имитационные методы.
Трудоемкость методов экспоненциально
зависит от размерности задачи. Применяются методы отсеивания вариантов, что
позволяет упростить решение. Экспоненциальный характер этих алгоритмов не
изменяется, поэтому для практических целей используют эвристические методы
составления алгоритма в режиме имитации работы производственной системы. В
таком режиме выполняется параллельное одновременное построение диаграммы Ганта
для всех единиц технологических операций.
4.2 Построение алгоритма
работы устройства
Пусть в некоторый момент времени
закончил загрузку деталей.
Деталь заносится в портфель работ.
При наличии нескольких вариантов маршрута деталь заносится в соответствующее
количество портфелей.
Если операция последняя, то деталь
исключается из расписания.
Если портфель работ станка пуст, то
станок переводится в состояние простоя.
В противном случае из портфеля работ
выбирается одна деталь и назначается как текущая в расписание работы станка.
Если в случае выполнения п. 4.3
появилась возможность загрузить станок, находящийся в состоянии простоя, деталь
заносят в расписание работ станка.
4.3 Алгоритм работы и
схема однопозиционного сборочного автомата
Загруженный в бункер 7 материал
дозируется устройством 6 и через желоба засыпается в гнезда 5 гнездового
устройства 4, которое перемещается в зону разъема пресс-формы 3 и загружает
материал в гнезда. На передней части пресса расположены съемная вилка 2 для
удаления отпрессованных и вытолкнутых изделий, а также устройство 1 для
контроля операций съема изделий с пуансона. В конструкцию сборочного автомата
входит система, управляющая работой его узлов, она может быть встроена в
автомат или дана на отдельном пульте управления. Схема однопозиционного
сборочного автомата будет представлена на рис. 4.1. При многопозиционной
автоматизированной сборке в состав сборочного оборудования входит механизм для
перемещения собираемого узла между всеми сборочными позициями.
5. Технико-экономическое
обоснование выбора
.1 Преимущества выбранного
двигателя
Для заданного в КР загрузочного
устройства был выбран двигатель АИР100L8. Данный двигатель является наиболее
подходящим для ГЗУ. C помощью редуктора сможет обеспечивать рассчитанное
количество оборотов делительного круга диска при достаточно высоком КПД, равной
76%. Масса двигателя составляет 24 кг, габаритные размеры не превышают 400 мм,
следовательно, не возникает проблем с его транспортировкой и установкой.
Благодаря простой конструкции двигателя, его обслуживание и ремонт не приводят
к большим физическим и экономическим затратам. Имеет высокую степень защиты и
низкий уровень шума.
5.2 Недостаток двигателя
Единственным недостатком выбранного
двигателя является частота оборотов вала, равная 710 об/мин. Она во много раз
превышает рассчитанное максимальное количество оборотов диска в минуту. В связи
с этим придется использовать редуктор, на приобретение и обслуживание которого
потребуются некоторые экономические затраты. Который приведет к увеличению и к
усложнению конструкции размеров нашего гнездового бункерно-загрузочного
устройства.
Двигатель АИР100L8 потребляет 1,5
кВт электроэнергии, что по сравнению с другими двигателями такого класса, имеет
достаточно высокую затрату электроэнергии.
Выводы
В ходе выполнения курсовой работы были
получены навыки расчета конструктивных параметров гнездовых
бункерно-загрузочных устройств, проведен анализ преимуществ и недостатков ГЗУ и
механизмов ориентации, изучен теоретический материал, касающийся автоматизации
загрузки, проектирования и анализа загрузочных устройств.
По заданным параметрам были
рассчитаны конструктивные параметры загрузочного устройства: габаритные размеры
загружаемых деталей и размеры диска делительного круга, и гнезд в нём. В
результате расчетов сделан вывод, что требования по продуктивности механизма
выполняются. Составлен алгоритм работы устройства.
Также получены и применены навыки по
выбору двигателя. Выбран двигатель АИР100L8 согласно рассчитанным параметрам
ГЗУ, в предыдущем разделе приведено технико-экономическое обоснование
сделанного выбора.
Таким образом, в этой курсовой
работе показано, чем ГЗУ выгодно отличаются от других загрузочных устройств.
В КР были рассчитаны параметры БЗУ и
были получены следующие
результаты:
объем заготовки -17,2 см3;
объем тела - 15,5 см3;
ширина гнезда -45,7 мм; шаг гнезд по кругу - 80,7 мм;
количество гнезд - 18;
диаметр делительного круга - 457 мм;
линейная скорость движения диска -
125,6 мм/с;
частота вращения диска - 5,2 об/мин;
Q3>Q Перечень ссылок
1. Невлюдов, І.Ш. Основи виробництва електронних апаратів [Текст]:
Підручник / І.Ш. Невлюдов. - Харків: «СМІТ», 2005. - 592 с.
. Анурьев В.И. Справочник конструктора-машиностроителя в трёх
томах [Текст]: /
В.И. Анурьев. - М.: Машиностроение, 2001. - Т. 3 - 900 с.
. Веткасов, Н.И. Расчет и проектирование загрузочно-транспортных
устройств в курсовых и дипломных проектах [Текст]: Учеб. пособие / Н.И.
Веткасов, Берзин В.Р. Ульяновск: УлГТУ, 2008. - 88 с.
. Дащенко, А.И. Проектирование автоматических линий [Текст]/ А.И.
Дащенко., - Москва: Высшая школа, 1983. - 328 с.