Материал: Расчет и проектирование протяжки для круглого отверстия
Расчет и проектирование протяжки для круглого отверстия
Содержание
Введение
1. Расчет и проектирование протяжки для круглого отверстия
.1 Исходные данные
.2 Выбор материала инструмента
.3 Расчет конструктивных элементов круглой протяжки
.4 Расчет силы резания и проверка протяжки на прочность
1.5 Выбор предельных отклонений на основные элементы протяжки и другие технические требования
2. Расчет и проектирование канавочного резца
.1 Исходные данные
.2 Разработка эскиза резца
.3 Выбор материала инструмента
.4 Расчет конструктивных элементов резца
.5 Расчет державки на прочность и изгиб
Заключение
Библиографический список
Нормативные ссылки
Введение
Протяжки являются многозубыми металлорежущими инструментами, осуществляющими снятие припуска без движения подачи за счет превышения высоты или ширины последующего зуба по отношению к высоте или ширине предыдущего.
Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием и применяется при изготовлении различных деталей, формы обрабатываемых поверхностей, которых весьма разнообразны. Протяжкой можно обработать сквозные отверстия различной формы, получить различные прямые или винтовые канавки и фасонные наружные поверхности, различные зубчатые секторы и т.д.
Протяжки позволяют получить поверхности высокой точности (7, 8-й квалитет) и низкой шероховатости. Протягивание производительнее строгания, фрезерования развертывания в два, три и более раз. Высокая производительность процесса протягивания объясняется большой длиной режущих кромок зубьев протяжки, одновременно участвующих в работе.
Из всех разновидностей протяжек чаще всего применяются протяжки для обработки круглых отверстий.
Резец - однолезвийный инструмент для обработки деталей с поступательным или вращательным главным движением резания и возможностью движения подачи в любом направлении.
Резец является наиболее распространенным инструментом, его применяют на токарных, револьверных, карусельных, расточных, строгальных и долбежных станках, токарных автоматах или полуавтоматах. В зависимости от вида станка и рода выполняемой работы применяют резцы различных типов, отличающихся по назначению, форме, конструкции и размерам.
В данной курсовой работе
разрабатывается конструкция круглой протяжки, применяемой на
горизонтально-протяжном станке модели 7А510, и токарного канавочного резца,
который применяется на токарном станке с ЧПУ модели 16К20ФЗ, для чернового и
чистового точения канавочных отверстий валов.
. Расчет и проектирование протяжки для круглого
отверстия
.1 Исходные данные
Наименьший диаметр обрабатываемого отверстия ![]() ;
;
Величина допуска на отверстие ![]() ;
;
Характер стенок отверстия ТН - тонкостенное;
Материал детали - ст. 30;
Твердость материала - НВ179;
Длина детали ![]() ;
;
Наименьший диаметр отверстия под протягивание ![]() ;
;
Класс точности dо - Н12;
Модель протяжного станка 7А510;
Тяговое усилие протяжного станка Qт = 10 т;
Наибольший ход каретки протяжного станка Lст = 1250 мм;
Толщина фланца приспособления - 25;
Тип рабочего патрона А - автоматический;
Конструктивные особенности протяжки ЗХ/ВЗ -
наличие заднего хвостовика и выглаживающих зубьев.
Рисунок 1.1 - Эскиз детали
.2 Выбор материала инструмента
Для проектирования протяжки выбираем
быстрорежущую инструментальную сталь марки Р9, химический состав которой
приведен в таблице 1.
Таблица 1 - Химический состав стали марки Р9
|
Содержание элементов, % |
|||||||||
|
W |
V |
Co |
Si |
Mo |
Mn |
Ni |
P |
Cr |
S |
|
8,5 - 9,5 |
2,3 - 2,7 |
Не более 0,5 |
Не более 0,5 |
Не более 1 |
Не более 0,5 |
Не более 0,4 |
Не более 0,03 |
3,8 - 4,4 |
Не более 0,03 |
Расшифровка марки стали Р9: буква Р говорит о
том, что перед нами инструментальная быстрорежущая сталь, в которой
присутствует вольфрам в количестве около 9%.
.3 Расчет конструктивных элементов круглой
протяжки
) Припуск на сторону отверстия под протягивание определяем по формуле:
где ![]() -
номинальный диаметр протягиваемого отверстия, мм;
-
номинальный диаметр протягиваемого отверстия, мм;
![]() - минимальный
диаметр отверстия заготовки под протягивание, мм.
- минимальный
диаметр отверстия заготовки под протягивание, мм.
![]() .
.
) Подъем на зуб на сторону ![]() выбирают
по таблице 3 [4]. Принимаем
выбирают
по таблице 3 [4]. Принимаем ![]() .
.
Между режущими и калибрующими зубьями делают
несколько зачищающих зубьев с постоянно убывающим подъемом на зуб. Принимаем ![]() и
распределяем подъем на зуб следующим образом:
и
распределяем подъем на зуб следующим образом:
![]()
) Профиль, размеры зуба и стружечных
канавок между зубьями выбирают по таблице 9 [4] в зависимости от площади слоя
металла, снимаемого одним режущим зубом протяжки. Необходимо, чтобы площадь
сечения стружечной канавки между зубьями отвечала условию:
![]() , (1.2)
, (1.2)
где ![]() -
коэффициент заполнения канавки, выбирают по таблице 11 [4], учитывая, что сталь
30 с твердостью НВ179 имеет предел прочности
-
коэффициент заполнения канавки, выбирают по таблице 11 [4], учитывая, что сталь
30 с твердостью НВ179 имеет предел прочности ![]() ,
принимаем
,
принимаем ![]() ;
;
![]() - площадь сечения
канавки, мм2
- площадь сечения
канавки, мм2
![]() ; (1.3)
; (1.3)
![]() - площадь сечения
среза металла, снимаемого одним зубом, мм2.
- площадь сечения
среза металла, снимаемого одним зубом, мм2.
![]() (1.4)
(1.4)
![]() ;
;
![]() .
.
Пользуясь таблицей 9 [4] для ближайшего большего
значения ![]() ,
при стружечной канавке с удлиненным дном (рис. 1.2) принимаем: шаг зубьев
протяжки
,
при стружечной канавке с удлиненным дном (рис. 1.2) принимаем: шаг зубьев
протяжки ![]() ;
глубину канавки
;
глубину канавки ![]() ; длину задней
поверхности
; длину задней
поверхности ![]() ; радиус скругления
канавки
; радиус скругления
канавки ![]() и
и
![]() .
.
Рисунок 1.2 - Эскиз профиля режущих зубьев
протяжки
Шаг калибрующих зубьев ![]() круглых
протяжек принимаем равным 0,6 - 0,8 шага режущих зубьев. Принимаем
круглых
протяжек принимаем равным 0,6 - 0,8 шага режущих зубьев. Принимаем ![]() .
.
Рисунок 1.3 - Эскиз профиля калибрующих зубьев
На калибрующих зубьях делается ленточка с углом ![]() Ширина
ленточки
Ширина
ленточки ![]() мм
(рис. 1.3).
мм
(рис. 1.3).
Шаг зачищающих зубьев протяжки делают
переменным: от ![]() до
до ![]() .
Принимаем изменение шага
.
Принимаем изменение шага ![]() мм. Тогда из двух
смежных шагов один равен
мм. Тогда из двух
смежных шагов один равен ![]() мм, а второй
мм, а второй ![]() мм.
мм.
) Геометрические элементы лезвия режущих
и калибрующих зубьев выбираем по таблицам 6 и 7 [4]: передний угол![]() ;
задний угол: для черновых зубьев
;
задний угол: для черновых зубьев ![]() ,
для калибрующих
,
для калибрующих ![]() .
.
Число стружкоразделительных канавок выбираем по
таблице 2 [4]: число канавок ![]() . Предельное
отклонение передних углов всех зубьев
. Предельное
отклонение передних углов всех зубьев ![]() ,
задних углов режущих зубьев
,
задних углов режущих зубьев ![]() , задних углов
калибрующих зубьев
, задних углов
калибрующих зубьев ![]() .
.
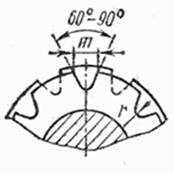
Рисунок 1.4 - Эскиз стружкоразделительных
канавок
) Максимальное число одновременно
работающих зубьев:
![]() (1.5)
(1.5)
![]() .
.
) Определяем размеры режущих зубьев.
Диаметр первого зуба принимаем равным диаметру передней направляющей части: ![]() .
Диаметр каждого последующего зуба увеличиваем на
.
Диаметр каждого последующего зуба увеличиваем на ![]() .
На последних трех зачищающих зубьях, предшествующих калибрующим зубьям, подъем
на зуб постепенно уменьшаем по данным п. 2.
.
На последних трех зачищающих зубьях, предшествующих калибрующим зубьям, подъем
на зуб постепенно уменьшаем по данным п. 2.
) Число режущих зубьев подсчитываем по
формуле и затем уточняем по таблице размеров зубьев:
![]() , (1.6)
, (1.6)
где ![]() -
величина припуска под протягивание на сторону.
-
величина припуска под протягивание на сторону.
![]() .
.
Принимаем ![]() .
.
) Диаметр калибрующих зубьев определяем
по формуле:
![]() , (1.7)
, (1.7)
где ![]() -
максимальный диаметр обрабатываемого отверстия;
-
максимальный диаметр обрабатываемого отверстия;
![]() - изменение
диаметра отверстия после протягивания,
- изменение
диаметра отверстия после протягивания, ![]() определяется
для каждого материала опытным путем, при протягивании стали наблюдается
разбивание в пределах 0,005…0,01 мм.
определяется
для каждого материала опытным путем, при протягивании стали наблюдается
разбивание в пределах 0,005…0,01 мм.
![]() .
.
) Число калибрующих зубьев принимаем по таблице 12 [4].
По таблице П.3 [3] по допуску выбираем квалитет
точности ![]() .
Принимаем число калибрующих зубьев
.
Принимаем число калибрующих зубьев ![]() ,
а число зачищающих зубьев
,
а число зачищающих зубьев ![]() .
.
10) Число выглаживающих зубьев принимаем ![]() .
Размеры отдельных элементов выглаживающих зубьев зависят от шага зубьев, а шаг
от длины протягиваемого отверстия. По таблице 13 [4] при длине протягиваемого
отверстия
.
Размеры отдельных элементов выглаживающих зубьев зависят от шага зубьев, а шаг
от длины протягиваемого отверстия. По таблице 13 [4] при длине протягиваемого
отверстия ![]() , принимаем шаг
, принимаем шаг ![]() .
Выбираем второй тип зубьев (рис. 1.5), который применяется при шаге больше 6 мм
для обработки незакаленных сталей. Для этого типа размеры выглаживающих зубьев:
.
Выбираем второй тип зубьев (рис. 1.5), который применяется при шаге больше 6 мм
для обработки незакаленных сталей. Для этого типа размеры выглаживающих зубьев:
![]() ,
,
![]()
![]() ,
,
![]()
![]() .
.
Рисунок 1.5 - Эскиз выглаживающих зубьев
Диаметр выглаживающих зубьев принимаем равным ![]() мм.
мм.
) Вычисленные размеры зубьев сводим в
таблицу 2, помещаемую на рабочем чертеже протяжки.
Таблица 2 - Диаметры зубьев протяжки
|
Номер зуба |
Диаметр, мм |
Номер зуба |
Диаметр, мм |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
11,200 11,262 11,324 11,386 11,448 11,510 11,572 11,634 11,696 11,758 11,820 11,882 11,944 11,975 |
15 16 |
11,996 12,006 |
|
|
|
17 18 19 20 21 22 |
12,014 |
|
|
|
23 24 25 26 27 |
12,016 |
) Длину протяжки от торца хвостовика до
первого зуба принимают по станку в зависимости от патрона, толщины опорной
плиты, приспособления для закрепления заготовки, зазора между ними, длины
заготовки и других элементов (рис. 1.6):
![]() , (1.8)
, (1.8)
где ![]() -
длина входа хвостовика в патрон, зависящая от конструкции патрона, принимаем
-
длина входа хвостовика в патрон, зависящая от конструкции патрона, принимаем ![]() ;
;
![]() - зазор между
патроном и стеной опорной плиты станка, равной 5…20 мм, принимаем
- зазор между
патроном и стеной опорной плиты станка, равной 5…20 мм, принимаем ![]() ;
;
![]() - высота
выступающей части планшайбы, принимаем
- высота
выступающей части планшайбы, принимаем ![]() ;
;
![]() - длина передней
направляющей с учетом зазора ∆:
- длина передней
направляющей с учетом зазора ∆:
![]() , (1.9)
, (1.9)
где ![]() мм.
мм.
![]() .
.
Находим ![]() ,
принимаем
,
принимаем ![]() . Длина
. Длина ![]() должна
быть проверена по станку с учетом длины протягиваемого изделия согласно таблицы
23 [4]:
должна
быть проверена по станку с учетом длины протягиваемого изделия согласно таблицы
23 [4]: ![]() ;
так как
;
так как ![]() ,
то
,
то ![]() ,
принимаем
,
принимаем ![]() .
.