Материал: основы проектирования хим произв дворецкий
256
8 ПРОЕКТИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХИМИЧЕСКИХ
глава ПРОИЗВОДСТВ
Типичными представителями многоассортиментных химических производств являются малотоннажные производства органических полупродуктов и красителей, лакокрасочных материалов, реактивов и особо чистых веществ, химикофармацевтических препаратов, пестицидов, масел и смазок, отдельных видов пластических масс и изделий из них. Многоассоортиментные химические производства характеризуются обширным ассортиментом продукции непостоянной номенклатуры, многообразием видов перерабатываемого сырья, возможностью получения одного и того же продукта из сырья разных видов, сложностью и многостадийностью ХТС, возможностью получения одного и того же продукта разными способами, множеством связей по сырьевым и полупродуктовым потокам.
8.1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ МНОГОАССОРТИМЕНТНЫХ ХТС
По мнению академика В. В. Кафарова термин, обозначающий гибкие автоматизированные производственные системы (ГАПС) химической технологии, должен отражать способность ХТС изменять свою структуру и цель функционирования в зависимости от изменяющейся обстановки во внешней среде и требований потребителей с обязательным использованием для достижения этого средств автоматизации, робото- и вычислительной техники [40, 41].
Типовая ХТС многоассортиментного производства химических продуктов состоит из стадий подготовки сырья, химического синтеза, выделения и очистки продуктов. Практически все стадии представляют собой совокупность разнообразных технологических процессов, классифицируемых в соответствии с их фи- зико-химической природой. Типовыми процессами химической технологии являются механические, гидромеханические, тепловые, диффузионные, химические, микробиологические.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ МНОГОАССОРТИМЕНТНЫХ ХТС |
257 |
|
|
Приведем основные понятия и определения.
Технологическая операция – типовой физико-химический процесс, осуществляемый в машине, аппарате, агрегате (например, нагревание, химическое превращение, массообмен, теплообмен, перемешивание и т.п.).
Технологическая стадия – совокупность отдельных технологических операций (типовых физико-химических процессов), объединенных единым циклом функционирования и представляющих технологический процесс преобразования сырья (полупродукта) в промежуточный (конечный) продукт.
Партия продукта – количество продукта, выгружаемого из последнего аппарата химико-технологической системы.
Технологический цикл стадии химико-технологической системы – интервал времени между началом (окончанием) производства следующих друг за другом партий продукта.
Лимитирующая стадия – самая медленная стадия производства, определяющая технологический цикл работы схемы при производстве одной партии продукта.
Материальный индекс (расходный коэффициент) – параметр, характери-
зующий нормы расхода сырья или полупродуктов для производства единицы продукции.
Технологический маршрут – последовательность обработки материальных потоков при производстве конечного продукта.
Диаграмма Гантта – представление во времени технологического цикла работы аппаратов ХТС при производстве конечного продукта или полупродукта.
Расписание – представление во времени графика выпуска многоассортиментной продукции (времени и последовательности выпуска продуктов ассортимента).
В многоассортиментных химических производствах преобладают периодические процессы, для которых характерны: строгая последовательность технологических операций и стадий во времени, обособленность технологических процессов и аппаратов в пространстве, инвариантность технологических процессов относительно их аппаратурного оформления. Большинство периодических технологических процессов реализуется в стандартных аппаратах. В аппаратах периодического действия, работающих в циклическом режиме, технологический процесс представляет собой упорядоченную последовательность технологических операций, имеющих конечную продолжительность и заканчивающихся конечным состоянием аппарата. Упорядоченная последовательность операций образует технологический цикл работы аппарата периодического действия, а сум-
K
марное время операции равно времени его технологического цикла τ = ∑τk , где
k =1
τk − продолжительность операции; K − число операций, образующих технологическую стадию.
258 Глава 8. ПРОЕКТИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Технологическая операция
1 |
|
τ1 |
|
|
|
τ1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
τ2 |
|
|
|
τ2 |
||
|
|
|
|
τ3 |
|
|
|
τ3 |
||
|
|
|
|
|
|
|
||||
3 |
|
|
|
|
|
|
|
|||
|
|
|
|
|
τ4 |
|
|
|
τ4 |
|
|
|
|
|
|
|
|
|
|||
4 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
τ5 |
|
|
|
τ5 |
|
|
|
|
|
|
|
|
|
|
|
0 |
|
t1 |
t2 |
t3 |
t4 |
t5 |
|
|
t, ч |
|
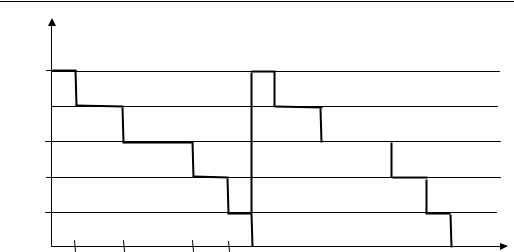
Рис. 8.1. Временной график функционирования аппарата периодического действия (t – текущее время)
Продолжительность технологических операций в аппарате периодического действия изображают в виде временных графиков Гантта (рис. 8.1).
Абсцисса является осью времени, а на ординате представлены номера технологических операций. Каждой операции соответствует прямая, параллельная оси времени, а длина расположенного на ней отрезка – длительности операции. Соответственно границы отрезка изображают моменты начала и окончания операции.
На рисунке 8.1 изображены два последовательных цикла аппарата периодического действия, каждый цикл которого образован последовательностью пяти операций: 1 – загрузка реагента; 2 – нагревание реакционной массы; 3 – осуществление основного технологического процесса; 4 – охлаждение реакционной массы; 5 – выгрузка содержимого из аппарата.
Технологические операции в аппарате периодического действия делятся на основные и вспомогательные. К основным относят операции, в результате которых образуется новый продукт, изменяется состав системы или ее агрегатное состояние, к вспомогательным – подготовка аппарата и его содержимого к основным операциям.
Аппараты периодического действия характеризуются тем, что транспортные операции (загрузка реагентов и выгрузка продуктов) и основные технологические операции разделены во времени. Таким образом, основной технологический процесс в аппарате периодического действия прерывается вспомогательными операциями.
Иногда в многоассортиментных ХТС применяют аппараты непрерывного и полунепрерывного действия.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ МНОГОАССОРТИМЕНТНЫХ ХТС |
259 |
|
|
Ваппарате непрерывного действия основной технологический процесс совмещен во времени с транспортом вещества через аппарат, т.е. на вход аппарата непрерывно поступает поток реагентов, а на выходе также непрерывно отводится поток продуктов.
Промежуточное положение занимают аппараты полунепрерывного действия. Они функционируют в непрерывном режиме только в пределах интервала времени, необходимого для переработки некоторой конечной порции сырья или промежуточного продукта. В этих пределах на вход аппарата непрерывно поступают реагенты, а с выхода отводятся продукты. Между интервалами времени работы аппарат находится в режиме ожидания.
Вмногоассортиментных химических производствах преобладают аппараты периодического действия. Наряду с ХТС, состоящими только из аппаратов периодического действия, функционируют также системы, содержащие оборудование как периодического, так и полунепрерывного действия. Небольшое число технологических процессов, в основном крупно- и среднетоннажных, организовано по непрерывному способу.
Гибкие автоматизированные системы химической технологии создаются главным образом на базе оборудования периодического действия. Поэтому специалист, имеющий дело с проектированием и эксплуатацией гибких ХТС, должен прежде всего обладать методикой моделирования, анализа, синтеза и управления ХТС, основным элементом которых является аппарат периодического действия. Поэтому в дальнейшем в главе рассматриваются вопросы моделирования как отдельных аппаратов, так и ХТС периодического действия, а также их синтез, управление ими и создаваемые на их основе гибкие автоматизированные производственные системы химической технологии.
Технологическое оборудование делится на основное, предназначенное для проведения основных технологических процессов (химический синтез, выделение продуктов и т.п.), и вспомогательное, предназначенное для временного хранения исходных реагентов, промежуточных и конечных продуктов, осуществления транспортных операций и т.п.
Косновному оборудованию относятся химические реакторы, ректификационные колонны, адсорберы, абсорберы, экстракторы, выпарные аппараты, кристаллизаторы, аппараты для разделения суспензии – фильтры и центрифуги, сушильное оборудование, аппараты для измельчения, диспергирования, гранулирования, смесители и др. К вспомогательному оборудованию относятся мерники, сборники, насосы, компрессоры, теплообменники и т.п.
Впоследние годы постоянно расширяется и обновляется ассортимент продукции, растут требования к качеству продукции, появляются новые технологические процессы и нетрадиционные виды сырья. Современный уровень химического производства требует высокоэффективных, селективных технологических процессов, сокращения технологической цепочки для уменьшения потерь про-

260 Глава 8. ПРОЕКТИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
межуточных продуктов, быстрой переналадки оборудования и, следовательно, разработки нового оборудования по направлениям:
−оборудование для нетрадиционных высокоинтенсивных процессов;
−совмещение разных процессов в одном аппарате (унификация, многофункциональность);
−создание блочно-модульной аппаратуры.
Наряду с традиционными процессами – химическим синтезом под действием тепла – все большую роль играют процессы химического синтеза под действием нетрадиционных источников энергии. В последние годы ряд ценных химических продуктов в промышленном масштабе начали получать с использованием фотохимических, радиационно-химических, плазмохимических, звукохимических реакций, под воздействием лазерного излучения, увеличивается удельный вес микробиологического синтеза и других прогрессивных химико-технологи- ческих процессов.
Для уменьшения числа аппаратурных стадий и, следовательно, общего числа технологических аппаратов в ХТС используют многофункциональные аппараты, в которых совмещают различные технологические процессы. Такое совмещение может быть организовано как во времени (процессы протекают одновременно), так и последовательно. Например, часто совмещают процесс химического синтеза с его выделением.
Совмещение технологических процессов в одном аппарате позволяет значительно сократить число стадий многостадийной ХТС и, следовательно, уменьшить число транспортных операций, а также связанные с ними потери промежуточных продуктов. Использование комбинированных аппаратов приводит к снижению материалоемкости конструкции, энергетических затрат, упрощению аппаратурного оформления технологических процессов и их обслуживанию.
В комбинированных аппаратах новых конструкций совмещают процессы химического синтеза с выделением целевого продукта, химического синтеза с транспортными операциями, выпаривания и кристаллизации, упаривания и сушки, фильтрования, отжима и сушки, сушки и механического измельчения продукта. В производстве пластических масс применяют многофункциональные аппараты, в которых осуществляются стадии перемешивания, пластификации и гранулирования полимерных материалов. Разработаны комбинированные сушилки кипящего слоя для сушки и гранулирования термолабильных и гигроскопических солей; сушильные установки, в которых одновременно с процессом сушки осуществляется механическое измельчение с получением высокодисперсных порошкообразных материалов. В производстве азокрасителей и пигментов применяют турбулентные трубчатые реакторы для осуществления непрерывных процессов тонкого органического синтеза – диазотирования и азосочетания.
Большое внимание уделяют комбинированным аппаратам многофункционального назначения в производстве химических реактивов и особо чистых хи-