Материал: Оборудование для флексографской печати
Оборудование для флексографской печати
Министерство образованию и науки РФ
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
Казанский национальный исследовательский технологический университет
Факультет ТПСПК
Специальность 261202.65 - Технология полиграфического производства
Форма обучения дневная
Кафедра
технологии полиграфических процессов и кинофотоматериалов
Курсовая работа
По дисциплине: Технология печатных процессов
Тема
курсовой работы: «Оборудование для флексографской печати»
Студент _________ Павлова О.С.
Курс 4 группа 5201-32
Дата сдачи законченной работы на кафедру
«13» мая 2014 года
Руководитель _______ Ефремова А.А.
«13»
мая 2014 года
Казань,
2014
РЕФЕРАТ
Данная курсовая работа содержит 35 с.
ФЛЕКСОГРАФИЯ, ОБОРУДОВАНИЕ, ПЕЧАТНАЯ МАШИНА, КОМПАНИЯ, МОДЕЛЬ, КОЛИЧЕСВО СЕКЦИЙ, СКОРОСТЬ ПЕЧАТИ, ОТТИСК.
Цель данной курсовой работы - ознакомиться с оборудованием для флексографской печти.
В данной работе описаны основы флексографской
печати, типы флексографских печатных машин, рассмотрено широкорулонное
флексографское оборудование, представленное в России, а также дана их
сравнительная характеристика.
СОДЕРЖАНИЕ
Введение
. Теоретическая часть
.1 Основы флексографской печати
.1.1 Печатный процесс
.1.2 Ассортимент выпускаемой продукции
.2 Типы флексографских печатных машин
1.3 Широкорулонное флексографское оборудование в России
1.3.1 BHS
.3.2 Bobst
.3.3 Comexi
.3.4 Feva
.3.5 Heng Chang
.3.6 Hyplas
.3.7 Kuen Yuh
.4 Сравнительная характеристика флексографского оборудования
Стандартизация
Заключение
Список используемых источников
ВВЕДЕНИЕ
Современная флексографическая печать представляет собой один из эффективных способов высокой печати, в которой актуально применение эластичных флексоформ, вместо стандартных жестких печатных пластин.
Использование во флексографии красящих материалов низкой вязкости, позволяет, с помощью этого метода, производить высококачественную печать на самых различных материалах - печать на пакетах (целлофановых, бумажных), фольге, картоне, полимерных пленках и другой рекламной и упаковочной продукции.
Технологические достоинства печати флексографией, наиболее ярко проявляются при изготовлении пакетов, конвертов, билетов, бирок, одноразовой посуды, ярлыков, печати этикеток, при работе с картоном и прочим упаковочным материалом. Конструктивными особенностями современного флексо являются рабочий способ подачи красящих материалов на печатную форму и возможность выбора во время производственного процесса формных цилиндров различных диаметров.
1
1. ТЕОРЕТИЧЕСКАЯ
ЧАСТЬ
1.1
Основы флексографской печати
Флексографская печать - это
единственный способ высокой печати, применение которого расширяется
преимущественно в упаковочной, этикеточной и газетной печати. Главная
отличительная черта флексографской печати - использование гибких, по сравнению
с типографской печатью, относительно мягких печатных форм, которые позволили
изменить процесс подачи краски. При помощи эластичных (мягких) печатных форм и
специально подобранных печатных красок (низкой вязкости) можно получать большую
палитру цветов на впитывающих и невпитывающих материалах. На рисунке 1 показан
принцип работы печатной секции флексографской машины.
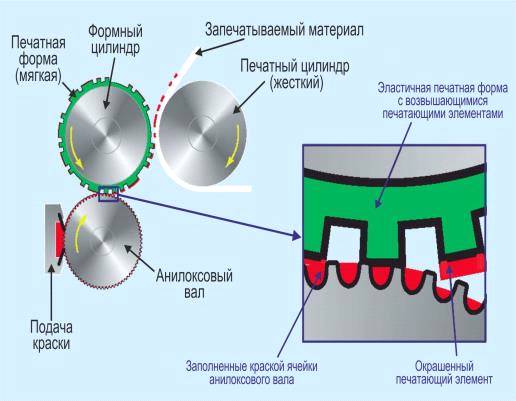
Рисунок 1 - Схема печатного
аппарата
Жидкая печатная краска
равномерно переносится ячейками накатного валика с растрированной поверхностью
(так называемого растрированного (анилоксного) валика, линиатура растра от 200
до 600 лин/см, керамическая или хромированная поверхность) на печатающие
элементы. На формном цилиндре находится резиновое клише или клише из
синтетического материала. Давление печатного цилиндра обеспечивает перенос
краски на запечатываемый материал. Применение ракеля вместе с системой подачи
краски оказывает стабилизирующее действие на печатный процесс благодаря
равномерному заполнению краской ячеек, находящихся на растрированном валике. С
применяемыми ранее исключительно резиновыми печатными формами была возможна
печать лишь простых изображений и грубых штриховых рисунков невысокого
качества. Сегодня для удовлетворения постоянно растущих требований к качеству,
прежде всего в печати упаковки, используются фотополимерные вымывные печатные
пластины (например, Nyloflex фирмы BASF и Cyrel фирмы DuPont), которые
обеспечивают возможность использования линиатуры растра до 60 лин/см [1].
1.1.1 Печатный процесс
Рельефные печатные формы, применяемые во флексографии, изготавливаются из прессованной резины или из фотополимерного материала, их области, печатающие изображение, выступают над остальной поверхностью формы. При производстве флексоформ могут быть использованы аналоговые и цифровые методы. Флексография является методом прямой печати, при котором форма, покрытая краской, переносит изображение непосредственно на печатную поверхность. Валик красочного аппарата, который называется «анилоксовый валик» переносит чернила на выпуклые части формы, которые, в свою очередь, переносят краску на поверхность. У анилоксового валика есть ячейки, которые переносят на форму определенное количество чернил. Количество ячеек, приходящихся на погонный дюйм валика, может варьироваться в зависимости от вида печатной продукции и требуемого качества. Название «анилоксовый» заимствовано из названия чернил, которые использовались в данном процессе до 1950-ых годов. Анилоксовые чернила изготавливались из анилиновых красок, которые, как позже обнаружилось в 1950-ых годах, являются опасными для здоровья, в связи с чем были созданы краски, которые и используются с тех пор. Валик, который переносит чернила, до сих пор называют анилиновым, даже несмотря на то, что анилиновые краски больше не используются во флексографии. В настоящее время в флексографии используются текучие быстросохнущие краски, которые чаще всего разбавляются водой [4].
Многие материалы, например, просто невозможно запечатать на офсетных машинах, поскольку офсетные краски не удовлетворяют санитарным и экологическим требованиям пищевой промышленности.
Для крупнотиражных заказов на высококачественную упаковку могут использоваться машины глубокой печати. При этом способе печати краска на материал переносится с высокой скоростью из углублений в выгравированных металлических цилиндрах. Печать может осуществляться на широком диапазоне носителей, включая большинство запечатываемых флексоспособом. Но традиционно применявшаяся для получения высококачественной упаковки глубокая печать невыгодна малых тиражах. Изготовление металлических цилиндров для глубокой печати существенно дороже флексографских и офсетных форм, поэтому глубокая печать рентабельна только для крупнотиражных работ, число оттисков в которых составляет не одну сотню тысяч.
Таким образом, естественным
заполнением рыночной ниши стало предложение рулонной флексографской печати.
Конечно, на флексографских машинах печатается не только упаковка, но и
множество видов полиграфической продукции: рекламные листовки, журналы,
малоформатные книги, газеты и прочее [6].
1.1.2 Ассортимент выпускаемой продукции
Флексография представляет собой печатный процесс с применением упруго-эластичных рельефных печатных форм, которые устанавливаются на печатных цилиндрах. В сущности, флексография является усовершенствованным вариантом высокой печати. Этот способ намного более универсален, чем высокая печать, так как может использоваться при печати практически на любой поверхности, включая пластмассу, металлическую фольгу, целлофан и бумагу. Флексография широко применяется при печати на непористых поверхностях, используемых при производстве различных типов пищевой упаковки. Этот способ также хорошо подходит для однотонной заливки больших областей.
Флексография продолжает быть
одним из самых быстро развивающихся способов печати, и область её применения
уже не ограничивается узким специальным ассортиментом продукции. Возможность
воспроизводить изображение на различных поверхностях позволяет применять
флексографию при производстве широкого ассортимента печатных продуктов.
Благодаря возможности печатать на непористых поверхностях, важным является
рынок пищевой упаковки. Это преимущество делает флексографию пригодной и для
печати на полиэтиленовых пакетах. Другие области, в которых может быть применён
данный способ, включают печать на подарочной упаковке, обоях, в журналах, на
газетных вкладках, книгах в мягком переплёте, телефонных справочниках и бланках
деловых документов [5].
1.2 Типы флексографских печатных машин
флексографский печать оборудование широкорулонный
Все множество флексографских печатных машин можно разделить на пять групп: встраиваемые секции, секционные ярусные машины, планетарные машины, линейные секционные машины и комбинированные линейные секционные машины или агрегаты. Машины всех групп применяются для запечатывания различных упаковочных материалов - от тончайших синтетических пленок до толстого картона - и для печатания обоев, этикеток, книг, школьных тетрадей и других специальных изделий. Каждую область применения машин не имеет смысла рассматривать обособленно, так как независимо от вида продукции машины одной и той же группы строятся, в основном, одинаково. Чрезвычайно важно верно выбрать машину в соответствии с ее назначением, чтобы в каждом случае получить оптимальный результат.
Предшественницами современных встраиваемых секций были анилиновые печатные секции, появившиеся на рубеже веков. Они устанавливались в машинах, предназначенных для изготовления бумажных пакетов, и служили для 1- и 2- красочного запечатывания, или <механического штемпелевания> бумажных пакетов и пакетиков. Позже их использовали для печати на листах бумаги и бумажных мешках. Уже к середине нашего века многие тысячи таких секций были установлены в комбинированных машинах, состоящих из бумагообрабатывающих и печатающих устройств, для однопроцессного изготовления и запечатывания за один прогон бумажных пакетов и мешков, а также для печатания на листовой и рулонной бумаге. После появления полиэтиленовой пленки высокого давления тот же принцип был применен и для ее обработки. В последние годы появилось также много вариантов агрегатирования встраиваемых флексографских секций с установками для получения рукава из пленки экструзией с раздувом. Сегодня можно уверенно утверждать, что каждый, кто имеет дело с обработкой бумаги и пленки, в том числе и изготовители изделий из них, должен для эффективной и производительной работы использовать встраиваемые флексографские секции. При этом получается экономия по сравнению с производимыми раздельно печатью и обработкой, так как не требуются ни лишние перевозки полуфабрикатов, ни дополнительные помещения, ни дополнительный обслуживающий персонал, а количество отходов снижается.
Встраиваемые секции делаются для ширины
запечатываемого материала от 250 до 3200 мм. В зависимости от
производительности обрабатывающих устройств скорость движения материала
достигает 400 м/мин. На рынке чаще всего встречается 3- и 4- красочные секции,
однако строятся и 1-красочные секции, а наибольшая красочность одной секции -
6. За малым исключением, встраиваемые секции имеют ярусное построение, при
котором в каждой печатной секции устанавливается индивидуальный печатный
цилиндр (рис. 2). Привод встраиваемой секции обычно осуществляется от главного
привода всей машины с помощью механических связующих звеньев. Имеются и такие
агрегаты, в которых для встраиваемой секции устанавливается отдельный
электропривод. В быстроходных машинах между отдельными печатными секциями
требуется сушка теплым воздухом, так как иначе произойдет отмарывание краски
при последующей обработке оттисков. На рисунке 2 представлены красочные
встраиваемые секции.
Рисунок 2 - Красочная встраиваемая секция
Простые встраиваемые секции нельзя использовать для печатания всех видов многокрасочных изображений и поэтому важно четко представлять себе технические возможности и границы применения каждого из их устройств. На простых встраиваемых секциях удачно получаются изображения в виде штриховых рисунков, плашек и литер. Бесмысленно печатать на них многокрасочные плашки с наложением красок, тонкие растровые изображения и надеяться получить при этом высококачественные оттиски.
Персонал, обслуживающий обрабатывающую машину, чаще всего не имеет специальных знаний в области флексографской печати. Необходимо четко усвоить, что качественная флексографская печать возможна только на рулонных печатных машинах.
Первая флексографская печатная машина,
работающая по принципу «с рулона на рулон», имела секционное ярусное построение,
и в основе ее была встраиваемая секция. Обычно в составе многокрасочной
печатной секции бывает 4 или 6 самостоятельных печатно-красочных аппаратов,
расположенных зеркально и симметрично по 2 или по 3 аппарата по обеим сторонам
станины. Все машиностроители придерживаются примерно одной и той же схемы
построения машины, и схему, используемую в последние годы, можно считать
стандартной (рис. 3). Лента запечатываемого материала движется от рулонной
установки той или иной степени сложности через стабилизатор натяжения к
печатной секции. В ней происходит запечатывание ленты несколькими красками, при
этом после получения каждого оттиска его запечатанная поверхность подвергается
сушке. После получения последнего оттиска лента проходит через общую туннельную
сушилку, где все нанесенные краски должны окончательно закрепиться. Ярусные
машины используются для печатания на различных, но обычно нерастягивающихся
материалах. Точность продольной приводки в таких машинах достигает в настоящее
время +0,2 мм. Для печатания на растягивающихся материалах и для получения
более точной приводки на нерастягивающихся материалах применяются планетарные
машины. В ярусной секционной машине может печататься или 6 красок на одной
стороне ленты, или 5 красок на лицевой стороне и 1 краска на обороте, или
соответственно может печататься 4+2 или 3+3 красок. Скорость печати в машинах
ярусного типа достигает 400 м/мин, ширина материала составляет от 250 до 2500
мм. Такие машины активно раскупались около 25 лет назад, а теперь они все более
вытесняются планетарными машинами. На рисунке 3 представлена красочная ярусная
секционная машина.
Рисунок 3 - Красочная ярусная секционные машина
Некоторое время назад на рынке появилась новая
секционная ярусная машина (рис. 4) с особым приводом печатных секций. Четыре
или шесть печатно-красочных аппаратов, установленных в 2 или 3 яруса,
приводились от одного центрального колеса. В этой машине соединилось одно из
достоинств планетарного построения (одно общее приводное зубчатое колесо), а
именно, точность привода и, следовательно, меньшая ошибка продольной приводки,
с достоинством ярусного расположения печатно-красочных аппаратов со своим
печатным цилиндром в каждом аппарате, а именно, малая ширина зоны печатного
контакта между печатным и формным цилиндрами, что особенно существенно при
большой длине оттиска. На рисунке 4 представлена красочная ярусная секционная
машина с общим приводным колесом.
Рисунок 4 - красочная ярусная секционная машина с общим приводным колесом