Материал: основы проектирования хим произв дворецкий
156 Глава 5. РАБОЧАЯ ДОКУМЕНТАЦИЯ
Если в технологической схеме предусматриваются два рабочих наcoca, то на нагнетательных трубопроводах устанавливают обратные клапаны, предотвращающие вращение рабочего колеса насоса в обратную сторону при выходе его из строя. Для уменьшения пульсации потока жидкости в трубопроводе, особенно в случае использования плунжерных насосов, на нагнетательном трубопроводе устанавливают сосуд (на схеме указан под номером 4), в который подается газ из баллона (пунктирная линия).
К особенностям трубопроводной обвязки данного технологического узла необходимо отнести следующее. При различии диаметров всасывающего трубопровода и штуцера насоса, переходной патрубок между ними устанавливается эксцентрично, что предупреждает образование газовых пробок (рис. 5.4).
Для снятия нагрузки с нагнетательного штуцера насоса трубопровод желательно закрепить (за колонны, за стену и т.п.) Арматуру и трубопроводы следует устанавливать так, чтобы они не мешали обслуживать сальники, проводить операции по смазке и выверке соосности агрегата. При этом сам насос, соединенный с трубопроводами, как правило, крепится жестко на станине и служит базой, по которой центрируется его электродвигатель.
Гребенки регулирующих клапанов могут располагаться как в горизонтальной, так и в вертикальной плоскости. Вертикальные гребенки крепятся на стенах, а сами трубопроводы крепят за колонны, стены и другие строительные элементы. Трубопроводы могут прокладываться в закрытых каналах, проходящих в полу цеха, что имеет ряд преимуществ: устраняются помехи передвижению внутрицехового транспорта и мостового крана. Насос при необходимости может обвязываться трубопроводами для подачи воды или другой жидкости в уплотнительное кольцо сальника или в его охлаждающий элемент.
|
|
|
|
Если предусмотрен небольшой сток жид- |
|
|
|
|
|
кости из сальникового уплотнения, необходимо |
|
|
|
|
|
оформить отвод этой жидкости – установить |
|
|
|
5 |
|
||
|
|
|
приемную воронку с отводящим трубопрово- |
||
|
4 |
дом. |
|||
|
Узел компримирования. Наибольшее рас- |
||||
|
|
|
|
||
2 |
3 |
|
|
пространение в химической промышленности |
|
|
|
|
|
нашли поршневые, центробежные, винтовые |
|
|
|
|
|
компрессоры. Трубопроводная обвязка одно- |
|
1 |
|
|
|
ступенчатых компрессоров проста и аналогич- |
|
|
|
|
на трубопроводной обвязке соответствующих |
||
|
|
|
|
||
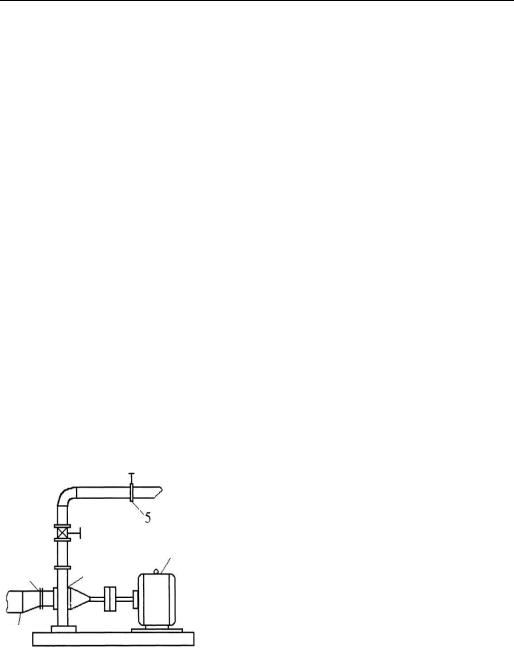
Рис. 5.4. Схема узла обвязки |
насосов. |
||||
Общая система трубопроводов компрессо- |
|||||
центробежного насоса: |
|||||
1 – всасывающий трубопровод; |
ра включает: системы газопроводов (всасы- |
||||
2 – |
патрубок; 3 – насос; |
вающие и нагнетательные трубопроводы с за- |
|||
4 – электродвигатель; |
порным вентилем или задвижкой), трубопро- |
||||
5 – крепление нагнетательного |
водные системы водяного охлаждения и смаз- |
||||
|
трубопровод |
ки. В многоступенчатых компрессорах сжи- |
|||
|
|
|
|
||
РАБОЧАЯ ДОКУМЕНТАЦИЯ |
157 |
|
|
маемый газ охлаждается в межступенчатых водяных холодильниках. Так же водой охлаждаются цилиндры компрессоров. Для этой цели в компрессорном отделении прокладывается коллектор промышленного трубопровода, от которого предусматривают отводы к каждому компрессору. После отработки вода направляется в закрытую воронку, а затем в коллектор ливневой канализации или в сборник. Из сборника вода насосом перекачивается в систему оборотного водоснабжения.
Система смазки компрессора часто имеет несколько схем. В поршневых и ротационных компрессорах имеется две схемы: смазка механизмов движения (подшипники, шейки коленчатого вала) и смазка цилиндров и гидравлического уплотнения. Для смазки механизмов движения компрессор снабжается масляным насосом. Смазка цилиндров и сальников осуществляется многоплунжерным насосом, приводимым в движение от коленчатого вала компрессора.
Если компрессорное отделение имеет большое число машин, то предусматривается централизованная система маслоснабжения [21]. Как правило, используется масло двух сортов: для смазки механизмов движения и для смазки цилиндров.
Конкретизируя изложенное выше, следует отметить, что перед монтажной проработкой компрессорного отделения намечают трассы коллекторов, связанных с нагнетательными и всасывающими патрубками прямой и оборотной охлаждающей воды, свежего и отработанного масла. Эти коллекторы желательно располагать у глухих стен один под другим. Если всасывающий и нагнетательные коллекторы имеют диаметры более 200 мм, то они прокладываются вне помещения.
Компрессоры требуют постоянного обслуживания и поэтому в компрессорных отделениях необходимо создавать оптимальные условия труда. В первую очередь это касается разработки мероприятий по борьбе с шумом. Неверный расчет диаметров трубопроводов и ошибки при их трассировке – основные причины превышения допустимых пределов шума. При этом источником шума является завышение диаметров газопроводов и местные сопротивления газовому потоку, когда радиус изгиба трубы менее 3d (d – диаметр этой трубы). Трубопроводную обвязку компрессоров следует делать с учетом требований ремонта. Как правило, при ремонте крупных компрессоров используют мостовые краны.
Ректификационная колонна. Колонная аппаратура (абсорберы, адсорберы, ректификационные установки) широко распространена в химической промышленности. С точки зрения монтажной проработки ректификационная установка является наиболее сложной, поэтому рассмотрим особенности ее трубопроводной обвязки.
Все оборудование, входящее в ректификационную установку: колонна, кипятильник, подогреватель, дефлегматор, холодильники, емкости, насосы располагаются на различных высотных отметках, поэтому монтажные проработки ведутся для нескольких планов (план на отметке 0 м, план на отметке 6 м и т.д.). Монтажную проработку рекомендуют выполнять в масштабе 1:50. Особенности монтажной проработки ректификационной установки сводятся к следующему.
158 |
Глава 5. РАБОЧАЯ ДОКУМЕНТАЦИЯ |
|
|
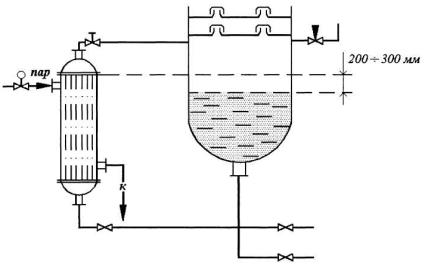
Рис. 5.5. Схема обвязки куба колоны с выносным кипятильником
Куб колонны. Кипятильник может быть выносным или встроенным. Трубопроводы, соединяющие выносной кипятильник кубового остатка с колонной, не должны нарушать естественную циркуляцию. Эта циркуляция обеспечивается тем, что кипятильник, обычно установленный вертикально, располагается так, чтобы его верхняя трубная доска была на 200...300 мм выше уровня жидкости в колонне (рис. 5.5).
При монтажной проработке этого узла ректификационной колонны также предусматривают трубопроводы для опорожнения, продувки аппарата азотом или воздухом. Кроме того, в жидкостной трубопровод врезают штуцер диаметром 6...10 мм с вентилем для отбора проб. Для защиты колонны от аварийного повышенного давления в газовое пространство нижней части колоны предусматривают штуцер установки предохранительного клапана.
Дефлегматор колонны может быть встроенным (парциальным) или выносным. Трубопроводная обвязка выносного дефлегматора зависит от способа подачи флегмы в колонну: самотек или с помощью насоса. В случае самотечной подачи дефлегматор устанавливается на 2...2,5 м выше точки ввода флегмы в колонну (рис. 5.6).
Трубопровод подачи флегмы должен иметь гидрозатвор (4) со спуском (5). Гидрозатвор обычно выполняется в виде петли. Он препятствует проскоку паров из колонны в нижнюю часть дефлегматора. В верхней точке паровой трубы колонны предусматривается воздушник (6), который необходим при опорожнении колонны и гидравлическом испытании ее. В случае подачи флегмы с помощью насоса, создающего напор 6...8 атмосфер, дефлегматор устанавливается на высоте, обеспечивающей необходимый напор на всасывающем патрубке насоса.
РАБОЧАЯ ДОКУМЕНТАЦИЯ |
159 |
|
|
6
2
1
|
2,5…3 м |
3 |
4 |
||
|
|
|
5
Рис. 5.6. Схема обвязки дефлегматора:
1 – колонна; 2 – дефлегматор; 3 – разделительный стакан; 4 – гидрозатвор; 5 – спуск; 6 – воздушник
Узел теплообмена. Широкое распространение в промышленности получили кожухотрубчатые теплообменники, особенности трубопроводной обвязки которых мы и рассмотрим. Теплообменник должен обвязываться трубопроводами в соответствии с расчетной схемой потоков (противоток или прямоток). Отклонение трубопроводной обвязки от расчетной схемы может привести к снижению коэффициента теплопередачи.
Выбор рабочих пространств для теплоносителей производится с учетом следующих рекомендаций. Если аппарат предназначен для теплообмена между газом и жидкостью, то газ желательно вводить в межтрубное пространство, а жидкость – в трубное. Такое распределение пространств позволяет увеличить скорость движения газа за счет установки перегородок. Это увеличение скорости приводит к росту коэффициента теплоотдачи со стороны газа и увеличению общего коэффициента теплопередачи.
Загрязняющие поверхность продукты желательно вводить в трубное пространство, которое легче поддается чистке. Коррозионно-активные продукты также желательно направлять в трубное пространство, так как в этом случае кожух теплообменника можно изготовить из черного металла.
Продукты, обрабатываемые под значительным давлением, направляют в трубное пространство, так как обечайка при этом будет иметь незначительную толщину стенки.
Для случая передачи тепла от жидкости к жидкости расположение и обвязка должны обеспечивать заполнение всего объема как трубного, так и межтрубного пространств. Поэтому жидкие продукты вводят в аппарат через нижние штуцеры, а выводят через верхние. Такая обвязка способствует отводу из аппарата газов, накопление которых может резко снизить эффективность работы теплообменника.
160 |
Глава 5. РАБОЧАЯ ДОКУМЕНТАЦИЯ |
|
|
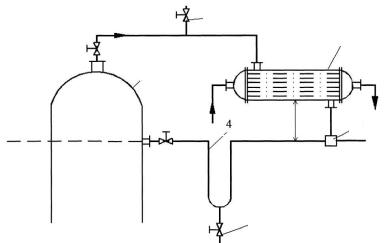
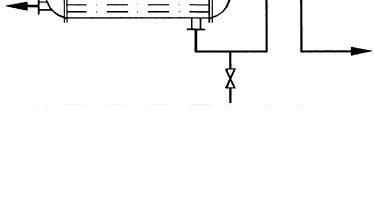
Рис. 5.7. Схема трубопроводной обвязки теплообменника
Иногда не удается расположить и обвязать теплообменник, как рекомендовано выше. В этом случае на отводящих трубопроводах следует предусмотреть гидравлические затворы в виде вертикальных петель, в верхней части которых врезан патрубок-воздушник с вентилем для отвода газов. В нижней части такой петли предусматривают патрубок с вентилем для опорожнения теплообменника, как указано на рис. 5.7.
Ошибки, допущенные при трубопроводной обвязке, приводят к вибрации трубопроводов, температурным деформациям и гидравлическим ударам, что, в свою очередь, ведет к разрушению строительных конструкций, технологического оборудования, самих трубопроводов и их креплений.
Источниками вибраций трубопроводов являются:
−неравномерная подача газа или жидкости с помощью поршневых компрессоров и насосов;
−жидкостные и газовые пробки, возникающие из-за гидравлических мешков, заниженных диаметров трубопроводов;
−неравномерная работа плохо смонтированной мешалки и барботера;
−свободное истечение струи газа из «воздушки» от предохранительного клапана;
−неуравновешенность масс движущихся частей машин (дробилок, грохотов и т.п.).
Перечисленные источники вибрации необходимо исключать на стадии разработки технологической схемы. Поэтому вместо поршневых компрессоров и насосов закладывают в схему центробежные. Гидравлический расчет трубопроводов делают тщательно с учетом возможного падения давления, которое может привести к вскипанию жидкости и образованию газовых пробок, а гидравлические «мешки», которые не удается избежать, снабжают дренажными патрубками. Выхлопная труба от предохранительного клапана должна иметь наконечник (отрезок трубы, расположенный перпендикулярно к основной).