Материал: основы проектирования хим произв дворецкий

76Глава 3. ПРОЕКТИРОВАНИЕ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
3.5.Классификация технологических аппаратов
Группы |
Расчетное давление, |
Расчетная |
Характер |
аппаратов |
МПа (кгс/см2) |
температура, ºС |
рабочей среды |
|
|
|
Взрывоопасная или |
|
|
|
пожароопасная или |
1 |
Выше 0,07 (0,7) |
Независимо |
1, 2-го классов |
|
|
|
опасности |
|
|
|
по ГОСТ 12.1.007 |
|
|
|
|
|
Выше 0,07 (0,7) |
Выше +400 |
|
|
|
|
|
2 |
Выше 2,5 (25) до 5 (50) |
Выше +200 |
|
|
|
|
|
Выше 4 (40) до 5 (50) |
Ниже –40 |
|
|
|
|
||
|
|
|
|
|
Выше 5 (50) |
Независимо |
Любая, |
|
|
|
|
|
|
Ниже –20 |
за исключением |
|
Выше 0,07 (0,7) до 1,6 (16) |
Выше +200 |
указанной |
|
|
до +400 |
для 1-й группы |
3 |
|
|
сосудов |
Выше 1,6 (16) до 2,5 (25) |
До +400 |
||
|
|
|
|
|
Выше 2,5 (25) до 4 (40) |
До +200 |
|
|
|
|
|
|
Выше 4 (40) до 5 (50) |
От –40 до +200 |
|
|
|
|
|
4 |
Выше 0,07 (0,7) до 1,6 (16) |
От –20 до +200 |
|
|
|
|
|
|
|
|
Взрывоопасная или |
|
|
|
пожароопасная или |
5а |
До 0,07 (0,7) |
Независимо |
1, 2-го классов |
|
|
|
опасности |
|
|
|
по ГОСТ 12.1.007 |
|
|
|
|
|
|
|
Взрывоопасная или |
|
|
|
пожароопасная или |
5б |
До 0,07 (0,7) |
Независимо |
1, 2-го классов |
|
|
|
опасности |
|
|
|
по ГОСТ 12.1.007 |
|
|
|
|
Для стальных цилиндрических аппаратов, корпуса которых выполняются из листового проката, за базовый принимается внутренний диаметр, выбираемый из следующего ряда, мм: 400, (450), 500, (550), 600, (650), 700, 800, 900, 1000, (1100), 1200, (1300), 1400, (1500), 1600, (1700), 1800, (1900), 2000, 2200, 2400, 2600, 2800, 3000, 3200, 3400, 3600, 3800, 4000 и т.д. Диаметры в скобках предна-
РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ |
77 |
|
|
значены только для рубашек аппаратов. Для стальных аппаратов, корпуса которых выполняются из труб, за базовый принимается наружный диаметр, выбирае-
мый из следующего ряда, мм: 133, 159, 168, 219, 273, 325, 377, 426, 480, 530, 630, 720 и т.д.
Внутренние устройства, препятствующие осмотру аппарата, должны быть съемными. Рубашки для наружного обогрева или охлаждения могут быть приварными. Аппараты должны иметь люки-лазы для внутреннего осмотра, расположенные в удобных местах. При наличии у аппарата съемных крышек или днищ и фланцевых штуцеров большого диаметра, устройство лазов и люков в аппаратах необязательно. Опрокидывающиеся аппараты должны иметь приспособления, предотвращающие самоопрокидывание.
Для возможности проведения гидроиспытаний аппарат должен иметь штуцера для наполнения и слива воды, а также поступления и удаления воздуха. Для этих целей могут быть использованы также технологические штуцера. На вертикальных аппаратах эти штуцера должны быть расположены с учетом возможности проведения гидроиспытаний в горизонтальном положении аппарата. Во всех глухих частях сборочных единиц и элементов внутренних устройств необходимо предусматривать дренажные отверстия, располагая их в самых низких местах для обеспечения полного слива жидкости.
Для подъема и установки аппарата на нем должны быть предусмотрены строповые устройства. Допускается использовать для этих целей имеющиеся на аппарате элементы (горловины, технологические штуцера, уступы и др.), если прочность их при этом не вызывает сомнений, что должно быть проверено расчетом.
Все основные сварные соединения в аппаратах, как правило, должны выполняться стыковой двухсторонней сваркой или с подваркой и быть доступными для осмотра и контроля. Предпочтение следует отдавать автоматической электродуговой сварке под слоем флюса. В местах присоединения опор к аппарату наличие сварных швов не допускается. Если это не может быть выполнено, необходимо предусмотреть возможность контроля сварного шва под опорой.
Во избежание перегрева и снижения качества сварных швов необходимо смещать их относительно друг друга на расстояние а ≥ 3s, где s – толщина стенки элемента аппарата, но не менее чем на 100 мм (рис. 3.8, а), не следует также соединять несколько деталей одним швом. Отверстия для люков, лазов и штуцеров следует располагать вне сварных швов, на расстоянии от них b ≥ 0,9d (рис. 3.8, б). Рекомендуемые расстояния между двумя соседними отверстиями А ≥ 0,7(d1 + d2), а для штампованных эллиптических днищ b ≥ dmin.
Штуцеры, плоские днища, фланцы приваривают тавровым, угловым или стыковым соединением. Для обеспечения равностенности свариваемых элементов следует предусматривать плавные переходы при сварке обечаек, днищ и фланцев разной толщины (рис. 3.9). Сварные швы должны быть доступны для осмотра и контроля.
78 |
Глава 3. ПРОЕКТИРОВАНИЕ ХИМИЧЕСКИХ ПРОИЗВОДСТВ |
|
|
а) |
б) |
Рис. 3.8. Элементы корпуса сосуда
Рис. 3.9. Сварные соединения элементов корпуса
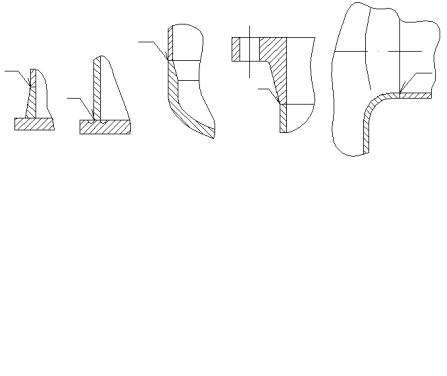
При изготовлении аппаратов из высоколегированных сталей следует учитывать высокую стоимость их и необходимость сохранения коррозионной стойкости. Из высоколегированных сталей следует изготавливать только те элементы корпуса, которые подвержены воздействию агрессивной среды, выполняя остальные детали из углеродистых сталей. При сварке разнородных сталей происходит диффузия легирующих компонентов в углеродистую сталь, что снижает коррозионную стойкость легированной стали. По этой причине следует отдалять места стыка высоколегированной и углеродистой стали от мест воздействия агрессивной среды введением промежуточных элементов (рис. 3.10). Во избежание перегрева в процессе сварки, приводящего к выгоранию легирующих компонентов и ухудшению коррозионной стойкости, необходимо обеспечить одинаковую толщину свариваемых элементов; при этом желательно сваривать их встык, а сварные швы располагать на определенном расстоянии один от другого.
Следует также учитывать различие в физических свойствах высоколегированных и углеродистых сталей: температурный коэффициент линейного расширения для аустенитной стали приблизительно в 1,5 раза больше, чем для углеродистой, а теплопроводность – в 3-4 раза меньше. Вследствие этого возможно возникновение значительных температурных напряжений. Поэтому в ряде случаев необходимо вводить в конструкцию промежуточные упругие элементы.
РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ |
79 |
|
|
а) |
б) |
в) |
Рис. 3.10. Варианты соединения элементов корпуса, изготовленных из высоколегированной и углеродистой стали:
а – опорная обечайка; б – рубашка; в – опорная лапа
Сосуды и аппараты, применяемые в промышленности, считаются тонкостенными, если толщина их стенки не превышает 10% внутреннего диаметра. Обычно такие сосуды и аппараты эксплуатируются при давлении не более 10 МПа.
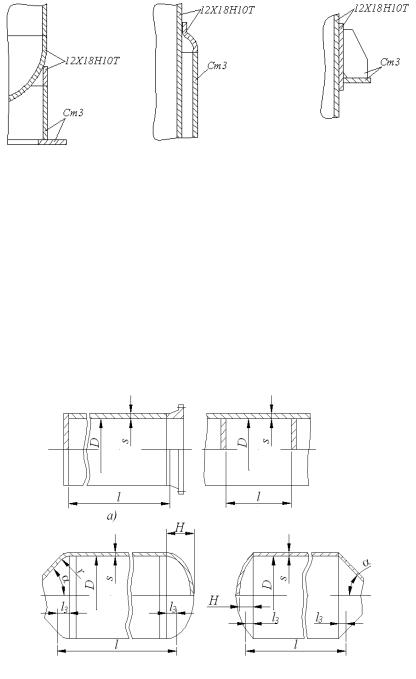
Цилиндрические обечайки являются одним из основных элементов технологических аппаратов. Обычно обечайки изготавливаются вальцовкой из листового проката, реже из труб или поковок. Из одной или нескольких обечаек, свариваемых между собой встык, образуется цилиндрический корпус аппарата (рис. 3.11).
а) |
б) |
|
|
в) |
г) |
Рис. 3.11. Цилиндрические обечайки:
а – обечайка с фланцем или плоским днищем; б – обечайка с жесткими перегородками; в – обечайка с отбортованными эллиптическим и коническим днищами; г – обечайка с неотбортованными сферическим и коническим днищем

80Глава 3. ПРОЕКТИРОВАНИЕ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Взависимости от поставленных задач при проведении прочностных расчетов различают проектные и проверочные расчеты.
При выполнении проектных расчетов задачей является определение размеров отдельных элементов (толщины стенок корпусов, днищ, трубных решеток, диаметра болтов и т.д.). Проектные расчеты проводятся, как правило, при конструировании новых машин и аппаратов.
При проверочных расчетах определяют фактически возникающие в элементах напряжения и сравнивают их с допускаемыми при заданных условиях эксплуатации. Проверочные расчеты выполняют для проверки возможности использования выбранного аппарата в конкретных условиях.
Нормы и методы расчета на прочность сосудов и аппаратов, применяемых в химической, нефтеперерабатывающей и смежных отраслях промышленности, работающих в условиях однократных и многократных статических нагрузок под внутренним избыточным давлением, вакуумом или наружным избыточным давлением и под действием осевых и поперечных усилий и изгибающих моментов приведены в ГОСТ Р 52587.1 – ГОСТ Р 52587.11 «Сосуды и аппараты. Нормы и методы расчета на прочность».
Данный стандарт устанавливает также значения допускаемых напряжений, модуля продольной упругости и коэффициентов прочности сварных швов.
Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных регламентируются ПБ 03-584–03 и ГОСТ Р 52630 «Сосуды и аппараты сварные стальные. Общие технические условия». Данные документы распространяются на проектируемые, вновь изготавливаемые и модернизируемые стальные сварные сосуды и аппараты, работающих под давлением не более
16МПа, вакуумом с остаточным давлением не ниже 665 Па (5 мм рт.ст.), внутренним давлением 0,07 МПа и менее (под налив) и при температуре стенки не ниже –70 ºС .
Отклонение наружного (внутреннего) диаметра обечаек, цилиндрических отбортованных элементов днищ, изготовленных из листов и поковок, не должно превышать ±1% номинального диаметра. Относительная овальность в любом поперечном сечении не должна превышать 1%. Величина относительной овальности определяется по формулам:
– в сечении, где отсутствуют штуцеры и люки,
a = 2(Dmax − Dmin ) 100%;
Dmax + Dmin
– в сечении, где имеются штуцеры и люки,
a = 2(Dmax − Dmin − 0,02d) 100% ,
Dmax + Dmin
где Dmax, Dmin – соответственно наибольший и наименьший наружные (внутренние) диаметры сосуда или аппарата, м; d – внутренний диаметр штуцера, м.