Отчет по практике: Особенности слесарных работ судоремонтного завода
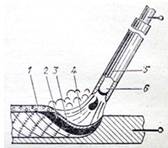
Схема ручной дуговой сварки
Может производиться двумя способами: неплавящимся электродом и плавящимся электродом.
При ручной дуговой сварке неплавящимся электродом свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся (угольным или графитовым) электродом и изделием возбуждают дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления, образуется ванночка расплавленного металла. После затвердевания металл в ванночке образует сварной шов. Этот способ используется при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов.
При ручной дуговой сварке плавящимся электродом
используется так называемый штучный электрод с покрытием-обмазкой. Этот способ
является основным при ручной сварке. Электрическая дуга возбуждается аналогично
первому способу, но расплавляет и электрод и кромки изделия. Получается общая
ванна жидкого металла, которая, охлаждаясь, образует шов.
.8 Автоматическая и полуавтоматическая сварка
металла под флюсом
Автоматическая и полуавтоматическая сварка металла под флюсом выполняется путем механизации основных движений, выполняемых сварщиком при ручной сварке металла - подачи электрода в зону дуги и перемещения его вдоль свариваемых кромок изделия. При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производит сварщик вручную. При автоматической сварке металла механизированы все операции, необходимые для этого процесса. Жидкий металл в ванночке защищают от воздействия кислорода и азота воздуха расплавленным шлаком, образованным от плавления флюса, подаваемого в зону дуги. Такая сварка металла обеспечивает высокую производительность и хорошее качество сварного шва.
Дуговая сварка металла в защитном газе
Дуговая сварка металла в защитном газе выполняется неплавящимся (вольфрамовым) или плавящимся электродом. В первом случае сварной шов формируется за счет металла расплавленных кромок изделия. При необходимости в зону дуги подается присадочный материал. Во втором случае подаваемая в зону дуги электродная проволока расплавляется и участвует в образовании шва. Защиту расплавленного шва от окисления и азотирования осуществляют струей защитного газа, оттесняющего атмосферный воздух из зоны дуги.
Электрошлаковая сварка металла
Электрошлаковая сварка металла осуществляется путем плавления металла свариваемых кромок изделия, расположенных вертикально или под углом 45о, и электрода теплотой, выделяемой током при прохождении через расплавленный шлак. Кроме того, шлак защищает расплавленный металл от воздействия воздуха. Снизу к свариваемым изделиям приваривается вручную поддон.
По обе стороны зазора между изделиями прижимаются формирующие шов медные ползуны с водяным охлаждением.
Затем на поддон насыпается специальный флюс, над которым располагаются одна или две электродные проволоки.
Дуга возбуждается под флюсом между электродами и поддоном. В зону горения дуги электродная проволока подаётся специальным механизмом.
За счёт тепла дуги электродная проволока и флюс расплавляются, в результате образуется ванна расплавленного металла и над ней шлаковая ванна.
В дальнейшем необходимое тепло образуется за счёт прохождения тока через расплавленный шлак, обладающий высоким сопротивлением (согласно закону Ленца-Джоуля).
По мере накопления в ванне жидкого металла и
шлака медные ползуны вместе с механизмом подачи электродной проволоки и флюса
перемещаются автоматически снизу вверх со скоростью подъёма жидкого металла.
.9 Особые виды сварки металла
В промышленности и строительстве все более широкое распространение получают тугоплавкие и химически активные металлы и сплавы. Они применяются в особо ответственных узлах. Для получения высококачественных швов в этих случаях используют источники с высокой концентрацией теплоты и осуществляют сварку в среде с очень низким содержанием кислорода, азота и водорода. Наиболее часто применяются электронно-лучевая и плазменная сварки.
Электронно-лучевая сварка металла осуществляется путем использования кинетической энергии концентрированного потока электронов, движущихся с большой скоростью в вакууме. Устройство для электронно-лучевой сварки похоже на устройство кинескопа (катод, ускоряющий электрод, магнитная линза, напряжение 30-100 кВ).
Плазменная сварка металла основана на
использовании струи ионизированного газа - плазмы, содержащего электрически
заряженные частицы и способного проводить ток. Энергия дуговой плазменной струи
зависит от сварочного тока, напряжения, расхода газа и др. факторов. Источники
питания дуги должны иметь рабочее напряжение более 120 В. Плазмообразующий газ
служит также защитой расплавленного металла от окружающего воздуха.
Литература
1. Справочник технолога механосборочного цеха судоремонтного завода. Автор: Блинов
. Филип Котлер "Основы маркетинга" второе европейское издание, 2000г.
. Бельчюк Г.А., Гатовский К.М., Кох Б.А., Сварка судовых конструкций - Я Судостроение, 1980 год.
. Учебное пособие для студентов среднего профессионального образования Специальность 1701 "Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)"
. А.П. Александров "Строительство". Москва. Советская энциклопедия - 1964 год.
. Е.М. Муравьёв "Слесарное дело" Москва - 1974
. Макиенко
Н.И. Общий курс
слесарного дела - М., высшая школа