Материал: Повышение стойкости режущих инструментов кожевенно-меховых производств
Повышение стойкости режущих инструментов кожевенно-меховых производств
Реферат
Работа содержит 116 страниц, 40 рисунков, 6 таблиц, 30 использованных источников, 4 приложения.
РЕЖУЩИЙ ИНСТРУМЕНТ, КОЖЕВЕННО-МЕХОВОЕ ПРОИЗВОДСТВО, ИОННО-ПЛАЗМЕННАЯ КОНДЕНСАЦИЯ, ВЛИЯНИЕ ТЕХНОЛОГИИ, ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ДЛЯ ОПЫТНО-ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА, УВЕЛИЧЕНИЕ СРОКА СЛУЖБЫ, ЭКОНОМИЧЕСКИЙ ЭФФЕКТ.
Целью данной работы является проведение исследований по повышению стойкости режущих инструментов кожевенно-меховых производств, определение оптимальных режимов и разработка технологии реализации. режущий инструмент плазменный нанотехнология
В результате проведенной работы разработан технологический процесс
ионно-плазменного нанесения покрытия нитрида титана с упрочняющей фазой на
режущий инструмент, используемый в кожевенно-меховом производстве, и на
металлорежущий инструмент. Стойкость инструментов повысилась в 2-3 раза. По
результатам работы подана заявка патентование полезной модели. Результаты
докладывались на 3 конференциях: XI Международной научно-практической
конференции "Нанотехнологии в промышленности", - Казань, 2010г.;
пятой Российской студенческой научно-технической конференции "Вакуумная
техника и технология", - Казань, 2011г.; VII международной научно-практической конференции
"Новые технологии и материалы легкой промышленности", - Казань,
2011г.
Содержание
Реферат
Введение
. Аналитический обзор
.1 Режущие инструменты используемые в кожевенно-меховых производствах
.2 Трение и износ режущих инструментов при обработке кожевенно-мехового сырья
1.3 Технологии повышения стойкости режущих инструментов и материалы для упрочнения
1.3.1 Основные технологические способы обработки поверхности режущих инструментов упрочняющими слоями
1.3.2 Основные требования к упрочняющим слоям
.3.3 Износостойкие покрытия упрочнения режущих инструментов
.3.4 Оборудование и технологии для нанесения плазменных, вакуумных покрытий
.4 Вывод по аналитическому обзору
. Выбор направления исследования
. Объекты и методы исследования
.1 Номенклатура и характеристики режущих инструментов используемые в кожевенно-меховых производствах
.2 Оборудование для нанесения покрытий
.3 Методика нанесения покрытий на инструменты
.4 Характеристика применяемых материалов
.5 Методики определения характеристик инструмента с покрытием
.6 Технология нанесения покрытий
. Результаты экспериментальных исследований и их обсуждение
.1 Исследование влияния параметров нанесения покрытия на характеристики режущих инструментов
.2 Характеристики нитридтитанового покрытия
.3 Технико-экономическое обоснование
Заключение
Список использованных источников
Приложение
Введение
В процессе работы режущего инструмента, основная нагрузка приходится на его рабочую поверхность, что, в конечном счете, приводит к частичному или полному износу последней. Актуальным является повышение стойкости или ресурса работы режущего инструмента и быстроизнашиваемых деталей технологического оборудования. При этом экономятся средства на изготовление новых деталей.
В кожевенно-меховом производстве рабочими органами большой группы машин кожевенного и мехового производства являются режущие инструменты, причем в себестоимости изделия доля затрат на инструменты может составлять 3-10%. Следовательно, один из путей снижения себестоимости продукции - повышение работоспособности режущего инструмента. Проблему повышения стойкости режущих инструментов можно решить, используя поверхностное упрочнение.
Существует ряд технологических способов обработки рабочей поверхности, направленных на ее упрочнение, наиболее прогрессивным и эффективным из которых является метод нанесения на поверхность инструмента покрытий из твердых соединений. Такие покрытия позволяют повысить стойкость режущего инструмента в 2 и более раза.
Целью данной работы является проведение исследований по повышению стойкости режущих инструментов кожевенно-меховых производств, и разработка технологии реализации.
В задачи работы входило:
o выбор и обоснование направления исследования;
o анализ и выбор номенклатуры режущих инструментов;
o выбор оборудования и материала для упрочнения;
o проведение экспериментальных исследований по определению режимов упрочнения и характеристик упрочняющих слоев;
o разработка технологии упрочнения режущих инструментов;
o проведение производственных испытании упрочненного инструмента;
o оценка экономических эффектов.
Основные положения и результаты, полученные в магистерской диссертационной работе докладывались и обсуждались на: научной сессии Казанского государственного технологического университета, 2010г.; VI международной научно-практической конференции "Новые технологии и материалы легкой промышленности", - Казань, 2010г.; XI Международной научно-практической конференции "Нанотехнологии в промышленности", - Казань, 2010г.; пятой Российской студенческой научно-технической конференции "Вакуумная техника и технология", - Казань, 2011 г.; VII международной научно-практической конференции " Новые технологии и материалы легкой промышленности", - Казань, 2011г.;
Основные результаты магистерской диссертационной работы опубликованы в 5
печатных работах.
1. Аналитический обзор
.1 Режущие инструменты используемые в кожевенно-меховых
производствах.
Кожевенное и меховое производство относится к одному из древнейших производств, освоенных человеком. Многие тысячелетия выделка кож и меха производилась вручную с применением простейших инструментов и приспособлении. Специальное технологическое оборудование стало применяться только во второй половине XIX в. С начала XX в. за рубежом появились первые кожевенные заводы, оснащенные машинами для механической обработки полуфабриката и аппаратами с механическим приводом. Один из проблем и кожевенного и мехового производства является быстрое изнашивание деталей машин. Это обычно приводит к замене деталей, а иногда даже машин. Как правило, все эти затраты сказываются на себестоимости выпускаемой продукции.
Рабочими органами большой группы машин кожевенного и мехового
производства являются также вращающиеся валы с винтовыми ножами. К таким
машинам относятся мездрильные, строгальные, волососгонно-чистильные, разводные,
отжимные, тянульные, разбивочные и др. Например, в кожевенно-меховом
производстве "Мелита" с такими ножами используется мездрильные машины
ММ-1625 и "Оздерсан"-1200, строгальная машина
"Кострой-1800", а кожевенное предприятие "Сафьян"
использует итальянские машины фирмы "Rizzi": мездрильная машина SG-3 с шириной рабочего прохода 2200 мм и строгальная машина
"RLA-1300". Машины с ножевым валом
используется и на предприятии ООО "Меховщик", это мездрильная машина
ММ-1625 и строгальная машина МСГ 600-3-КРЭ.
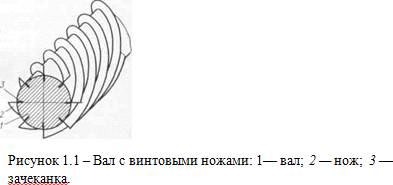
Ножевой вал представляет собой стальной сплошной цилиндр, установленный на подшипниках качения или скольжения. На поверхности цилиндра профрезерованы винтовые канавки прямоугольного сечения, в левой половине - правого направления, а в правой половине - левого. В винтовых канавках зачеканены мягким металлом (как правило, красной медью с лицевой стороны) спиральные ножи из металлической ленты (рис. 1.1). На стыках посередине вала ножи скругляют. Собранные валы тщательно балансируют.
В зависимости от назначения ножевые валы различаются числом ножей, их материалом, толщиной, формой рабочей кромки, углом подъема винтовой линии. На валу находятся обычно 8-16 левых и столько же правых ножей.
Ножи мездрильных и строгальных машин, предназначенных для резания материала, изготавливают из стальной холоднокатаной ленты: толщиной 2,5-4 мм для мездрильных машин и толщиной 1,5-2 мм для строгальных машин. Режущая кромка ножа должна быть достаточно твердой и износостойкой, в то время как сам нож должен быть достаточно вязким, нехрупким. Поэтому нож цементируется (науглероживается) с передней режущей стороны или с обеих сторон на глубину 0,15-0,25 мм и закаливается до твердости НР = 60-80. Иногда ножи изготавливают из двухслойной стали: передний режущий слой - из твердой износостойкой стали, а задний слой - из более мягкой и пластичной.
Угол подъема винтовой линии ножа является одним из его
важнейших параметров и выбирается в зависимости от назначения машины. Для
обработки полуфабриката резанием он берется меньше: 22-23° для строгания,
30-36° для мездрения, а для обработки фрикционным контактом берется большим -
от 42 до 75°. В зависимости от вида обработки полуфабриката винтовые ножи
изготавливаются по-разному (рис 1.2).
Рисунок 1.2 - Геометрия ножей и их взаимодействие с
полуфабрикатом при обработке на машинах: а - мездрильной; б - строгальной; в -
строгальной с наклонными ножами; г - волососгонно-чистильной; д - разводной
Строгание полуфабриката производится для получения кожи заданной толщины по всей площади и ровной, чистой бахтармяной поверхности. Обычно строгание осуществляется после дубления при влажности кожи 55-60%. При большей влажности кожа прилипает к прижимному валу, а стружка забивает ножи. При: небольшой влажности кожа сильно нагревается от трения ножей и может даже прижигаться. Кроме того, кожа с малой влажностью имеет повышенную жесткость, плохо расправляется на прижимном валу, вследствие чего возможны ее порубы.
При строгании, как и при всякой обработке винтовыми ножами, происходит растяжение полуфабриката, приводящее к увеличению площади и изменению физико-механических свойств, что проявляется и в коже. В этом состоит существенное отличие строгания кожи от выравнивания ее толщины ленточным ножом. После появления современных двоильно-ленточных машин, позволяющих получать кожу заданной толщины с точностью до 0,1 мм, делались попытки полностью исключить операцию строгания. Однако это привело к уменьшению выхода кож хромового дубления по площади и снижению ее прочности и тягучести. Поэтому для получения кожи высокого качества для верха обуви и увеличения ее выхода па площади строгание имеет большое значение.
К качеству резания при строгании предъявляют более высокие требования, чем при мездрении. Плохая балансировка ножевого вала, люфты в его подшипниках, вибрация и недостаточная жесткость станины, слабое крепление ножей в канавках ножевого вала и недостаточная их заточка приводят к таким дефектам, как "лестница" и "дробь" (волнистость поверхности полуфабриката), а также мелкие и сквозные порубы.
Ножи строгальных машин делают тоньше (1,5-2 мм) и затачивают их значительно чаще, чем ножи мездрильных машин, а для уменьшения рабочего угла резания угол подъема винтовой линии уменьшают до 23°. Для уменьшения угла заточки ножи в канавках ножевого вала иногда устанавливают с наклоном вперед до 35°. При этом угол заточки уменьшается с 90 до 55°, что значительно снижает окружное усилие резания и расход энергии, улучшает качество резания.
Один из быстроизнашиваемых ножей это - дисковый нож
мездрильной машины ДМ-3, которую использует ОАО "Мелита" и ООО
"Меховщик"
Рисунок 1.3 - Схема машины дисковой мездрильной ДМЗ-30
Машина дисковая мездрильная ДМЗ-30 (рис. 1.3) предназначена для
подмездривания, мездрения и строгания шкурок норки, кролика и морского зверя.
Машина состоит из литой чугунной станины l, выполненной в виде стойки, ножевой
головки 2, смонтированной на станине с возможностью поворота относительно
вертикальной оси, и элект-родвигателя 8, установленного на салазках в нижней
части станины. В головке в центрах 3 закреплен дисковый нож 4. Диаметр ножа
300-310 мм, толщина 2-2,5 мм. Нож приводится во вращение электродвигателем
через клиноременную передачу 5. Слева и справа от плоскости ножа установлены
ограничители - губки 11. Положение губок относительно режущей кромки ножа
регулируется с помощью винтов 12. Взаимное положение ножа и губок показано на
рис. 1.4 а, геометрические параметры ножа - на рис. 1.4, б.
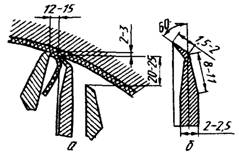
Рисунок 1.4 - Взаимное положение ножа и губок в машине
дисковой мездрильной ДМЗ-30
Губки обеспечивают правильное взаимодействие ножа с обрабатываемой шкурой, снижают возможность повреждения последней при ее перемещении по лезвию ножа. Левая губка имеет наклонные пазы для выравнивания обрабатываемой шкурки, правая поддерживает шкурку и защищает руки рабочего от порезов.
Для двоения кожи используется ленточные ножи. Машины с такими ножами использует "Сафьян", это - итальянская двоильно-ленточная машина SR с шириной рабочего прохода 1800 фирмы Rizzi.
Распиливание полуфабриката ножом, выполняемое на двоильно-ленточных машинах, является одним из важнейших технологических процессов кожевенного производства.
Основная цель этой операции - уменьшение и выравнивание толщины материала или получение одного или нескольких слоев материала заданной толщины. Дополнительная цель - получение спиленного слоя кожи (спилка), который может быть использован при выработке определенных видов изделий.
Кожевенный полуфабрикат в зависимости от технологии и назначения готовой кожи двоят на различных стадиях производства: в голье, после дубления или сухой полуфабрикат. Наиболее равномерная толщина кожи достигается при двоении сухого полуфабриката, а наименьшая - при двоении голья. Каждый из видов двоения имеет преимущества и недостатки.
Перед двоением голье подвергают золению, в результате чего оно набухает, т. е. получает так называемый нажор. Причем разные участки шкуры набухают в различной степени: плотные - меньше, рыхлые - больше. Поэтому после двоения голья получается полуфабрикат неравномерной толщины, так как толщина рыхлых участков после дальнейшей обработки (в том числе после снятия нажора) уменьшается в сравнении с толщиной других участков. Но при этом последующие операции жидкостной обработки полуфабриката ускоряются.
Для двоения полуфабриката применяются машины с непрерывно движущимся ленточным ножом. Машины широко используются на кожевенных заводах и меховых фабриках, так как при меньшем усилии резания обеспечивается хорошее качество поверхности полуфабриката по сравнению с другими способами резания.
Основным рабочим органом двоильно-ленточных машин является нож в виде бесконечной ленты. Режущая часть ножа обычно имеет форму несимметричного двустороннего клина, получающегося заточкой передней кромки ленты точильными шлифовальными кругами. В режущей части ножа различают следующие элементы: две наклонные плоскости (грани) и вершина (острие).
Значение отдельных элементов ножа в процессе резания видно из следующего: острие изменяется в наибольшей степени в связи с износом - затуплением и изгибанием, вследствие чего изменяется как мощность резания, так и характер обработки. Грани при этом остаются почти нетронутыми. Однако длина граней влияет как на быстроту износа острия, так и на механизм процесса резания, а следовательно, и характер и качество обработки. В зависимости от характера обработки ножи затачиваются по-разному (рис1.5).
Каждый элемент ножа выполняет определенные функции.
Режущая часть ножа должна обеспечить ориентировочное разрушение материала путем
его деформации. Деформация в начальном периоде резания характеризуется местным
сжатием материала острием под действием контактных напряжений. По мере
нарастания давления напряжение сжатия возрастает и в итоге достигает величины,
превосходящей напряжение разрушения,- материал разрушается. При этом основная
деформация сжатия концентрируется на небольшом участке материала. Чем меньше
этот участок, тем выше концентрация распределенных усилий сжатия и тем лучше
качество резания.