Материал: Обработка металлов давлением
Рис 4. Последовательность изготовления отливки в
машине с холодной камерой сжатия
В Машинах компрессорного действия жидкий металл
заполняет литейную форму под низким давлением сжатого воздуха или инертного
газа. На рис. 5 приведена схема действия одного из типов компрессорных машин. В
тигель с расплавленным металлом, на крышке которого смонтирована литейная
форма, подают по трубопроводу сжатый воздух или инертный газ. Избыточным
давлением жидкий металл по соединительному каналу нагнетается в полость формы.
После затвердевания отливки над зеркалом расплавленного металла в тигле с
помощью клапана создается атмосферное давление, раскрывается форма и
извлекается отливка. Компрессорным литьем получают отливки. Из алюминиевых,
цинковых, свинцовых, оловянных сплавов. Производительность компрессорных машин
значительно ниже, чем машин поршневого действия (50- 500 заливок за I ч). При
использовании для создания давления сжатого воздуха качество металла отливки
ухудшается вследствие окисления расплава.
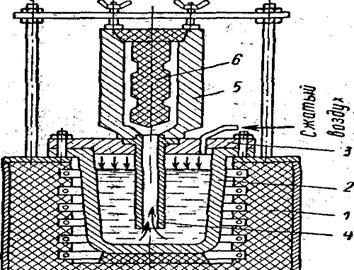
Рис 5. Схема компрессорного литья
(1 - печь; 2 - тигель; 3-крышка; 4 -
металлопровод; 5 - форма; 6 -стержень)
Прессформы для литья под давлением изготовляют из стали и обычно имеют сложную конструкцию. Для уменьшения износа рабочих поверхностей полость формы выполняют при помощи сменных вкладышей из жаростойкой и твердой легированной стали. Каналы литниковой системы располагаются в плоскости разъема формы. Для выхода воздуха из полости формы на плоскости разъема прошлифовывают вентиляционные каналы глубиной 0,1-0,2 мм. Рабочую поверхность пресс-формы перед заливкой покрывают жирной смазкой на основе минеральных масел с графитом, которая уменьшает износ формы и облегчает извлечение отливки. Температуру форм при заливке поддерживают в пределах 180-250° С для цинковых сплавов, 120-280° С для алюминиевых и 300- 400° С для медных сплавов.
Точность размеров отливок при литье под давлением зависит от точности изготовления пресс-форм. В пресс-формах, обработанных по 2-му классу точности, могут быть получены отливки с размерами по 3-5-му классам точности. Шероховатость поверхности отливок также определяется чистотой рабочих поверхностей пресс-форм. Полирование или отделочное шлифование полости формы позволяют получать в отливках из легкоплавких цветных сплавов шероховатость, соответствующую чистоте поверхности до 7-го класса. Износ рабочих поверхностей форм в процессе эксплуатации ухудшает качество отливок.
Наиболее качественно литьем под давлением могут быть получены отливки с небольшой (1,5-3,0 мм) и равномерной толщиной стенок. С увеличением толщины стенок увеличивается пористость и снижается прочность отливок.
При изготовлении тонкостенных деталей сложной
конфигурации из цветных сплавов литье под давлением является наиболее
высокопроизводительным методом.
Глава 2. Практические расчеты
.1 Анализ исходных данных
Деталь - крепежная панель, материал изготовления - сталь20.
Масса детали Мд=100 г. Nг =200 шт.в год, Ка = 0,9, Kсл = 1,2, Кп.пр.тр. = 3,5%, QTKЭ = 2, QЧKЭ = 6, Аср=10, Бср=20
Вычислим фонд времени, то есть срок, за который необходимо изготовить детали.
=D*m*8*60мин,
где D - количество рабочих дней в году; m - количество рабочих смен; 8 - продолжительность рабочей смены в часах; 60 - количество минут в часе.
= 247*1*8*60= 118560 минут или 82 дня.
Определим ритм и такт выпуска изделий. Ритм определяется:
=Nг/F, шт./мин= 200/118560=0,0016
Ритм - это количество деталей, которое необходимо изготавливать в минуту, чтобы сделать всю программу выпуска за установленный срок изготовления.
Ʈ = 1/r = F/Nг, мин на 1 шт,
Ʈ = 1/0,0016= 593 минуты на изготовление
одной детали.
Определяется коэффициент использования материала
(Ким).
Ким =Мд/Мз,
где Мд - масса детали, а М3 - масса заготовки.
Для таких процессов как литье или прессование Ким имеет определенное значение в
зависимости от метода литья или прессования.
Ким=0,95
Мз=100/0,95=105г
Далее производится нормирование технологического процесса и для каждой операции определяется штучно-калькуляционное время, так как производство серийное. В этом случае дополнительно рассчитывается подготовительно-заключительное время. Из отношения штучного оперативного времени соответствующей операции к такту выпуска детали получим округленное до целого числа количество единиц оборудования на каждой операции (Коб).
шт.к.=( Тпз/n)+(tот+ tвс + tоб+ tп), мин
где Тпз - подготовительно-заключительное время, мин.; tот - основное технологическое время, мин.; tвс - вспомогательное время, мин.; tоб - время обслуживания рабочего места, мин.; tп - время перерыва и отдыха, мин.
шт.к.=(120/200)+30+15+10+60= 115,6 мин.
Коб = tшт.к./ Ʈ , шт.
Коб = 115,6 / 592,8=0,195 или 1 шт.
2.2 Оценка технологичности изделия по каждому
варианту, включая определение уровня технологичности
Для запуска в производство изделие должно быть
отработано на технологичность. Для этого необходимо определить уровень
технологичности. Изделие отработано на технологичность, если выполняется
следующее условие:
К/Кб≥1
где К - комплексный показатель технологичности; Кб - базовый показатель технологичности.
В свою очередь определяется комплексный
показатель технологичности:
К=∑Кi*φi/∑φi
где Ki - частные показатели технологичности; φi - экономическая доля влияния этих частных показателей на технологический процесс изготовления детали.
Частные показатели для изготовления детали :
Кш - коэффициент шероховатости:
Кш=1/Бср
Кш=1/20=0,05
Где Бср - средний параметр шероховатости по всей поверхности (ГОСТ 2789-73), φш = 0,9.
Кт - коэффициент точности обработки:
Кт=1-1/Аср
Кт=1-1/10=0,9
где Аср - средний класс шероховатости (ГОСТ 2789-59), φш = 0,85.
Ккэ - коэффициент конструктивных элементов:
Ккэ=1- Qткэ/Qчкэ
Ккэ=1- 2/6= 0,667
где QTKЭ - количество типоразмеров
конструктивных элементов (например, отверстий с разным диаметром); QЧKЭ - общее
число всех типоразмеров конструктивных элементов (общее количество всех
отверстий всех диаметров); φкэ
= 0,5.
К=∑Кi*φi/∑φi=
(0,05*0,9+0,9*0,85+0,667*0,5)/(0,9+0,85+0,5)= 0,508
Расчет базового коэффициента технологичности при
условии, что Ксл больше единицы, проводится по формуле:
Кб=Ка/Ксл*Кт=0,9/1,2*1,00035=0,75
где Ка - коэффициент аналога; Kсл - коэффициент
сложности; Кт - коэффициент снижения трудоемкости.
Кт=(1+Кп.пр.тр./100) = 1+ 0,035/100=1,00035
где Кп.пр.тр.- коэффициент повышения производительности труда
К/Кб≥1
,508/0,75=0,68
Показатель меньше единицы, следовательно,
изделие не отработано на технологичность.
.3 Определение наиболее эффективного
технологического процесса изготовления детали по технологической себестоимости
Для расчета технологической себестоимости
необходимо определить цену поставки материала, цену оборудования и оснастки, а
также рассчитать заработную плату и цеховые расходы. Также необходимо вычислить
количество занятых на производстве рабочих. Количество необходимого инструмента
определяется количеством технологических операций и переходов, содержащихся в
разработанных технологических процессах изготовления детали.
С=Мi+З+О+П+И,
где Мi - расходы на материалы,
З - расходы на заработную плату,
О - расходы на содержание и амортизацию оборудования,
П - расходы на содержание и амортизацию приспособлений,
И - расходы и содержание и амортизацию инструмента.
=G1*q1-G2*q2 (рубли)
где G1- масса материала одной марки, расходуемого на изготовление единицы продукции (кг), - стоимость 1 кг материала, - масса отхода материала данной марки при изготовлении единицы продукции, - стоимость 1 кг отхода материала в рублях.
Сталь 20 за 1 кг = 43 рублей.=0,105*43-0,005*43=4,3 руб.
М200=200*4,3=860 руб.
З=((SZ1/f1+SZ2/f2)*tшт.к)/60,
где S - часовая ставка, устанавливаемая на определенный период времени (рубли), - разрядный коэффициент работы, определяемый по квалификационному справочнику, - число единиц оборудования или рабочих мест обслуживаемых одним рабочим, - разрядный коэффициент работы, выполняемой наладчиком, обслуживающим данное оборудование, - число единиц оборудования или рабочих мест, обслуживаемых одним наладчиком.
Часовую ставка - 170 руб./час.
Так как для данной работы требуется 4 разряд, то разрядный коэффициент будет равняться 1,57.
Число рабочих мест, обслуживаемых одним
наладчиком или рабочим, равняется 1.
З = (170*1,57/1+170*1,57/1)*115,6/60=1030,23 руб.
,23*200 шт.= 206046 руб.
П= ((qn*(a1+a2)*n)/F*K1*600)*tшт,
где qn - стоимость одного приспособления
а1 - амортизационные отчисления, %
а2 - расходы на содержание приспособлений, % от стоимости- число единиц одинакового оборудования необходимых для выполнения определенных операций- годовой фонд времени работы оборудования
К1 - коэффициент использования оборудованияшт - штучное время, связанное с изготовлением 1 единицы
Для производства необходимо:
котел (300000 руб.)
ковш (20000руб.)
а1= 15% в год,
К1= 0,4
П = ((320 000*(0,15+0,04)*1)/1976*0,9*600)*10= 0,0179 руб.
,0179*200 шт. = 3,59 руб.
И=![]() *tot
*tot
- число инструментов различных типов участвующих в одной операциии - стоимость инструмента, руб.- число ремонтов инструмента- время затраченное на ремонт или наладку- стоимость одного часа ремонта или наладки
а - число одинаковых одновременно работающих инструментов
Ки - коэффициент использования инструментов от - основное технологическое время- стойкость инструмента- 1инстр.и - щипцы (50 000 руб.)
i - 1 раз- 1 час- 600 руб.- 1 год
Ки=500/10=50
И=(((50000+1*1*600)*1*50)/(1+1)*8760*60)*0,5=1,2 руб.
,2*200=240,6 руб.
О=О1+О2+О3+О4,
где О1 - расходы на электроэнергию затрачиваемую на одну операцию,
О2 - расходы на амортизацию универсального или специального оборудования,
О3 - расходы на ремонт оборудования,
О4 - расходы на амортизацию части здания.
стоимость станка - 1580000 руб.
расходы на электроэнергию в год - 2426 кВт
стоимость 1 кВт 4,23 руб.
расходы на амортизацию - 3% в год
расходы на ремонт 10% от стоимости оборудования
расходы на амортизацию части здания отсутствуют.
О=2426*4,23+1580000*0,03+0,1*1580000=215661,98
руб.
Себестоимость 1 партии:
С=860+206046+3,59+240,6+215661,98=422812,17 руб.
Себестоимость 1 изделия:
,17/200=2114,06 руб.
Рис. 6. График зависимости себестоимости детали
от программы выпуска готовых деталей
Заключение
В результате выполнения курсового проекта был описан технологический процесс изготовления панели, входящей в состав стенда по испытанию интегральных микросхем при пониженном атмосферном давлении и определение себестоимости изделия. Раскрыта сущность технологического процесса - литье под давлением.
Также была подсчитана себестоимость одной детали и партия деталей, состоящая из 200 изделий.
Исходя из произведенных расчетов, было выяснено,
что изделие не отработано на технологичность.
Литература
. Сахлиджанова Р. М.-Ф., Покровская М.В., Ахмадьярова Д.И. Технология деталей радиоэлектронных средств. - М.: «МИРЭА», 2006.
. Савровски Д.С. Обоснование варианта технологического процесса. - М.: «МИРЭА», 1980.
. Галактионова Н.А., Бойчук И.Ф., Демина НИ. и др. Конструкционные материалы и их обработка. - М.: «Металлургия», 1975.
. Павловский В.В., Васильев В.К, Гутман Т.Н. Проектирование технологических процессов изготовления РЭА. - М.: «Радио и связь», 1982.
. Савровский Д.С., Головня ВТ. Конструкционные материалы и их обработка. - М.: «Высшая школа», 1976.
. Система ГОСТов РФ.
. Справочник технолога-машиностроителя, 2 тома, под редакцией Касиловой А.Г., Мещеряковой Р.Г. - 4 издание, переработанное и дополненное - «Машиностроение» -1985.
. Сорокин В.Г., Волосников А.В., Вяткин СВ. Марочник сталей и сплавов, под общей редакцией Сорокина В.Г. - «Машиностроение» - 1989.
. Общестроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного- на работы, выполняемых на метало-режущих станках - М., - 1994.
. Ковалев А.П. Основы оценки стоимости машин и оборудования - М., - 2006.
. Оценка машин, оборудования и транспортных средств. - Академия финансов при правительстве РФ, учебное пособие - М. - 2005.
. Справочное пособие «Технолог» - М.: «МИРЭА», 1980