Материал: Особенности проектирования простейших цифровых устройств
Сжатие данных применяется для упаковки содержимого сообщений, что в ряде случаев существенно уменьшает их размер. Правда, при передаче уже упакованных данных, таких, как картинки в формате JPEG или ZIP-файл, дополнительное сжатие практически ничего не даст. Сжатие данных может использоваться совместно с кодами, исправляющими ошибки: сначала данные упаковываются, а затем каждый байт упакованного сообщения передается с помощью кода, исправляющего ошибки.
Пример программы, входящий в данный пример применения, демонстрирует использование модуля V.21 в комбинации с простым интерфейсом пользователя, который позволяет считывать из MSP430 измеренные данные. На рисунке 18 показан возможный вариант соединения. Персональный компьютер со стандартным модемом подключен к одному разъему симулятора телефонной линии, а программный модем на базе MSP430 - к другому.
т и установлены следующие параметры порта: 8 бит данных, нет бита проверки на четность и установлен один стоп бит. Скорость обмена данными может быть произвольной, так как она используется только для обмена данными между ПК и стандартным модемом. Модемы договорятся о скорости передачи данных по каналу сами. После настройки программы Hyper Terminal можно протестировать модем при помощи следующих "АТ" команд:<Ввод> (выполняет сброс модема)<ВВод> (набирает последовательность цифр "x", которая должна соответствовать номеру порта, к которому подключен программный модем на базе MSP430)
После набора номера и установления соединения
модем персонального компьютера сигнализирует об установлении связи с
программным модемом MSP430, передавая программе Hyper Terminal строку "MSP430
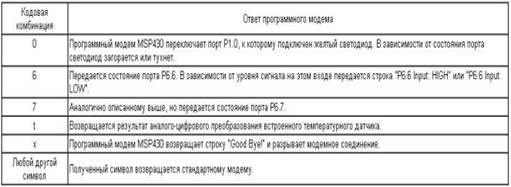
Soft-Modem Demo". Посылая программному модему на MSP430 кодовые
комбинации, стандартный модем получает соответствующие строки, содержащие
информацию о состоянии.
Все тестируемые стандартные модемы смогли
соединиться с программным модемом на базе MSP430 без каких-либо проблем. Было
показано, что функциональные возможности модема могут быть реализованы при
помощи самого микроконтроллера без использования дополнительного аппаратного
модема. Это позволяет поднять рентабельность многих прикладных решений, которым
необходимо вести обмен данными по телефонной линии с другими устройствами.
2.2 Проектирование модема
Основная функция САПР состоит в выполнении автоматизированного проектирования на всех или отдельных стадиях проектирования объектов и их составных частей. Основная функция САПР состоит в выполнении автоматизированного проектирования на всех или отдельных стадиях проектирования объектов и их составных частей.
При создании САПР и их составных частей следует руководствоваться следующими основными принципами:
– системного единства;
– совместимости;
– типизации;
– развития.
Принцип системного единства должен обеспечивать целостность системы и системную связность проектирования отдельных элементов и всего объекта проектирования в целом (иерархичность проектирования).
Принцип совместимости должен обеспечивать совместное функционирование составных частей САПР и сохранять открытую систему в целом.
Принцип типизации заключается в ориентации на преимущественное создание и использование типовых и унифицированных элементов САПР. Типизации подлежат элементы, имеющие перспективу многократного применения. Типовые и унифицированные элементы, периодически проходят экспертизу на соответствие современным требованиям САПР и модифицируются по мере необходимости.
Процесс разработки схемы в САПР DipTrace
Для начала была создана рамка и штамп. Затем
следует создание библиотеки. Дальше устанавливаем компоненты и соединяем их.
Схема готова.является наиболее удобной системой для проектирования схем.
. Технологический процесс
.1 Проектирование технологического процесса
Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и т.д.
Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
В качестве обозначения служебных символов
приняты буквы русского алфавита, проставляемые перед номером соответствующей
строки, и выполняемые прописной буквой, например, М01, А12 и т.д.
.2 Документы технологического процесса
Проектируемый технологический процесс оформляют соответствующей технологической документацией из числа стандартов ЕСТД. Комплектность, виды и формы технологических документов выбирает разработчик.
Полный состав технологических документов, правила и положения по порядку их разработки и оформления определяет Единая система технологической документации (ЕСТД). К технологическим документам относятся графические и текстовые документы, которые в совокупности или в отдельности определяют технологический процесс изготовления или ремонта изделия и содержат необходимые данные для его организации.
Технологические документы подразделяют на документы общего назначения и документы специального назначения (на технологические процессы, специализированные по технологическим методам выполнения).
К документам общего назначения относятся:
¾ титульный лист (ТЛ);
¾ карта эскизов (КЭ);
¾ технологическая инструкция (ТИ).
К специальным документам относятся:
¾ Маршрутная карта (МК) - для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах;
¾ Карта технологического процесса (КТП)-для операционного описания технологического процесса изготовления или ремонта изделия (составных частей изделия) в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах;
¾ Карта типового (группового) технологического процесса (КТТП). Применяется вместе с ведомостью деталей (сборочных единиц) к типовому (групповому) технологическому процессу (ВТП);
¾ Карта технологического процесса ремонта (КТПР) - для разработки технологического процесса ремонта изделия, сборочной единицы и детали по операциям с привязкой к имеющимся дефектам;
¾ Операционная карта (ОК) -для описания технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. Разработка технологических процессов производится для изделий, конструкция которых отработана на технологичность и включает комплекс взаимосвязанных работ. К ним относятся:
– выбор заготовок;
– выбор технологических баз;
– подбор типового технологического процесса;
– определение последовательности и содержания технологических операций;
– определение, выбор и заказ новых средств технологического оснащения (в том числе средств контроля и испытания);
– назначение и расчет режимов обработки;
– нормирование процесса;
– выбор средств механизации и автоматизации элементов технологических процессов и внутрицеховых средств транспортирования и другие.
При разработке технологических процессов используются классификаторы технологических операций, системы обозначения, типовые технологические процессы, стандарты, каталоги, справочники и "Единая система технологической документации (ЕСТД)".
При разработке типовых технологических процессов необходимо учитывать конкретные производственные условия типового представителя группы изделий, обладающих общими конструктивно-технологическими признаками. К типовому представителю группы изделия обычно относится такое изделие, изготовление которого требует наибольшего количества основных и вспомогательных операций, характерных для изделий, входящих в эту группу. Необходимость разработки типовых технологических процессов определяется экономической целесообразностью, связанной с частотой применения изделия группы. Типизация осуществляется в двух направлениях:
– типизация комплексных технологических процессов изготовления однотипных изделий;
– типизация и стандартизация отдельных операций обработки различных изделий.
Типовые технологические процессы могут быть оперативными и перспективными.
Типовые технологические процессы и стандарты на
технологические операции являются информационной основой при разработке
рабочего технологического процесса. Разработанные технологические процессы
оформляются в виде технологических документов следующих видов, предусмотренных
Государственным стандартом ЕСТД (ГОСТ 3.1001-74 -3.1106-74 и т. д.).
3.3 Маршрутная карта
модем цифровой аналоговый архитектура
Маршрутная карта (МК) - технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия (включая контроль и перемещения) по всем операциям различных видов и технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах в соответствии с установленными формами. Маршрутная карта является обязательным документом. Эту карту допускается разрабатывать на отдельные виды работ.
Маршрутная карта (МК) является составной и неотъемлемой частью комплектов ТД, разрабатываемых на ТП изготовления или ремонта изделий и их составных частей. Формы МК, установленные ГОСТ 3.1118 - 82, являются унифицированными и их следует применять независимо от типа и характера производства и степени детализации описания ТП.
Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной.
В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки и выполняемые прописной буквой, например, M01, A12 и т.д.
Служебные символы условно выражают состав информации и их следует проставлять перед номером соответствующей строки:
А - Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции.
Б - Код, наименование оборудования и информация по трудозатратам.
К - Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования детали, сборочных единиц, их обозначение, обозначение подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода.
М - Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделения, откуда поступает материал, кода единицы величины,единицы нормирования, количества на изделие и нормы расхода.
О - Содержание операции (перехода).
Т - Информация о применяемой при выполнении операции технологической оснастке.
Заключение
Любая форма человеческой деятельности, любой процесс функционирования технического объекта связаны с передачей и преобразованием информации. Без информации и ее переработки невозможны организованные системы, какими являются живые организмы и искусственные, созданные человеком технические системы.
В данном курсовом проекте был рассмотрен метод преобразования аналоговых данных в цифровые, в таком элементе микропроцессорных устройств, как АЦП.
Были приобретены навыки по проектированию цифрового устройства.
Была выполнена работа с программой Dip Trace, в которой в результате были разработаны чертежи: сборочный чертеж, чертеж печатной платы, схема электрическая принципиальная. Все чертежи прилагаются. На примере проектирование цифрового модема, были проработаны стадии проектирования, которые регламентированы стандартами ГОСТ 2.103-68 и ГОСТ Р 15.201-2000.
Это удобная программа,
которая призвана создавать конструкторскую и технологическую документацию,3D
модели и чертежи, что позволило справиться с задачами курсового проекта.
Список литературы
1 Амосов В., Схемотехника и средства проектирования цифровых устройств - М.:2010;
Угрюмов Е.П. ,Цифровая схемотехника - М.:2010;
Пухальский Г.И., Т.Я.Новосельцева Проектирование цифровых устройств - М.:1996;
Уэйкерли Дж. Ф., Проектирование цифровых устройств, том 1 и 2 - М.:2002;
Бирюков С., Цифровые устройства на интегральных микросхемах - М.:1984;
Novarm Ltd DipTrace. Руководство пользователя - М.:2012;
Селевцов Л.И.,Автоматизация технологических процессов - М.: 2014;