Материал: Проект модернизации механизма резания фрезернопильного обрезного станка мод Ц2Д1Ф
Проект модернизации механизма резания фрезернопильного обрезного станка мод Ц2Д1Ф
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
. АНАЛИЗ КОНСТРУКЦИИ И ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА
. АНАЛИЗ СТАНКОВ АНАЛОГИЧНОГО ОБОРУДОВАНИЯ
.1 Фрезерно-обрезной станок Ц3Д-7Ф
.2 Фрезерно-обрезной станок Ц2Д-5АФ
. РАСЧЕТЫ РЕЖИМОВ РЕЗАНИЯ
.1 Кинематические параметры процесса резания
.2 Мощность и силы резания при попутном пилении пилами
.3 Расчет режимов попутного пиления
.3.1 Определение скорости резания
.3.2 Определение скорости подачи
.4 Пример расчета сил и мощности при попутном пилении
.5 Мощность и силы резания при попутном фрезеровании
.5.1 Касательные силы резания. Мощность резания
.5.2 Расчет режимов попутного фрезерования
.6 Расчет шпинделя на кручение и изгиб
. ОБЗОР ПЕРЕДАЧИ ВИНТ-ГАЙКА
.1 Передача винт-гайка качения
. РАСЧЕТ И ПРОЕКТИРОВАНИЕ ВИНТОВОЙ ПЕРЕДАЧИ КАЧЕНИЯ
ЗАКЛЮЧЕНИЕ
СПИСОК
ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ВВЕДЕНИЕ
Древесина − сырье, которое не утратило свое значение. При этом этот ресурс хоть и относится к возобновляемым, но обновление лесов не успевает за тем, с какой скоростью они потребляются. Ситуацию осложняет большое количество древесных отходов, которые образуются при спиле и обработке леса и представляют собой различные части дерева. По некоторым подсчетам величина побочных продуктов достигает 50 %. Точная цифра зависит от вида конечной продукции, получаемой из дерева, и определяется как соотношение объема отходов к первоначальному количеству сырья.
Лесопиление − одна из ведущих подотраслей деревообрабатывающей промышленности. Пиломатериалы широко используются в промышленном и жилищном строительстве, при ремонте зданий и сооружений, в производстве мебели и тары, машиностроении и других сферах.
Основные типы оборудования для продольного раскроя круглого леса, используемые в мировой практике:
лесопильные рамы;
круглопильные станки;
ленточнопильные станки;
фрезерно-пильное оборудование.
За прошедшие десятки лет произошли коренные изменения в областях: технология, оборудование и системы управления лесопильной промышленности.
Вместо лесопильных рам в современных процессах лесопиления используется фрезерное, фрезерно-ленточнопильное и фрезерно-круглопильное бревнопильное оборудование, превышающее в несколько раз большую производительность, чем лесопильные рамы.
В начале 70-х годов в нашей стране и за рубежом был предложен метод переработки бревен на пиломатериалы и технологическую щепу. В основу нового метода был заложен принцип совмещения по времени и в пространстве выполнения на одном агрегате всех технологических операций формирования сечения пиломатериалов и выработки технологической щепы, которые ранее производились на нескольких станках традиционного лесопильного потока. Оборудование, на котором выполняются эти технологические операции, называют фрезерно-пильным, исходя из наименования двух основных (обычно совмещенных) операций − фрезерования и пиления, характеризующих процесс механической обработки.
По сложившейся в отечественном лесопилении терминологии все фрезерно-пильное оборудование делят на четыре вида: фрезерно-пильные агрегаты, фрезерно-пильные, фрезерно-брусующие и фрезерно-обрезные станки, их названия отражают как технологическое назначение, так и уровень концентрации операций, выполняемых на них. Наивысший уровень концентрации операций характерен для фрезерно-пильных агрегатов.
На базе фрезерно-пильного оборудования в отечественном лесопилении созданы три типа линий для переработки круглых лесоматериалов на пиломатериалы и технологическую щепу: агрегатной переработки бревен (ЛАПБ); фрезерно-пильные (ЛФП); фрезерно-брусующие (ЛФБ). Для обработки боковых необрезных досок на базе фрезерно-обрезных станков разработаны линии обрезки досок (ЛОД). Они нашли широкое применение как в потоках с фрезерно-пильным оборудованием, так и в традиционных потоках на базе лесопильных рам.
Лесопиление на агрегатном оборудовании широко применяется при операциях формирования поперечного сечения пиломатериалов во время обработки круглого пиловочника. В качестве режущего инструмента в станках и линиях этого оборудования используются фрезы и круглые пилы.
В результате такой «фрезерно-пильной» обработки получаются обрезные доски и технологическая щепа разных фракций (с помощью контрножа регулируются размеры получаемой щепы). В дальнейшем эта щепа может использоваться в разных целях. Например, для целлюлозно-бумажного производства; использования в качестве топлива; производства арболита, ДСП, ДВП, декоративной щепы и т.д.
Применение фрезерно-обрезного станки позволяет
увеличить на 10 - 12 % выход кондиционной щепы по сравнению с рубительными
машинами за счет исключения крупной фракции. Тем самым увеличивается полезное
использование общего объема изначального сырья (древесины).
. АНАЛИЗ КОНСТРУКЦИИ И
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА
Так как на деревообрабатывающих предприятиях увеличилось поступление заказов на пиломатериалы определенного сечения и качества обрабатываемой поверхности, появилась нужда в проектировании узкоспециализированных обрезных станков отвечающих данным требованиям. Применение таких станков в производстве несет экономическую выгоду, т.к. они выполняют основной объем работ и исключают время на перенастройку.
Обязательным оборудованием лесопильного производства являются обрезные станки. Они служат для опиливания кромок необрезных досок и устанавливаются после головного лесопильного оборудования. В основном это проходные двухпильные станки, у которых одна или обе пилы подвижные - для ручной или автоматической настройки на оптимальную ширину доски. Разновидностью обрезных станков являются фрезерно-обрезные, на которых отпиливаемые рейки измельчаются фрезами на щепу. Часто обрезные станки делают многопильными, для того чтобы совмещать обрезку досок с продольным раскроем.
Следующим поколением станков стали оптимизационные обрезные станки. Они отличаются от обычных обрезных станков наличием системы сканирования необрезной доски (рисунок 1.1). По результатам измерений ширины, длины и толщины досок выбирается оптимальная программа пиления, т. е. постав пил и скорость подачи досок.
Переработка горбыля на необрезные и обрезные
доски выполняется путем пиления и/или фрезерования обзольной части горбыля с
получением щепы. Горбыльные станки могут быть оснащены вертикальными круглыми
пилами (ребровые станки), или горизонтальными круглыми или ленточными пилами, а
также комбинацией фрез и пил.
Рисунок 1.1 - Схема работы оптимизационного
обрезного станка
В этом станке горбыль широкой пластью поджимается к направляющей роликовой опоре и подается на пилу с помощью подпружиненных зубчатых дисков.
Вологодский завод «Северный коммунар» выпускал двухпильный станок для горбыля ГПС-250 с наклонной пильной кареткой, которая позволяет получать из горбыля доски прямоугольного сечения.
Существуют станки с горизонтальными пилами, в которых горбыль ориентируется широкой пластью вниз. Турецкий станок HYM-400 оснащен четырьмя горизонтальными пилами (двухвальный принцип работы), что позволяет выпиливать на нем из горбыля за один проход две доски шириной до 400 мм.
Фрезерно-обрезной станок Ц2Д-1Ф предназначен для обрезки необрезных досок и переработки обзольной части в щепу. В станке имеется механизм резания, который состоит из двух одинаковых по конструкции фрезерно-пильных суппортов пинольного типа, симметрично расположенных относительно оси просвета станка. На суппортах закреплены режущие головки с торцово-коническими фрезами и зачистными пилами. Суппорты представляют собой полые валы с закрепленными на них режущими головками в подвижных цилиндрических пинолях, смонтированных в радиально-упорных шарикоподшипниках. При помощи гидропозиционеров осуществляется перемещение головок на размер обработки. Данные гидропозиционеры позволяют изменять расстояние между режущими головками от 60 до 300 мм, в зависимости от того, какую команду задает оператор на пульте управления. Приводом режущих головок являются электродвигатели, вращение передается через повышающие клиноременные передачи, ведомый шкив которых смонтирован консольно и передает крутящий момент режущим головкам через шлицевой вал, входящий в жестко посаженную втулку полого вала.
В качестве механизма подачи используются четыре пары вальцов смонтированные консольно: первые две пары вальцов стоят перед фрезерно-пильным механизмом, а другие после. Все нижние вальцы выполнены приводными и на их поверхности присутствуют рифления, для лучшего сцепления с заготовками, а верхние вальцы меньшего диаметра чем нижние и выполнены неприводными, прижимными. Прижим верхних вальцов осуществляется пружинами сжатия, для регулировки усилия прижима откручивают или закручивают регулировочные гайки. Вальцы выполнены попарно и каждая пара из них выполнена так, что нижний валец выступает на определенное расстояние от верхнего вальца. Это сделано для того, чтобы облегчить самовозбегание прижимного вальцы на заготовку.
Пара передних подающих вальцов приводится в
движение асинхронным двигателем при помощи клиноременных передач и червячных
редукторов. Вращение от червячных редукторов на подающие вальцы передается
посредством шлицевых втулок, соединяющих шлицевые концы валов вальцов и
червячных редукторов. Точно также происходит передача вращения задней пары
подающих вальцов. На станке фиксированная скорость подачи равная 147 м/мин, это
обусловлено тем, что технологическая щепа должна быть определенных параметров
(Sz = 22,5 мм). Техническая характеристика станка представлена в таблице 1.1.
Кинематическая схема станка Ц2Д-1Ф представлена на рисунке 1.2.
Таблица 1.1 - Техническая характеристика станка Ц2Д-1Ф
|
Наименование параметра |
Величина |
|
Просвет станка, мм |
630 |
|
Толщина обрабатываемого пиломатериала, мм |
13…32 |
|
Длина обрабатываемого пиломатериала, мм |
1850…7500 |
|
Наибольшая односторонняя кривизна обрабатываемых необрезных пиломатериалов, % |
2 |
|
Ширина чистообрезного пиломатериала, мм |
75…300 |
|
Расчетная производительность станка, досок/мин (не менее) |
12 |
|
Скорость подачи пиломатериала м/мин. |
150 |
|
Количество фрезерных головок, шт, из них подвижных, шт |
2 2 |
|
Наибольшая ширина фрезерования одной головкой, мм |
165 |
|
Наибольший диаметр конической фрезы, мм |
560 |
|
Диаметр пил, мм |
450 |
|
Время установки фрезерных головок на размер, сек |
не более 2 |
|
Норма обслуживания, чел |
1 |
|
Габариты станка, мм Длина×Ширина×Высота |
2520×2614 ×1285 |
|
Масса станка с электро- и гидрооборудованием, кг |
4735 |
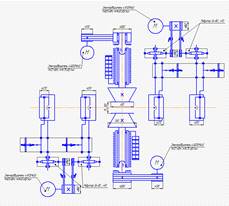
Рисунок 1.2 - Кинематическая схема станка Ц2Д-1Ф
2. АНАЛИЗ СТАНКОВ АНАЛОГИЧНОГО ОБОРУДОВАНИЯ
.1 Фрезерно-обрезной станок Ц3Д-7Ф
Фрезерно-обрезной станок модели Ц3Д-7Ф состоит из станины, вальцового механизма подачи и механизма резания. Вальцы приводятся в движение электродвигателем через клиноременную передачу и редукторные коробки с коническими и цилиндрическими шестернями в исходном положении вальцы подняты. При подаче пиломатериалов в зону фотоэлектрического датчика, закрепленного на передней стенке станка, во время обработки вальцы их поочередно прижимают.
Механизм резания состоит из двух суппортов: левого, условно неподвижного, перемещаемого с помощью винтового механизма вручную при переходе досок на обработку шириной более 300 мм, и правого, подвижного, перемещаемого позиционером, которым управляют с пульта нажатием кнопки нужного размера.
На суппортах, в подшипниках качения, установлены два вала, на концах которых закреплены фрезерные головки. Каждая головка состоит из набора цилиндрических фрез и подрезной пили или конической фрезы и пилы. Фрезерные головки приводятся в действие электродвигателем через клиноременную передачу и шлицевой вал. Для раскроя досок шириной более 300 мм устанавливают делительную пилу. На суппортах перед фрезерными головками для подпора древесины установлены контрножи.
При обработке необрезной доски пилы подрезают а резцы фрезерной головки перерабатывают отпиливаемые сбеговые части необрезной доски на технологическую щепу.
Станок предназначен для установки в потоках средне- и широкопросветными лесопильными рамами.
Во фрезерно-обрезных станках модели Ц3Д-7Ф применяют режущий инструмент с цилиндрическими и торцово-коническими фрезами.
.2 Фрезерно-обрезной станок Ц2Д-5АФ
Фрезерно-обрезной станок Ц2Д-5АФ создан на базе обрезного станка Ц2Д-5А и предназначен для одновременного получения обрезных пиломатериалов и технологической щепы для ЦБП.
Станок Ц2Д-5АФ состоит из подвижной каретки,
перемещающейся по цилиндрическим направляющим, неподвижной каретки, на которых
установлены торцово-конические фрезы с зачистными пилами. В процессе обработки
доска перемещается по подвижному и неподвижному столам, снабженным
направляющими линейками и ножами. Направляющие ножи выступают над поверхностью
стола на 3 мм и удерживают доску от перебазирования. Техническая характеристика
станка представлена в таблице 2.1.
Таблица 2.1 - Техническая характеристика станка Ц2Д-5АФ
|
Наименование параметра |
Величина |
|
Просвет станка, мм |
480 |
|
Толщина обрабатываемого пиломатериала, мм |
13…32 |
|
Длина обрабатываемого пиломатериала, мм |
1500…7500 |
|
Наибольшая односторонняя кривизна обрабатываемых необрезных пиломатериалов, % |
2 |
|
Ширина чистообрезного пиломатериала, мм |
60…200 |
|
Расчетная производительность станка, досок/мин (не менее) |
12 |
|
Скорость подачи пиломатериала м/мин. |
80; 120; 150 |
|
Количество фрезерных головок, шт, из них подвижных, шт |
2 2 |
|
Наибольший диаметр конической фрезы, мм |
520 |
|
Диаметр пил, мм |
260-315 |
|
Время установки фрезерных головок на размер, сек |
не более 2 |
|
Норма обслуживания, чел |
1 |
|
Габариты станка, мм Длина Ширина Высота |
1940 1735 1400 |
|
Масса станка с электро-и гидрооборудованием, кг |
2800 |
Верхние подающие вальцы снабжены дополнительными грузами путем заливки их внутренней полости бетоном. Гидроцилиндр перемещения подвижной каретки вынесен из внутренней части станка наружу. В зоне резания установлены подпружиненные прижимы. Исключающие вибрацию в процессе обработки. Остальные узлы использованы без изменений.