Материал: Расчет и проектирование сварной подкрановой балки
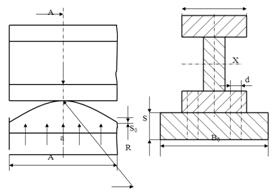
Рисунок:3.1 Конструкция опорной части балки
![]()
где: ![]() ширина опорной плиты, мм
ширина опорной плиты, мм
![]() мм
мм
Принимают ![]() =230мм
=230мм
![]()
![]() мм
мм
Принимают a=330мм
![]()
где: ![]() -Толщина плиты у концевой части, мм
-Толщина плиты у концевой части, мм
Принимают ![]() =15мм
=15мм
![]()
где: R- радиус цилиндрической поверхности, м
Принимают R=2м =2000 мм
![]()
где: d- диаметр отверстий под болты, мм
Принимают d=20 мм
 (3.1)
(3.1)
где: ![]() - момент изгиба на оси плиты, нм
- момент изгиба на оси плиты, нм
![]()
где: ![]() , кН
, кН
![]() мм
мм
 мм
мм
Принимают S= 36мм
4. Краткая технология изготовления балки
Балка состоит из трёх листовых элементов. При сборке нужно обеспечить
симметрию и взаимную перпендикулярность полок и стенки, при сжатии их друг к
другу и последующее закрепление прихватками. Для этой цели используют
самоходный портал.

При изготовлении двутавровых балок поясные швы обычно сваривают
автоматически под слоем флюса. Приёмы и последовательность наложения швов могут
быть различными. Выбираем выполнение шва "в лодочку" так как данное
положение шва обеспечивает благоприятные условия их формирования и
проплавления, зато приходиться кантовать изделие после сварки каждого шва. Для
поворота используют позиционеры - кантоватли.
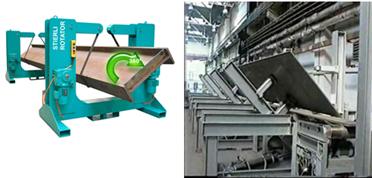
Рисунок 4.4 - Цепной и рычажный кантователи.
При сварке двутавровой балки наложение швов осуществляется по диагонали
во избежание деформации.
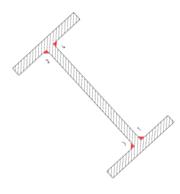
Рисунок 4.5 - Порядок наложения швов
После сварочного участка балка отправляется на участок отделки, где
последовательно проходит сначала через две машины для правки грибовидности
полок, а затем два торцефрезерных станка.

Рисунок 4.6 Станок для правки грибовидности.
Для сварки поясных швов выбирают автомат АДФ-1002 и комплектующийся к нему источник ТДФЖ-1002.
Для сварки рёбер жесткости выбирают ТД-206.
Для сварки рельса пользуются полуавтоматом ПДГ-508 и источник питания
ВДГ-508.
Список используемой литературы
1. Николаев Г.А. Винокуров В.А. Сварные конструкции. Расчет и проектирование, М. Высшая школа 1996 г.
. Блинов А.Н. Лялин К.В. Сварные конструкции. М. Строительное издание 1990 г.
. Николаев
Г.А Курин С.А. Винокуров В.А. Расчет, проектирование и изготовления сварных
конструкций, М. Высшая школа 1971 г.