Материал: Патентное исследование с целью модернизации гидравлического экскаватора
Обратная лопата является наиболее универсальным рабочим оборудованием, обеспечивает высокую точность позиционирования ковша и обычно используются ковши, разгружающиеся опрокидыванием.
Известно рабочее оборудование одноковшового гидравлического экскаватора содержащее рукоять, на которой шарнирно установлен ковш. Ковш состоит из подвижной задней стенки, днища и боковых стенок. На подвижной задней части выполнены гнезда, в которые входят фиксаторы, установленные на боковых стенках ковша. Фиксирование задней стенки ковша позволяет избежать частичной разгрузки ковша от грунта при его разработке и таким образом повышается производительность экскаватора.
Известен гидравлический карьерный экскаватор обратная лопата RH 340, TEREX | О&K, ковш которого состоит из верхней части - задней стенки ковша, нижней - передней части ковша и боковых стенок. Ковш и составляющие его части выполнены сварными. Конструкция ковша снабжена такими упрочняющими элементами, как пластины из сверхпрочного материала для защиты внутренней и наружной поверхности задней и передней стенки; зубья, состоящие из адаптера и коронки из сверхпрочного материала, из такого же материала покрытие режущей кромки между зубьями и сверхпрочное покрытие боковых стенок ковша.
Но в процессе эксплуатации, особенно на грунтах IV и V категории, этого упрочнения бывает недостаточно, ковш служит не более полугода, происходит абразивный износ передней стенки и обламываются коронки зубьев.
В качестве прототипа выбран ковш гидравлического карьерного экскаватора (Кириллов К. "Ковши "обратная лопата" (Сменное рабочее оборудование гидравлических экскаваторов), ж. "Основные средства", 2008 г., №10"), состоящий из задней стенки, двух боковых стенок, передней стенки с козырьком и зубьев в виде адаптор - коронка. Все детали ковша соединены между собой сваркой. Ковш изготовлен из маркированной сертифицированной стали, которая раскраивается на современном аппарате газокислородной резки. На листогибочном станке придают соответствующую форму задней стенке ковша. Сварку ковша производят сварочными полуавтоматами. Используют вильчатые зубья, которые болтами крепят к режущей кромке, или коронки, надеваемые на адаптеры, приваренные к ковшу и зафиксированные специальным штифтом.
Длительность эксплуатации тяжелых ковшей карьерных экскаваторов зависит от технологии производства. На интенсивность износа рабочего оборудования (зубьев, коронок, режущей кромки ковша) влияют: свойства и структура поверхностного слоя металла (химический состав стали), взаимодействующего с обрабатываемым материалом; термоупрочнение (способы термообработки, способы формообразования, применяемые методы изготовления - поковка или литье); свойства обрабатываемого материала (твердость, прочность, размер частиц, степень однородности).
К недостаткам ковша-прототипа, части которого соединены сваркой, даже при выборе стали с оптимальными прочностными характеристиками, относятся: коробление изделия, возникающее при малой скорости сварки за счет большой зоны разогрева металла, локальная неоднородность шва и выгорание легирующих компонентов из сплавов в зоне сварки во время окислительных процессов. Это существенно снижает прочностные характеристики ковша, а учитывая вышеуказанные недостатки зубьев (адаптор - коронка), ковши часто выходят из строя.
Технической задачей предлагаемого изобретения является создание ковша гидравлического карьерного экскаватора, обладающего высокими прочностными характеристикам посредством применения оптимальных материалов и методов обработки, позволяющих сократить цикл изготовления, а также упрощение ремонта ковша.
Техническая задача решается посредством выполнения ковша карьерного гидравлического экскаватора в виде конструкции, содержащей заднюю и боковые стенки, а также переднюю стенку, на которой болтами закреплены зубья, литые из высокомарганцевой аустенитной стали; задняя стенка ковша выполнена цельнолитой с проушинами подвески ковша из стали высокой вязкости и прочности при низких температурах, снабжена фиксатором оси подвески ковша в виде цилиндрического стержня, верхняя часть которого выполнена в виде усеченного конуса, угол между образующими конуса и цилиндра ~ 15°. Боковые стенки выполнены из низколегированной стали для ответственных листовых конструкций, каждая боковая стенка снабжена парой накладок из высокомарганцевой аустенитной стали, установленных на торцах боковой поверхности.
Ковш, основные узлы которого, а именно передняя стенка и зубья, изготовлены цельнолитыми из высокомарганцевой аустенитной стали, а задняя стенка выполнена цельнолитой с проушинами из стали высокой вязкости и прочности при низких температурах, обладает высоким сопротивлением к абразивному износу в сочетании с пластичностью и прочностью. Цельнолитые конструкции задней и передней стенок, в отличии от известных аналогов, не подвергаются деформациям при сварке, следовательно, металл сохраняет свою структуру, что увеличивает долговечность ковша. Область наибольших напряжений ковша - это сварное соединение задней и передней стенок, поэтому выбраны стали, сварку которых можно проводить в широком диапазоне, в том числе и низких, температур, причем сварной шов на этих сталях не требует дополнительной термообработки (отпуска).
Использование низколегированной стали для ответственных листовых конструкций для боковых стенок позволяет получить качественное сварное соединение литосварной конструкции ковша, к которому предъявляются требования высокой вязкости и прочности. А использование накладок из высокомарганцевой аустенитной стали предохраняет от истирания боковые стенки.
В целом, конструкция ковша экскаватора, основные части которого выполнены литыми, а сварные соединения использованы минимально, по сравнению с известными аналогами, обладает большей жесткостью и менее подвержена деформациям, т.е. обладает большей прочностью и долговечностью.
Ковш подвергается износу при ударе и скольжении по породе практически по всей поверхности, а наибольшие усилия возникают на зубьях и режущей кромке, учитывая размеры и мощность ковшей карьерных экскаваторов, выполнение зубьев цельнолитыми и наличие накладок на боковых стенках упрощает ремонт и сокращает его сроки.
Выполнение задней стенки цельнолитой с проушинами подвески ковша позволяет получить жесткую конструкцию, снизить напряжение в точках соединения и обеспечивает соосность проушин, чего достаточно сложно добиться при их наваривании.
Выполнение верхней части фиксатора в виде усеченного конуса облегчает его установку в отверстие на задней стенке, а угол между образующими основания и верхней части фиксатора ~15° является оптимальным.
Таким образом, сочетание материалов и выполнение частей позволяют получить ковш гидравлического карьерного экскаватора, обладающего высокими прочностными характеристиками, что соответствует технической задаче.
На фиг.1 представлен ковш гидравлического карьерного
экскаватора вид сбоку. На фиг.2 - вид ковша (задняя стенка 3) сверху. На фиг.3
- фиксатор подвески ковша.
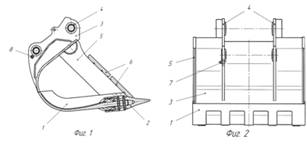
Ковш карьерного гидравлического экскаватора (фиг. 1,
фиг. 2) содержит цельнолитую переднюю стенку 1, на которой болтовым креплением
установлены цельнолитые зубья 2, и заднюю стенку 3, цельнолитую с проушинами
подвески ковша 4. Боковые стенки 5 сваркой соединены с передней 1 и задней 3
стенками, образуя жесткую сварно-литую конструкцию. Накладки 6 из
высокомарганцевой аустенитной стали установлены на торцах боковых стенок 5. На
задней стенке ковша 3 выполнен фиксатор 7, предохраняющий ковш от непроизвольного
вращения оси подвески ковша, в проушине подвески ковша 4 выполнено отверстие 8
для фиксатора 7. Фиксатор 7 устанавливают в отверстие 8 в процессе сборки
ковша.
Рабочий цикл карьерных гидравлических экскаваторов обратная лопата с независимым приводом стрелы, ковша и рукояти включает последовательно заглубление стрелы в котлован с одновременным позиционированием рукояти, загрузку ковша его поворотом относительно рукояти, выглубление стрелы с одновременным разворотом рукояти и поворотом ковша для предотвращения высыпания грунта. Далее поворот платформы с рабочим оборудованием, разгрузка ковша его поворотом относительно рукояти. При загрузке ковша его задняя 3 и передняя стенка 1 на режущей кромке, на которой установлены зубья 2, углубляются в породу и принимают удар от перекатывания крупных кусков породы по внутренней поверхности ковша, кроме того, происходит истирание внутренней поверхности ковша при скольжении породы во время разгрузки. Во время прохождения через породу, при загрузке, наружная поверхность передней стенки ковша 1 подвергается износу при ударе и скольжении. Применение цельнолитой передней стенки 1 и зубьев 2 из высокомарганцевой аустенитной стали, обладающей оптимальным сочетанием ударная вязкость - прочность, позволяет увеличить сопротивление ударному действию и истиранию, т.е. продлить срок службы ковша.
Наружные боковые стороны ковша 5 подвергаются износу при ударе об забой и скольжении по породе по внутренней и внешней поверхностям, причем концентрация напряжений на их торцах. Накладки 6 из высокомарганцевой аустенитной стали 6 защищают боковые поверхности 5, продлевают срок его эксплуатации, а возможность их замены упрощает ремонт ковша.
Формула изобретения
Ковш карьерного гидравлического экскаватора, содержащий переднюю стенку, на которой болтами закреплены зубья, заднюю и две боковые стенки, отличающийся тем, что передняя стенка и зубья выполнены литыми из высокомарганцевой аустенитной стали, задняя стенка выполнена цельнолитой с проушинами подвески ковша из стали высокой вязкости и прочности при низких температурах, снабжена фиксатором оси подвески ковша в виде цилиндрического стержня, верхняя часть которого выполнена в виде усеченного конуса, угол между образующими конуса и цилиндра ~15°, боковые стенки выполнены из низколегированной стали для ответственных листовых конструкций, каждая боковая стенка снабжена парой накладок из высокомарганцевой аустенитной стали, установленных на торцах боковой поверхности.
Вывод: Предлагаемый ковш карьерного гидравлического экскаватора обладает высоким ресурсом качества, позволяющим обеспечить бесперебойную работу экскаватора.
Патент №2
Способ крепления зуба ковша экскаватора
Изобретение относится к эксплуатации рабочего оборудования экскаваторов, точнее к способам крепления зубьев ковша прямой лопаты, драглайна, обратной лопаты. Крепление зуба ковша экскаватора осуществляется скобой и клином, который забивают между гнездом ковша и скобой и загибают тонкий конец. Клин загибают и втягивают в зазор между гнездом ковша и скобой за тонкий конец усилием трения его о забой в процессе работы экскаватора, при этом скоба обжимает клиновые концы зуба до его плотной посадки на зуб. Обеспечивается беззазорная посадка зуба на ковш дешевыми и доступными средствами. 1 ил.
Изобретение относится к рабочему оборудованию экскаватора, точнее, к способам крепления зубьев ковша прямой лопаты, драглайна, обратной лопаты и пр.
Известен способ крепления зуба ковша экскаватора, согласно которому зуб ковша крепят скобой и клином, который забивают в зазор между гнездом ковша и скобой и загибают тонкий конец (см. RU 2002907 С1, 15.11.1993, E 02 F 9/28).
Недостатком известного способа является то, что при наличии значительных зазоров между посадочными поверхностями невозможно обеспечить надежную посадку зуба, так как для этого необходимо очень большое усилие забивки клина, которое трудно обеспечить в условиях забоя.
Цель изобретения - обеспечить надежное крепление зуба на ковше дешевыми и доступными средствами.
Достигается это тем, что клин загибают и втягивают в зазор между гнездом
ковша и скобой за тонкий конец усилием трения его о забой в процессе работы
экскаватора, при этом скоба обжимает клиновые концы зуба до его плотной посадки
на ковш.
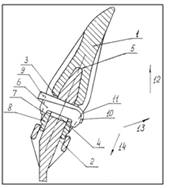
Изобретение поясняется чертежом, на котором изображен зуб 1, насаженный на ковш 2 экскаватора, при этом прямоугольное отверстие 3 зуба 1 совмещено с гнездом 4 в ковше 2, опорные поверхности 5 зуба 1 и ковша 2 соприкасаются, а верхняя кромка отверстия 3 расположена ближе к опорной поверхности 5, чем верхняя кромка гнезда 4. В гнездо 4 и отверстие 3 введена скоба 6, клиновые поверхности 7 которой охватывают клиновые концы 8 зуба 1. В клиновой зазор между скобой 6 и верхней кромкой гнезда 4 забивают клин 9, тонким концом 10 направленный в сторону забоя, разрабатываемого экскаватором, при этом внешняя поверхность 11 скобы 6 со стороны тонкого конца 10 клина 9 выполнена по радиусу. Стрелкой 12 показано направление подъема ковша, стрелкой 13 -направление напорного движения ковша, стрелкой 14 - усилие затяжки клина 9, обеспечивающееся силами трения клина 9 о забой.
После установки на ковш нового комплекта зубьев начинают нормальную разработку забоя, при этом суммарное направление движения зуба ковша совпадает с его продольной осью, при этом его тонкий конец 10 клина 9 разрабатываемым грунтом загибается по профилю радиусной поверхности 11 скобы 6. Усилие трения (см. стрелку 14), величина которого иногда достигает десятков тонн, постоянно втягивает клин в клиновой зазор между верхней кромкой гнезда 4 и скобой 6. Обратному движению клина 9 препятствует его загнутый конец 10. Клиновые поверхности 7 скобы 6 стягивают клиновые концы 8 зуба 1 и уже через непродолжительное время работы ковша в забое зазор между поверхностями ковша 2 и посадочными поверхностями зуба 1 полностью исчезает, а ковш с зубьями начинает работать как единое целое.
Формула изобретения
Способ крепления зуба ковша экскаватора, согласно которому зуб ковша крепят скобой и клином, который забивают в зазор между гнездом ковша и скобой и загибают тонкий конец, отличающийся тем, что клин загибают и втягивают в зазор между гнездом ковша и скобой за тонкий конец усилием трения его о забой в процессе работы экскаватора, при этом скоба обжимает клиновые концы зуба до его плотной посадки на ковш.
Вывод: Изобретение обеспечивает плотную посадку зубьев с неточными литыми посадочными поверхностями на ковш, что значительно удешевляет изготовление, упрощает замену и способствует их более надежной и длительной работе.
Патент №3
Повышение износостойкости экскаваторных ковшей
Ковши гидравлических экскаваторов обычно эксплуатируются в тяжёлых условиях, постоянно подвергаясь абразивному изнашиванию и высоким нагрузкам, в том числе по уровню динамичности, что сказывается на сроке их службы. Обычно пользователи периодически проводят ремонтные работы для восстановления рабочих свойств ковшей, затраты на которые становятся существенными. Ковши, подвергнутые восстановлению, несмотря на частичную потерю свойств, остаются работоспособными. Высокий уровень качественных показателей ковшей удаётся восстановить, но ненадолго, так как после ремонта процесс изнашивания может происходить с большей интенсивностью. Хотя ремонт ковшей позволяет на некоторое время увеличить их износостойкость, но не решает проблему кардинально. Для существенного повышения срока службы ковшей требуется разработка новых износостойких конструкций в соответствии с пожеланиями пользователей оборудования. Новые конструкции экскаваторных ковшей (е-ковши) предназначены для установки на экскаваторах класса 6-40 т и в настоящее время поставляются на рынок. В статье рассмотрены вопросы разработки таких ковшей, устанавливаемых на оборудовании класса 20 т.
Разработка экскаваторных ковшей с удлинённым сроком службы.
Поскольку экскаваторные ковши при проведении работ постоянно находятся под воздействием разрабатываемого грунта и высоких нагрузок, для их изготовления применяются износостойкие материалы (стали). Изнашивание происходит в основном по тыльной стороне ковша, поэтому её желательно изготавливать из материала повышенной износостойкости, частичный износ наблюдается по режущей кромке, т.е. процесс изнашивания - неравномерный. Это свидетельствует о том, что ремонту следует подвергать лишь некоторые части поверхности ковша и его рабочих элементов, при этом происходит изменение его формы в связи с неравномерным износом отдельных частей. Цель разработки е-ковша - наиболее полное блокирование износа всех его поверхностей, а также повышение срока службы благодаря применению более прочных и износостойких материалов.