Материал: Проект разработки проектной конструкторской документации на изготовление женского вечернего платья
) методы изготовления должны обеспечивать параллельность обработки нескольких деталей;
) контуры соединяемых деталей должны быть полностью сопряжены;
) объемная форма деталей должна быть получена с минимальным ВТО или без принудительного формования;
) конструкция деталей и узлов должна обеспечивать применение типовых технологических процессов.
Следуя всем выше перечисленным требованиям, предъявляемым к технологичности конструкции изделия, был произведен анализ пяти разрабатываемых в данном курсовом проекте моделей.
Конструкция имеет рациональное число составных частей (деталей).
Обладает наличием в изделии унифицированных деталей, таких как карман, пояс, пата. Виды используемых соединений и их конструкция обеспечивают возможность механизации и автоматизации сборки изделия. Методы изготовления обеспечивают параллельность обработки нескольких деталей. Контуры соединяемых деталей полностью сопряжены. Объемная форма деталей получена с минимальным ВТО. Конструкция деталей и узлов обеспечивает применение типовых технологических процессов.
5. Рабочий проект
Разработка рабочей конструкторской документации
- заключительная стадия проектирования и подготовки новой модели к
промышленному внедрению. В швейной промышленности это оформление технического
описания модели. На стадии рабочего проекта разрабатываются чертежи лекал
деталей, выкраиваемых из основных тканей, подкладки, прокладки, производится
градация лекал, составляется техническое описание.
5.1 Построение
чертежей лекал деталей изделия
Исходными данными для разработки лекал деталей одежды являются чертежи конструкций, технологические свойства материалов, из которых будет изготовляться изделие, и запроектированные методы технологической обработки.
Перед построением лекал проверяют сопряжение деталей спинки и полочки по основным конструктивным срезам, сопряжение рукава с проймой.
В дипломном проекте чертежи лекал строят на все детали, включая мелкие. При оформлении на лекалах должны быть указаны: направления нитей основы и допускаемые отклонения, положение полузаносов и сгибов, контрольные знаки (надсечки), середина детали или складки, название лекал и наименование изделия, назначение лекал (верх, подкладка, прокладка), наименование детали, количество деталей в крое, размер изделия. На одной из крупных деталей дается перечень всех лекал, входящих в комплект.
Спецификация лекал и деталей кроя представлена в таблице 8.
Таблица 8
Спецификация лекал и деталей кроя основного и прокладочного материалов
|
Наименование деталей, материалов |
Количество |
|
|
|
Лекал |
деталей кроя |
|
1 |
2 |
3 |
|
Основная ткань |
||
|
Лиф |
1 |
2 |
|
Подкладка лифа |
1 |
2 |
|
Нижняя часть втачного пояса |
1 |
1 |
|
Верхняя часть втачного пояса |
1 |
1 |
|
Нижняя часть накладного пояса |
1 |
1 |
|
Верхняя часть накладного пояса |
1 |
1 |
|
Нижняя часть платья |
1 |
1 |
|
Прокладочный материал |
||
|
Клеевая нижней части втачного пояса |
1 |
1 |
.1.1 Построение чертежей основных лекал
К основным лекалам относятся лекала деталей из основного материала: спинки и полочки. Их получают путем прибавления величин припуска к срезам деталей.
Величины припусков представленные в таблице 9.
Таблица 9
Величины технологических припусков
|
Наименованиеизделия |
Срез детали |
Величина припуска, см. |
|
1 |
2 |
3 |
|
Платье |
Открытые срезы: Средний срез нижней части платья Средний срез пояса Соединение лифа с поясом |
1,0 1,0 1,0 |
|
|
Внутренние срезы: Срезы обтачивания лифа Подгибка низа нижней части платья |
0,7 1,5 |
Для правильного соединения деталей на лекалах поставлены контрольные знаки. Месторасположение знаков обусловлено наличием посадки или ВТО, а так же необходимостью совмещения деталей на уровне линии груди, бедер и т.д.
На все детали комплекта наносят направления
нитей основы и допустимые отклонения от них, которые представлены в таблице 10.
Таблица 10
Допускаемые отклонения от нитей основы
|
Деталь |
Долевое направление нити в материале |
Допускаемые отклонения от нити основы |
|
|
|
|
% |
см |
|
1 |
2 |
3 |
4 |
|
Основная ткань |
|||
|
Лиф с бретелями |
Параллельно средней линии, проведенной посередине детали |
1 |
0,8 |
|
Подкладка лифа |
Параллельно средней линии, проведенной посередине детали |
1 |
0,8 |
|
Нижняя часть втачного пояса |
Параллельно линии, проведенной посередине поперек детали. |
5 |
1,3 |
|
Верхняя часть втачного пояса |
Параллельно линии, проведенной посередине поперек детали |
5 |
1,3 |
|
Нижняя часть накладного пояса |
Параллельно линии, проведенной посередине поперек детали |
5 |
1,3 |
|
Верхняя часть накладного пояса |
Параллельно линии, проведенной посередине поперек детали |
5 |
1,3 |
|
Нижняя часть платья |
|
5 |
|
|
Прокладочный материал |
|||
|
Клеевая нижней части втачного пояса |
Параллельно линии, проведенной посередине поперек детали |
10 |
2,6 |
.1.2 Построение производных лекал
К производным лекалам относятся лекала деталей, выкраиваемых из основной ткани: пояс. Лекала клеевой прокладки разрабатываются по основным лекалам с учетом припусков на швы, свободное облегание и усадку. При этом необходимо минимальное число членений, создание объемной формы конструктивным путем.
Основные и производные лекала представлены на
рис. 9-10 на листах пояснительной записки в М1:5 и на графическом листе № 2 в
М1:2.
.1.3 Построение вспомогательных лекал
Вспомогательные лекала выполняют для изготовления изделия, намелок вспомогательных линий, осноровки низа изделия и т.д. Вспомогательными лекалами для данного изделия являются: намелка ширины и месторасположения складок, намелка подгибки низа изделия, намелка месторасположения тесьмы.
Рисунок 9. Построение основных и производных лекал
Рисунок 10. Построение основных и производных лекал
женский платье материал конструирование
5.2 Технология изготовления изделия
Выбор методов обработки и технологического
оборудования тесно связан с назначением одежды и пошивочными свойствами
применяемых материалов для его изготовления. Выбранные методы обработки
способствуют повышению качества продукции, сокращению затрат времени на
обработку изделия, облегчению условий труда исполнителей, сокращении стоимости
изготовления изделия. Характеристика и технические условия на выполнение
выбранных методов обработки представлены на рисунке 6.
.2.1 Выбор метода обработки изделий и характеристика оборудования
Детали одежды обрабатываются различными методами в зависимости от применяемых операций, машин инструментов и приспособлений.
Методы обработки деталей одежды - это различные
сочетания операций, выполняемых в определенной последовательности и применяемых
для соединения, формирования, обработки краев и отделки деталей.
|
|
|
|
|
|
260903 М и К Ш И |
||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
Технологическая часть |
Литера |
Масса |
Масштаб |
|||||||||||||
|
Изм |
Лист |
№ документа |
Подпись |
Дата |
|
|
|
|
|
|
|||||||||||
|
Разработал |
|
|
|
|
|
|
|
|
|
||||||||||||
|
Руководитель |
|
|
|
|
|
|
|
|
|
||||||||||||
|
Консультант |
|
|
|
|
Лист 51 |
Листов 16 |
|||||||||||||||
|
Реценз. |
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
||||||||||||||||
Правильный выбор методов обработки имеет большое значение для выпуска изделий высокого качества, повышения производительности труда и снижения себестоимости изделий.
При изготовлении различных изделий применяют три метода обработки:
последовательный - последовательный метод выполнения всех операций на всех участках детали одним или несколькими инструментами;
параллельный - одновременное выполнение операций одним или несколькими инструментами;
параллельно-последовательный - сочетание последовательного и параллельного методов выполнения операций.
Наиболее эффективным и прогрессивным является метод параллельной обработки. Его применение дает значительное повышение производительности труда по сравнению с производительностью труда при последовательном методе.
Таким образом, параллельный метод является наиболее оптимальным при изготовлении данного изделия.
Характеристика оборудования представлена в
таблице 11
Таблица 11
Техническая характеристика швейных машин
|
Наименова-ние оборудова-ния, класс, предприятие-изготовитель |
Тип стежка |
Максимальная скорость главного вала, мин. |
Толщина сшиваемого пакета материа-лов, мм |
Длина стежка, мм |
Применяемые |
Вид обрабаты-ваемого материала |
|
|
|
|
|
|
|
иглы |
нитки |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Стачиваю-щая 131-31-150 Орша, пр-во РБ |
Двухниточ-ный челночный |
5500 |
До 2 |
2÷3,5 |
75 |
36ЛЛ, армированные |
Костюмные, платьевые, из натуральных волокон |
|
Обметывающая AZ6003H-05DF |
Трехниточ-ный цепной |
6500 |
До 5 |
4 |
Декс 77 |
36ЛЛ, армированные |
Костюмные, платьевые, из натуральных волокон |
|
Продолжение таблицы 11 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
426 ЗАО «Завод промыш-ленных швейных машин» |
Двухниточ-ный челночный |
6500 |
До 4 |
До 6 |
80, 90 |
х/б № 50, 60, 80, шелковые № 33, 65, лавсановые № 35 |
Костюмные, платьевые, из натуральных волокон |
|
285 ЗАО «Завод промыш-ленных швейных машин». |
Однониточ-ный цеп пот |
3200 |
До 3 |
До 7 |
75 |
х/б № 30, 40, 50, 60, 80, шелковые № 65 |
Костюмные, платьево-сорочечные |
Таблица 12
Техническая характеристика утюгов
|
Марка утюга, предприятие изготовитель |
Назначение |
Масса, кг |
Нагревательный элемент |
Давление пара |
Расход пара, кг\ч |
|
|
|
|
|
Тип |
Мощность, Вт |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
101+0081 «Макпи», Италия УТП-20ЭП ОАО «Агат», РФ |
Для внутрипроцессной и окончательной обработки |
3 |
Спирально-трубчатый |
1 |
До 60 кг/ч |
2 |
Схемы обработки основных узлов изделия
представлены на рисунке 11
5.2.2 Технологическая последовательность обработки изделия
На основании выбранных методов обработки и оборудования составляется технологическая последовательность обработки изделия (таблица 13), проводится анализ выбранных методов по видам работ (таблица 14).
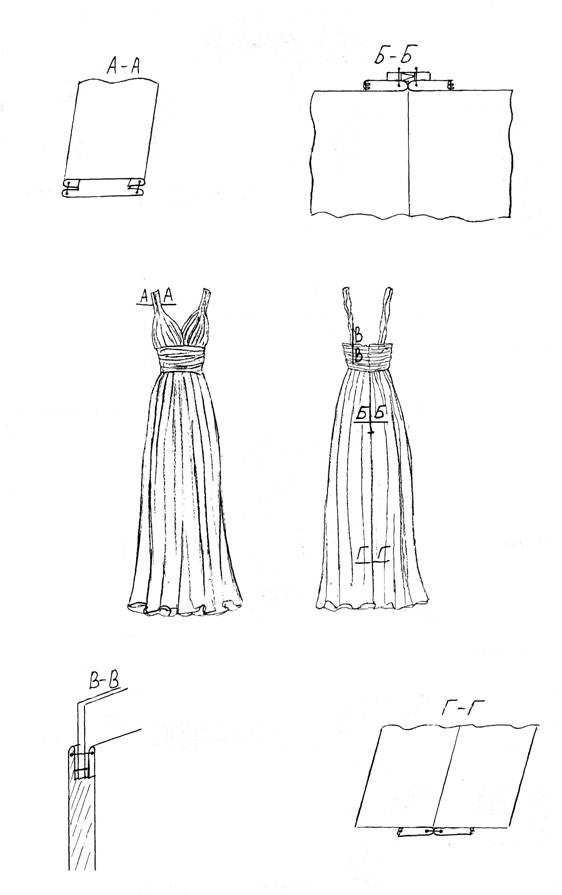
Рисунок 11. Схемы обработки основных узлов женского платья
Таблица 13
Технологическая последовательность обработки женского платья
|
№ неде- лимой опера-ции |
Наименование неделимой операции |
Специаль-ность |
Разряд |
Затрата времени, сек |
Оборудование, приспособле-ния, инструменты |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||||
|
Проверка деталей кроя |
||||||||||
|
|
Проверить детали кроя по количеству и качеству |
|
|
|
|
|||||
|
|
из основной ткани: |
|
|
|
|
|||||
|
1 |
Лиф (2дет) |
Р |
3 |
10 |
Стол, ножницы, лекала |
|||||
|
2 |
Подкладка лифа (2дет) |
Р |
3 |
10 |
Стол, ножницы, лекала |
|||||
|
3 |
Нижняя часть платья (1дет) |
Р |
3 |
21 |
Стол, ножницы, лекала |
|||||
|
4 |
Нижняя часть втачного пояса (1) |
Р |
3 |
7 |
Стол, ножницы, лекала |
|||||
|
5 |
Верхняя часть втачного пояса (1дет) |
Р |
3 |
7 |
Стол, ножницы, лекала |
|||||
|
6 |
Нижняя часть накладного пояса (1дет) |
Р |
3 |
8 |
Стол, ножницы, лекала |
|||||
|
7 |
Верхняя часть накладного пояса (1дет) |
Р |
3 |
8 |
Стол, ножницы, лекала |
|||||
|
|
Детали прокладки: |
|
|
|
|
|||||
|
8 |
Клеевая нижней части втачного пояса (1дет) |
Р |
3 |
2 |
Стол, ножницы, лекала |
|||||
|
Дублирование |
||||||||||
|
|
Продублировать детали кроя клеевой прокладкой |
|
|
|
|
|||||
|
9 |
Продублировать нижнюю часть втачного пояса клеевой прокладкой (1дет) |
У |
3 |
12 |
101+0081 «Макпи» |
|||||
|
Обработка подкладки лифа |
||||||||||
|
10 |
Намелить место расположения вытачек |
Р |
3 |
18 |
Стол, ножницы, мел, лекало |
|||||
|
11 |
Стачать вытачки |
М |
3 |
24 |
131-31-150 Орша |
|||||
|
12 |
Заутюжить вытачки |
У |
3 |
15 |
101+0081 «Макпи» |
|||||
|
Обработка лифа |
||||||||||
|
13 |
Заложить и закрепить складки машинной строчкой |
М |
3 |
48 |
131-31-150 Орша |
|||||
|
14 |
Проверить деталь лифа по лекалу |
Р |
3 |
12 |
Лекало |
|||||
|
Обтачивание лифа |
||||||||||
|
15 |
Обтачать лиф |
М |
3 |
86 |
131-31-150 Орша |
|||||
|
16 |
Надсечь швы обтачивания |
Р |
2 |
25 |
Ножницы |
|||||
|
17 |
Вывернуть лиф |
Р |
1 |
15 |
Колышек |
|||||
|
18 |
Приутюжить шов обтачивания |
У |
3 |
50 |
101+0081 «Макпи» |
|||||
|
Обработка накладного пояса |
||||||||||
|
19 |
Заложить и закрепить складки на верхней части накладного пояса машинной строчкой |
М |
3 |
42 |
131-31-150 Орша |
|||||
|
20 |
Проверить деталь пояса по лекалу |
Р |
3 |
10 |
Лекало |
|||||
|
21 |
Наметить линию обтачивания накладного пояса |
Р |
3 |
21 |
Мел, лекало |
|||||
|
22 |
Закрепить крючки по среднему срезу |
М |
3 |
30 |
131-31-150 Орша |
|||||
|
23 |
Обтачать пояс, оставляя отверстие для выворачивания |
М |
3 |
75 |
131-31-150 Орша |
|||||
|
24 |
Высечь углы |
Р |
2 |
18 |
Ножницы |
|||||
|
25 |
Вывернуть пояс |
Р |
1 |
10 |
Колышек |
|||||
|
26 |
Закрепить отверстие для выворачивания потайными стежками |
СМ |
3 |
18 |
426 |
|||||
|
27 |
Приутюжить швы обтачивания |
У |
3 |
45 |
101+0081 «Макпи» |
|||||
|
Монтаж |
||||||||||
|
28 |
Намелить линии втачивания лифа и бретелей |
Р |
3 |
18 |
Мел, лекало |
|||||
|
29 |
Втачать лиф между верхней и нижней частями втачного пояса |
М |
5 |
56 |
131-31-150 Орша |
|||||
|
30 |
Вывернуть пояс |
Р |
1 |
10 |
Колышек |
|||||
|
31 |
Притачать верхнюю часть втачного пояса к нижней части платья |
М |
5 |
92 |
131-31-150 Орша |
|||||
|
32 |
Обметать средние срезы нижней части платья |
СМ |
3 |
35 |
AZ6003H-05DF |
|||||
|
33 |
Втачать потайную тесьму-молнию в средний шов спинки |
М |
4 |
60 |
131-31-150 Орша |
|||||
|
34 |
Стачать средний срез спинки |
М |
3 |
48 |
131-31-150 Орша |
|||||
|
35 |
Разутюжить средний шов спинки |
У |
3 |
30 |
101+0081 «Макпи» |
|||||
|
36 |
Настрочить нижнюю часть пояса по среднему и нижнему срезам швом вподгибку |
М |
4 |
104 |
131-31-150 Орша |
|||||
|
37 |
Намелить линию осноровки низа изделия, осноровить |
Р |
5 |
60 |
Мел, лекало, ножницы |
|||||
|
38 |
Проложить зигзагообразную строчку |
М |
4 |
110 |
285 |
Подрезать припуск до зигзагообразной строчки |
Р |
3 |
85 |
Ножницы |
|
40 |
Приутюжить шов подгибки низа |
У |
3 |
65 |
101+0081 «Макпи» |
|||||
|
Отделка |
||||||||||
|
41 |
Вычистить изделие от производственного мусора |
Р |
2 |
30 |
Щетка |
|||||
|
42 |
Отутюжить изделие в готовом виде |
У |
5 |
170 |
101+0081 «Макпи» |
|||||
|
43 |
Замаркировать изделие |
Р |
2 |
40 |
Пистолет для пристрелива-ния маркировки |
|||||
|
44 |
Упаковать изделие |
Р |
2 |
40 |
|
|||||