Материал: Проект ленточного конвейера наклонно-горизонтального типа
Проект ленточного конвейера наклонно-горизонтального типа
Содержание
Задание на курсовой проект
Введение
. Описание устройства конвейера
. Расчет ленточного конвейера
. Кинематический расчет
. Выбор электродвигателя
. Выбор редуктора
. Расчет на прочность вала приводного барабана
. Расчет вала приводного барабана на усталость
Список литературы
Задание на курсовой проект
Спроектировать ленточный конвейер наклонно-горизонтального типа для транспортировки сыпучего материала.
Исходные данные представлены в таблице 1. Схема конвейера представлена на
рисунке 1.
Таблица 1
Исходные данные
|
Вариант |
Транспортируемый материал |
Производит. транспортера, т/ч |
Плотность материала, т/м3 |
Горизонтальная длина участков, м |
Угол наклонной части транспортера, рад |
Скорость транспортирования материала, м/с |
|
|
|
|
|
|
L1 |
L2 |
|
|
|
1 |
Песок влажный |
200 |
2,1 |
20 |
40 |
π/9 |
2,8 |
|
2 |
Цемент |
250 |
1,3 |
22 |
38 |
π/10 |
0,9 |
|
3 |
Кокс |
300 |
0,5 |
22 |
40 |
π/10 |
1,4 |
|
4 |
Песок сухой |
350 |
1,4 |
20 |
38 |
π/12 |
2,4 |
|
5 |
Уголь рядовой |
400 |
0,9 |
12 |
32 |
π/12 |
1,6 |
|
6 |
Глина сухая |
200 |
1,4 |
20 |
48 |
π/12 |
|
|
7 |
Земля формовочная |
250 |
1,5 |
18 |
45 |
π/10 |
1,8 |
|
8 |
Камень дробленый |
300 |
1,8 |
10 |
35 |
π/12 |
2,5 |
|
9 |
Руда железная |
350 |
2,4 |
18 |
34 |
π/16 |
2,2 |
|
10 |
Зерно |
400 |
0,8 |
15 |
40 |
π/18 |
2,0 |
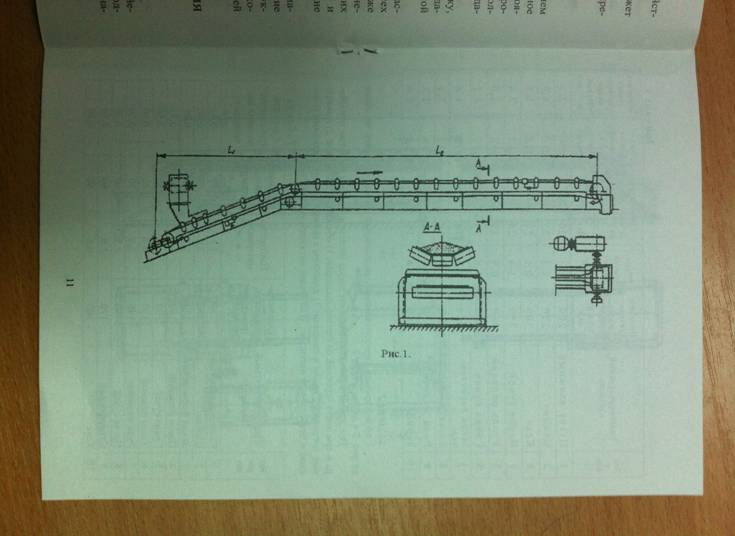
Рисунок 1 - Схема конвейера
Введение
Основной задачей развития промышленности является обеспечение снижения затрат на производство. С этой целью на заводах стали большими объёмами проводить реконструкции и в ремонтных организациях начали применять эффективные средства механизации ремонтных работ, которые решают две основные задачи - освобождение рабочих от тяжелого физического труда и сокращение продолжительности ремонтных простоев агрегатов. Так, для механизации ремонтных работ конвейеров используют комплексы специализированных ремонтных машин, облегчающих выполнение ранее трудоемких ручных операций. При капитальных ремонтах не только заменяют изношенные элементы, но и проводят реконструкцию агрегата с целью увеличения производительности и улучшения других технико-экономических показателей.
Машины, механизмы и приспособления необходимо правильно эксплуатировать,
постоянно поддерживать в рабочем состоянии, своевременно ремонтировать. Эти
требования особенно актуальны в настоящее время, потому что непрерывно
повышается технический уровень машин и внедряются новые прогрессивные
технологические режимы. Основной обязанностью ремонтного персонала предприятий
является борьба с износом, как главной причиной потерь производительности и
мощности оборудования. Нарастающий износ деталей и сборочных единиц неизбежно
вызывает постепенное снижение точности работы и, как следствие, ухудшение
качества выпускаемой продукции. Повышение качества и снижение стоимости ремонта
оборудования путем более широкого внедрения новых, надёжных, дешевых,
конструкций и технологий.
1. Описание устройства конвейера
Основной частью роликовой опоры является ролик, изготовленный из стальной трубы вращающейся на шарикоподшипниках. Оси роликов устанавливаются в роликоопоры (кронштейны). Очень важное значение в роликах имеет уплотнение, предохраняющее шарикоподшипники от загрязнения пылью. Практика показала, что основной причиной повышенного расходования энергии и преждевременного износа ленты является неудовлетворительное состояние опорных роликов вследствие забивания шарикоподшипников пылью, а также на данном участке цеха происходит значительный расход поддерживающих роликов из-за раннего износа поверхности.
Предлагаемая роликовая опора должна заменить старую на холостой ветви конвейера, поддерживая ленту не давая ей провиснуть под своим весом до пола.
Предлагаемая для замены роликовая опора состоит из катков, оси, натяжной гайки, кронштейна для крепления роликовой опоры к раме конвейера.
Лента, двигаясь под конвейером в сторону натяжного барабана поддерживается катками из полиамида, данные катки обладают минимальным коэффициентом трения, как по поверхности наружной, так и внутренней поверхности соприкасающаяся с металлом оси. Ось, расположенная в роликовой опоре натянута, натяжка оси способствует распределить нагрузки от движения, веса, транспортёрной ленты по каткам роликовой опоры, натяжка оси не даёт прогиб осевой, что способствует лёгкому вращению катков.
Смысл замены существующего ролика является агрессивная среда, в которой работает ролик на КПМ-2, при подаче кокса конвейерами на ленте в большей своей части на рабочей поверхности остаются частицы коксовой пыли. На конвейерах предусмотрено устройство по снятию кокса и пыли с рабочей поверхности резиновыми скребками. Скребок состоит из трёх слоёв клееной резиновой ленты, при увеличении слоёв скребка создаётся неблагоприятная работа рабочего слоя транспортёрной ленты, происходит быстрое изнашивание ленты и частой ёё замены, что ведет к значительному удорожанию готовой продукции. По мере износа резинового скребка, который крепится на раме, подтягивается к ленте с помощью винт, гайка. При такой очистке фактически невозможно снять все частицы коксовой пыли, при этом происходит налипание пыли на поверхности поддерживающих роликов. В таких условиях работы ролик не выдерживает заданных характеристик и долговременной работы, что приводит к частой замене поддерживающего ролика, по причине раннего износа поверхности ролика (бочки).
Предлагаю данный ролик заменить на поддерживающий ролик катки которого изготовлены из полиамида, при работе данного ролика достигается более продолжительная работа, простота сборки, постепенная замена изношенных катков, отсутствие подшипникового узла, что является слабым местом существующего ролика, по причине не возможного достижения чистоты в подшипниковом узле.
Катки из полиамида. Общим для углепластиков является высокое содержание порошковых углеродных наполнителей и смол горячего отверждения, высокую износостойкость углепластикам придает порошок нефтяного кокса, являющийся основным наполнителем. Результаты исследования и эксплуатации показали, что наиболее перспективны подшипники из углепластиков для работы без смазки, в воздухе, запыленном цементом, угольной и другой пылью, в сточных водах промышленных предприятий, в морской воде.
. Расчет ленточного конвейера
Конвейер предназначен для транспортирования угля в приемный бункер. Конвейер установлен в не отапливаемом помещении с температурой окружающей среды от -2 до +25 °С.
Плановая средняя массовая производительность конвейера Qm = 400 т/ч
Коэффициенты использования конвейера по времени:
в сутки.
в
год
По табл. 2.1 определяем, что эти значения коэффициентов соответствуют классу В4, использования конвейера по времени.
Определяем
коэффициент средней нагрузки на ленту (производительности) по формуле.
Конвейер будет работать в тяжелом режиме (Т) и в средних производственных условиях (С). Устанавливаем, что транспортируемый груз - среднекусковой камень - соответствует группам среднекускового груза, средней плотности и средней подвижности, группа абразивности D.
Принято в соответствии с заданием расчетный коэффициент рабочего использования конвейера по времени kt = 0,9; общий коэффициент готовности kr = 0,96; коэффициент неравномерности загрузки kн = 1,2.
На основании данных табл. 4.41 и расчетной объемной производительности предполагаем, что лента должна иметь ширину в пределах 800-1000 мм. Тогда по табл. 4.39 принимаем скорость движения ленты v = 1,0 м/с. Принимаем желобчатый профиль сечения рабочей ветви ленты, опирающейся на трехроликовую желобчатую роликоопору с углом желобчатости аж = 20°. По кусковатости груза, в соответствии с табл. 4.44, ширина ленты должна быть не менее 650 мм.
По
формуле (4.2) ширина ленты.

![]()
Принято
из табл. 4.42 для аж = 20° и груза средней подвижности с ![]() 1= 15° и kn = 470,
1= 15° и kn = 470, ![]()
По
табл. 4.43 для груза средней подвижности и, ![]()
Принимаем ширину ленты В = 800 мм.
По
табл. 4.41 при скорости v= 1 м/с и ![]() имеем
производительность Qv = 400 м3/ч.
имеем
производительность Qv = 400 м3/ч.
Для наших условий следовательно выбранные параметры обеспечивают заданную производительность.
Устанавливаем
на конвейере резинотканевую ленту общего назначения, типа 2Р по ГОСТ 20-76. По
табл. 4.50 и 4.51 выбираем роликоопоры с роликами диаметром 127 мм общего
исполнения. Диаметр оси и подшипник выбираем из табл. 4.52. По табл. 4.53
выбираем расстояния между роликоопорами L![]() - 1,3 м, L
- 1,3 м, L![]() = 2,6 м.
= 2,6 м.
В зоне загрузки устанавливаем четыре амортизирующие роликоопоры на расстоянии 350 мм друг от друга.
Погонная
нагрузка вращающихся частей роликоопор определяется по чертежам или по
приближенным формулам.
для
q![]() =q
=q![]() =
=![]()
![]()
для
q![]() = q
= q![]() =
=![]()
масса
груза на 1м длины ленты.
q![]()
![]() =
=![]()
![]()
где
![]() - коэффициент, учитывающий дополнительные
сопротивления движению ленты по роликам, барабану, в местах загрузки,
выбирается в зависимости от длины конвейера - (2,5);
- коэффициент, учитывающий дополнительные
сопротивления движению ленты по роликам, барабану, в местах загрузки,
выбирается в зависимости от длины конвейера - (2,5);
![]() -
коэффициент, сопротивлению движению ленты по роликоопорам и барабанам - (0,04);
(табл. 4,70)
-
коэффициент, сопротивлению движению ленты по роликоопорам и барабанам - (0,04);
(табл. 4,70)
![]() - масса
груза, приходящаяся на 1 м длины ленты - (28), кг/м;
- масса
груза, приходящаяся на 1 м длины ленты - (28), кг/м;
gл.ср - средняя линейная нагрузка от массы ленты, численно равная среднему значению массы ленты, определяю в зависимости от ширины и типа ленты, для резинотканевой при ширине ленты 800мм - (14),кг/м;
Н = 1-горизонтальный конвейер,
L-длина конвейера - (60 м).
![]() и
и ![]() - линейные нагрузки определяются по формулам
- линейные нагрузки определяются по формулам
![]()
где
![]() и
и ![]() - масса
вращающихся частей одной роликоопоры соответственно верхней и нижней,
определяется в зависимости от насыпной плотности груза
- масса
вращающихся частей одной роликоопоры соответственно верхней и нижней,
определяется в зависимости от насыпной плотности груза ![]() (17,9; 19) кг.
(17,9; 19) кг.
![]() и
и ![]() - расстояния между роликоопрами соответственно верхней
и нижней ветви ленты (шаг роликоопор).
- расстояния между роликоопрами соответственно верхней
и нижней ветви ленты (шаг роликоопор).
В
зависимости от ширины ленты выбираю расстояние между роликами на верхней ветви ![]() =1,3 м; на нижней принимаю
=1,3 м; на нижней принимаю ![]() = 2,6
= 2,6![]() , м.
, м.
![]() , даН/м
=137Н/м ;
, даН/м
=137Н/м ;
![]() , даН/м =
73,Н/м;
, даН/м =
73,Н/м;
![]() , даН =
4900, Н;
, даН =
4900, Н;
По табл. 4.70 принят коэффициент сопротивления для средних производственных условий w = 0,03; по рис. 4.27 коэффициент Кд = 2,5.
По
формуле (4.39) определяем мощность приводного электродвигателя
N=![]()
Принято: к3 = 1,15 и η = 0,87
Принимаем:
короткозамкнутый электродвигатель типа 4 А 132 S 4 УЗ, мощность
7,5 кВт; 1455 об/мин. На конвейере устанавливаем однобарабанный привод с углом
обхвата барабана лентой а = 240°, с отклоняющим роликом, барабан футерован
прорезиненной лентой без обкладки; коэффициент трения ленты по барабану при
средних производственных и влажных атмосферных условиях μ = 0,30.
В
соответствии с этим по табл. 4.73 имеет место фактор сцепления е![]() = 3,52 и член ема/(ем'а-
l) = 1,4.
= 3,52 и член ема/(ем'а-
l) = 1,4.
Отсюда
расчетное натяжение ленты
Sh![]() =
= Н
Н