Материал: Производство соды: кальцинированной, каустической
Раствор соли в диафрагменном электролизере непрерывно подаётся в анодное пространство и протекает через, как правило, нанесённую на стальную катодную сетку асбестовую диафрагму, в которую, иногда, добавляют небольшое количество полимерных волокон.[6]
Во многих конструкциях электролизеров катод полностью погружен под слой анолита (электролита из анодного пространства), а выделяющийся на катодной сетке водород отводится из под катода при помощи газоотводных труб, не проникая через диафрагму в анодное пространство благодаря противотоку.[6]
Противоток - очень важная особенность устройства диафрагменного электролизера. Именно благодаря противоточному потоку направленному из анодного пространства в катодное через пористую диафрагму становится возможным раздельное получение щёлоков и хлора. Противоточный поток рассчитывается так, чтобы противодействовать диффузии и миграции OH- ионов в анодное пространство.[6]
Процесс описывается следующими уравнениями:
Анод: 2Cl− - 2е− → Cl2↑
Катод: 2H2O + 2e− → H2↑ + 2OH−
Суммарно: 2NaCl + 2H2O → H2↑ + Cl2↑ + 2NaOH
В качестве анода в диафрагменных электролизерах может использоваться графитовый или угольный электроды. На сегодня их в основном заменили титановые аноды с окисно-рутениево-титановым покрытием (аноды ОРТА) или другие малорасходуемые.[6]
Полученный гидроксид натрия сливают с осадка не прореагировавших солей и
отправляю на сушку и грануляцию.[6]
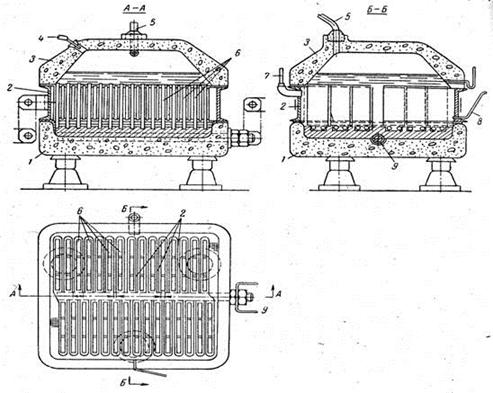
Рисунок 5. Ванна электролизная с опущенной диафрагмой
- бетонное днище; 2 - стальной катод; 3 - бетонная крышка; 4 - труба для подачи рассола; 5 - труба для отвода хлора; 6 - графитовые аноды; 7 - штуцер для удаления водорода; 8 - трубка для слива электролитического щелока; 9 - медный токоведущий стержень.
Основные потребители
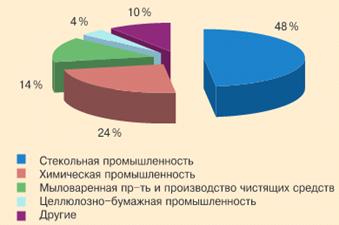
Рисунок 6. Структура потребления каустической соды
Сода кальцинированная находит достаточно широкое применение в современном мире: от пищевых добавок до сырья в крупнотоннажных производствах. В частности на производство стекла расходуется 48% всей получаемой соды, еще 24% потребляет химическая промышленность, в то время как на бытовые нужды приходится настолько незначительный процент что он попадает на диаграмме в категорию «другие».[7]
Если говорить о соотношении потребления сортов соды в России, то в
стекольной промышленности потребляется в основном декагидрат карбоната натрия
(тяжелая сода), в металлургии и нефтехимии - нефелиновая.[7]
Таблица 4. Структура потребления соды по маркам (в %)
|
Марка соды |
кристаллическая |
кальцинированная |
нефелиновая |
|
Стекольная промышленность |
68 |
29 |
17 |
|
Цветная металлургия |
10 |
37 |
42 |
|
Химическая промышленность |
12 |
16 |
18 |
|
Целлюлозно-бумажная промышленность |
5 |
17 |
16 |

Рисунок 7 Структура потребления гидроксида натрия
В потреблении каустической соды на первое место выходит химия и нефтехимия (41,9%), что неудивительно. Гидроксид натрия участвует во многих органических реакциях, а так же является сырьем для производства гипохлорита натрия. На втором месте - целлюлозно-бумажная промышленность (19,3%), а на третьем - металлургия (10,2%). [7]
Не менее многообразно и применение хлора. На хлорирование воды
расходуется всего 5.1% от общего объема получаемого хлора. а абсолютным лидером
по его потреблению является химическая промышленность - 89,1%. При этом большая
часть промышленно потребляемого хлора расходуется на производство мономеров:
хлористый винил и дихлор этан (37,4%), эпихлоргидрин (11,5%).[7]
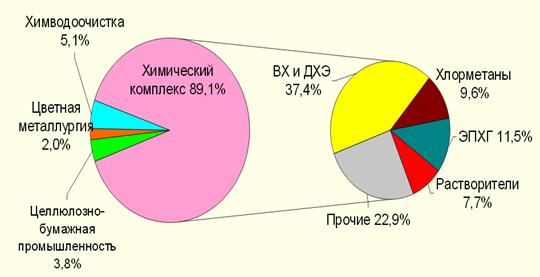
Рисунок 8. Структура потребления хлора
Факторы размещения и территориальной организации.
Факторы ориентации в содовой и хлорной промышленности различны. Это прослеживается по продуктам: сода - высоко транспортабельное сырье, гидроксид натрия и хлор - нет. Это приводит к тому, что в содовой промышленности решающим фактором размещения будет сырьевой, а в хлорной потребительский.[8]
Территориально это проявляется в том, что предприятия по производству
соды расположены в районах добычи и переработки сырья, а предприятия по
производству щелочей и хлора - в районах потребления и как правило связаны с
другими химическими производствами: синтезом гипохлоритов, хлорсодержащих
мономеров, соляной кислоты и так далее.[8]
Рисунок 9. Структура мирового производства кальцинированной соды в 2007 году
Современное состояние содовой промышленности
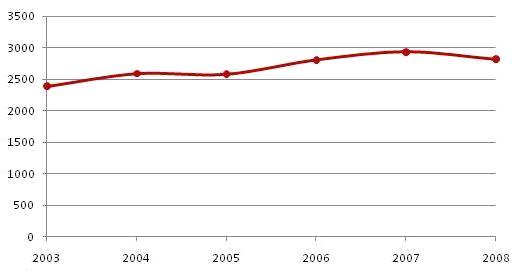
Рисунок 10. Динамика производства соды в России
В мире по производству кальцинированной соды лидерами являются Китай (35%), США (31%), Индия (6%)и Россия (5%). В целом за 2007 год было произведено около 47 млн. тонн соды из которой на природную приходится менее трети.[8]
Более детально можно рассмотреть, в качестве примера, современное состояние содовой промышленности в России.[8]
Как видно их рисунка объемы производства меняются незначительно и в целом
неуклонно возрастают.[8]
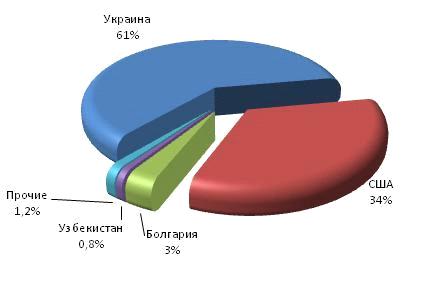
На Российском рынке кальцинированной соды не малый сегмент представлен импортной продукцией (около 16% ). Основные поставщики соды - это Украина (61%) и США (34%).[8]
Экспорт российской соды состовляет примерно 25% от общего объема производства и осуществляется в основном в страны СНГ, в частности, в Казахстан. В общем объеме экспорта в 1 полугодии 2009 г. на долю этой данной страны приходится 83%.[8]
Современное состояние хлорной промышленности
Если говорить о производстве каустической соды, то целесообразно рассмотреть объемы производства как собственно гидроксида натрия, так и хлора.[9]
Таблица 5 показывает, что, несмотря на колебания, производство
каустической соды остается достаточно стабильным, колеблясь в пределах
1100-1300 тыс. тонн в год. При этом в том же 2009 году на экспорт ушло 39%
производимого объема, в то время как импорт составил менее 3%. Российский
каустик импортируют в основном бывшие республики СССР: Украина (27 %),
Узбекистан (24 %), Казахстан (16 %), Азербайджан (10 %), Эстония (4 %), Литва и
Латвия (по 2 %). Российский каустик закупают Турция (6 %), Сирия (6 %), Египет
(2 %) и некоторые другие страны дальнего зарубежья.[9]
Таблица 5. Объемы производства, экспорта и импорта каустика
|
|
2000 год |
2001 год |
2002 год |
2003 год |
2004 год |
2005 год |
2006 год |
2007 год |
2008 год |
2009 год |
|
Производство (тыс. т) |
1238 |
197,1 |
147 |
074,7 |
176 |
1232,8 |
265,5 |
296,9 |
1253,4 |
1112,5 |
|
Экспорт (тыс. т) |
120 |
187,8 |
122,5 |
116,4 |
162,5 |
244,3 |
202,7 |
261,4 |
472,2 |
431,4 |
|
Импорт (тыс. т) |
0,2 |
3,2 |
0,4 |
0,3 |
18,4 |
13,7 |
8 |
1,9 |
22,7 |
31,4 |
Аналогичные выводы прослеживаются и для объемов производства хлора, с той
лишь разницей, что хлор в страну не ввозится.[10]
Таблица 6: Объемы производства, экспорта и импорт хлора
|
|
2002 |
2003 |
2004 |
2005 |
|
Производство (тыс. т) |
1021,9 |
997,2 |
1064,0 |
1105,0 |
|
Экспорт (тыс. т) |
25,2 |
24,0 |
17,1 |
12,5 |
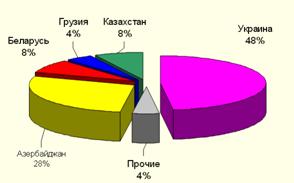
Рисунок 12. Структура экспорта российского хлора
Экспорт российского хлора осуществляется, так же как и гидроксина натрия,
в станы СНГ, при этом 48% поставок приходилось на Украину. На втором месте
Азербайджан (28%).[10]
Проблемы и перспективы развития
Одна из острых проблем содового производства - это связанное с ним экологическое загрязнение.[11]
В традиционной технологии кальцинированной соды на 1 тонну продукта приходятся следующие отходы: хлоридные стоки(состав: 115-125 г/л СаС12, 55-58 г/л NaCl и 20-25 г/л взвеси Са(ОН)2, СаСО3 и CaSO4)- около 9,1 м3, шлам от очистки рассола, содержащий 250-300 г/л взвеси Са(ОН)2 и Mg(OH)2 - 0,l м3, шлам дистилляции, недопал при обжиге мела или известняка, отделяемый в процессе получения известковой суспензии и содержащий СаСО3, СаО и золу топлива, около 55 кг. И хотя хлорид кальция используется в других отраслях промышленности, так или иначе идет рост площадей золоотвалов.[11]
Эту проблему несколько решает способ Хоу, однако хлорид аммония как удобрение имеет ограниченное сельскохозяйственное применение, а само содовое производство получает привязку к новому сырью - аммиаку.[6]
Касательно перспектив развития можно отметить, что рост объемов производства синтетической соды будет только возрастать, что опять же связано с ростом населения. Увеличиваться так же будет и производство каустической соды, что в принципе неизбежно поднимет вопрос об утилизации хлора. Последний неизбежно возникнет в виду нарастания общемировых тенденций экологизации производства и перехода к биоразлагаемым материалам. [12]
Одним из примеров подобного перехода уже стал отказ от использования хлорированных
пистицидов. Другой пример отказа от использования хлора - это ведущийся в мире
поиск альтернативных способов обеззараживания воды.[12]
Список литературы
1. Карапетьянц М.Х., Дракин С.И. Общая и неорганическая химия. М., «Химия», 1992.
. Зайцев И.Д., ткач Г.А., Стоев Н.Д. Производство соды. - М.: Химия, 1986. - 312 с.
. Шокин И.Н., Крашенинников С.А., Технология соды: Учебное пособие для вузов. - М.: Химия, 1975. - 287 с.
. Позина М.Б., Балабанович Я.К. Технология глинозема и щелочей. Л., 1979.
. Фурмер И.Э., Зайцев В.Н. Общая химическая технология. - М.: Высшая школа, 1978.
. Шухардин С.В., Ламан Н.К., Федоров А.С. 'Техника в ее историческом развитии' - Москва: 'Наука', 1979 - с.416
. ГОСТ 5100-85: Сода кальцинированная техническая (натрий углекислый)
. ГОСТ 2263-79: Натр едкий технический
9. ГОСТ 2156-76: Натрий двууглекислый. Технические условия
10. ГОСТ 84-76: Натрий углекислый 10-водный