Материал: Нормирование точности детали вал, изделия - вал приводной
Поле допуска для внутреннего кольца
подшипника ![]() расположено
в минус от номинального размера, т.е. "из тела" материала. В основной
системе допусков и посадок у основного отверстия и основного вала поля допуска
расположены "в тело материала", т.е. отклонение со знаком
"+" для основного отверстия и со знаком " - " для основного
вала.
расположено
в минус от номинального размера, т.е. "из тела" материала. В основной
системе допусков и посадок у основного отверстия и основного вала поля допуска
расположены "в тело материала", т.е. отклонение со знаком
"+" для основного отверстия и со знаком " - " для основного
вала.
Принятое расположение полей допусков посадочных поверхностей подшипников связано с несколькими причинами.
Одна из причин такого решения связана со стремлением обеспечить определённые удобства для процесса изготовления подшипников. Значение наружного размера подшипника, которое равно минимальному и соответствует максимуму материала, появляется первым в процессе обработки. Это уменьшает риск получения бракованных колец при изготовлении.
Расположение поля допуска посадочного отверстия подшипника в минус от номинального размера вызвано тем, что поля допусков валов для соединения с отверстием подшипника выбирают из числа полей допусков общей системы допусков и посадок. Поскольку кольца подшипников качения являются легко деформируемыми деталями, то требуют при установке применения малых натягов, чтобы избежать заклинивания тел качения между кольцами или даже разрушения колец при сборке.
Таким образом, при сопряжении валов с отверстием, у которого поле допуска расположено в минус от номинального размера, а не в плюс, часть полей допусков валов, которые в системе ЕСДП использовались для получения посадок с небольшим зазором, будет образовывать с отверстием подшипника посадки переходные с небольшим натягом или зазором. Поля допусков, обычно используемые для переходных посадок, будут с кольцами подшипников образовывать посадки с небольшим натягом.
Общим требованием для подшипниковых узлов является обеспечение легкости монтажа и демонтажа подшипников. Легкость монтажа определяется силой запрессовки кольца. Кроме того, значительные натяги и силы запрессовки колец могут вызвать повреждение посадочных мест или рабочих поверхностей подшипников. Поэтому предпочтение следует отдавать посадкам с небольшими натягами, обеспечивающими непроворачивание колец при работе подшипника.
При установке подшипника на вал и в корпус с натягом радиальный зазор в подшипнике уменьшается вследствие расширения внутреннего и сжатия наружного колец, а также вследствие температурных деформаций деталей подшипника.
В данном случае установлены подшипники шариковые радиально-однорядные (ГОСТ 27365-87).
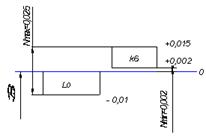
Посадка внутреннего кольца подшипника качения на вал Ø25 LО/k6 - вращающееся кольцо подшипника качения устанавливается на вал с натягом.
Посадки в подшипниках качения
выбираются в зависимости от конструкции подшипникового узла, от величины
нагрузки и в зависимости от характера нагружения. Так как внутреннее кольцо
подшипника качения испытывает циркуляционное нагружение при нормальном режиме
работы, то поле допуска внутреннего кольца подшипника качения выбирается L0
(ЕS=0; ЕI=-0,01 мм для подшипников качения 0 класса точности), а поле допуска
вала выбирается - k6 (еs=+0,015 мм; еi=+0,002мм )
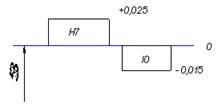
Посадка наружного кольца подшипника качения в
корпус Ø52
Н7/l0:
невращающееся кольцо подшипника качения устанавливают в корпус с нулевым
гарантированным зазором. Так как наружное кольцо подшипника качения испытывает
местное нагружение при нормальном режиме работы подшипника, то поле допуска
отверстия в корпусе назначается Н7 (ЕS=+0,025 мм; Еi=0, а поле допуска
наружного кольца подшипника качения -l0 (еs=0; еi=-0,015 мм для подшипников
качения 0 класса точности).
5. Выбор и назначение посадок на шпоночные и
резьбовые соединения
.1 Шпоночное соединение
Шпоночное соединение - соединение вала с отверстием (например, зубчатое колесо, шкива, рукоятки и т.д.) с помощью шпонки, устанавливаемой в пазы, выполнение на валу и во втулке. По форме стандартные шпонки подразделяются на призматические, сегментные, клиновые и тангенциальные с прямоугольным сечением.
Размеры шпонки зависят от диаметра вала, и выбираются по стандарту ГОСТ 23360-78.
Шпоночный паз является концентратором напряжений, снижающим усталостную прочность вала. Условия сборки шпоночного соединения улучшаются, если в соединении по цилиндрической поверхности вала и ступицы колеса предусмотрен зазор. Однако, наличие зазора в соединении вал - ступица приводит к тому, что при работе происходит обматывание поверхностей вала и отверстия. Обкалывание сопровождается скольжением из-за разности длин окружностей отверстия и вала. Скольжение приводит к смятию неровностей, износу контактных поверхностей.
Для корпусов, не имеющих разъема по плоскости, в которой лежат оси валов (корпуса коробок передач), выбор посадки колеса на вал определяется условиями сборки. При необходимости сборки внутри корпуса в стесненных условиях по цилиндрической поверхности назначают переходные посадки.
В случае применения шпоночных соединений приближенно посадки по цилиндрической поверхности можно принимать по следующим рекомендациям.
для цилиндрических прямозубых колес Н7/p6, H7/r6
цилиндрических косозубых и червячных колес H7/r6; H7/s6;
конических колес H7/s6, H7/t6;
неподвижных колес коробок передач (при необходимости сборки внутри корпуса) H7/k6, Н7/m6.
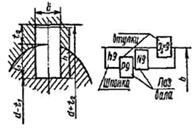
Посадки в соединении
призматической шпонки с пазом вала и втулки в соответствии с ГОСТ 23360-78
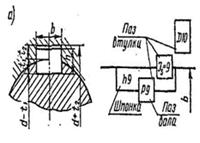
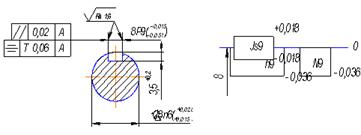
Поле допуска ширины-шпонки b - h9. Для ширины паза вала поля допусков: H9, N9 и Р9. Для ширины паза втулки поля допусков: D10, JS9, P9.
Рекомендуется поле допуска вала
выполнять Р9. Поле допуска паза втулки рекомендуется при неподвижном соединении
для нереверсивной передачи JS9, для реверсивной передачи Р9; при подвижном
соединении D10.
В нашем случае, соединение ступени
вала с отверстием зубчатого колеса, посадка с натягом ![]() , чтобы
свободно можно было собирать и разбирать изделие. Если же посадка будет с
зазором, то при вращении колеса возникнет повышенное радиальное биение и
эксцентриситет.
, чтобы
свободно можно было собирать и разбирать изделие. Если же посадка будет с
зазором, то при вращении колеса возникнет повышенное радиальное биение и
эксцентриситет.
1. Рекомендуется поля допуска паза на валу выполнять Р9.
. Поле допуска паза шестерни рекомендуется при нормальном соединении Js9.
. Поле допуска ширины шпонки "b" - h9.
Н/6g - посадка на резьбу. Класс точности средний. Требуется обеспечить гарантированный зазор для достижения легкой свинчиваемости, компенсации температурных деформаций деталей при эксплуатации, при нанесении защитных покрытий и др. Осевые зазоры в резьбовом соединении винта с крышкой нежелательны, так как они снижают точность регулирования. В связи с этим следует назначать резьбу с мелким шагом и задавать на диаметре резьбы по ГОСТ 16093-70 посадку 7Н/8g.
М6-6Н/6g - посадка на резьбу,
обеспечивает плотную посадку болта в отверстии.
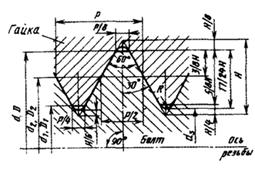 , D -
наружные диаметры соответственно наружной резьбы (болта) и внутренней резьбы
(гайки);, D2 - средние диаметры соответственно болта и гайки;, D1 - внутренние
диаметры соответственно болта и гайки;
, D -
наружные диаметры соответственно наружной резьбы (болта) и внутренней резьбы
(гайки);, D2 - средние диаметры соответственно болта и гайки;, D1 - внутренние
диаметры соответственно болта и гайки;
Р - шаг резьбы, Р=1,5 мм;
Н
- высота исходного треугольника, Н=0,866025*Р;- внутренний диаметр болта по дну
впадины.
Номинальные
значения диаметров резьбы должны соответствовать указанным на чертеже и в
таблице. Значения диаметров вычислены по следующим формулам:
D2
= D - 2![]() Н = D -
0,649519053 * P = 16 - 0,65 * 1,5 = 14,701;= d - 2
Н = D -
0,649519053 * P = 16 - 0,65 * 1,5 = 14,701;= d - 2![]() Н = d -
0,649519053 * P = 16 - 0,649519053 * 1,5 = 14,701;= D - 2
Н = d -
0,649519053 * P = 16 - 0,649519053 * 1,5 = 14,701;= D - 2![]() Н = D -
1,082531755 * P = 16 - 1,082531755 * 1,5 = 13,835;= d - 2
Н = D -
1,082531755 * P = 16 - 1,082531755 * 1,5 = 13,835;= d - 2![]() H = d -
1,082531755 * P = 16 - 1,082531755 * 1,5 = 13,835;
H = d -
1,082531755 * P = 16 - 1,082531755 * 1,5 = 13,835;
6. Описание служебного назначения детали
"вал"
Вал поз.12 выполнен из стали 45 ГОСТ 1050-88 предназначен для передачи крутящего момента от колеса зубчатого поз.1, с которым он соединен при помощи шпонки поз. 26. Вал вращается в подшипниках поз. 23. Шарикоподшипники смазываются густой смазкой при установке. Крышки и уплотнительные кольца предохраняют подшипники от попадания пыли и вытекания масла. Корпус крепятся к станине машины винтами и гайками.
Вал также выполняет базирующую функцию основных
элементов механизма. На основании этого предъявляются повышенные требования к
его изготовлению. Особое внимание уделяется к поверхностям посадки подшипников,
так как в основном именно от этого зависит правильная работа всего механизма в
целом. Шпонка имеет посадку Р9/h9 - это наиболее часто встречающаяся в
соединениях посадка для нормального соединения.
7. Обоснование назначения допусков, отклонений
формы, взаимного расположения поверхностей
Точность геометрических параметров деталей характеризуется точностью не только размеров ее элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения (погрешности) формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерности припуска на обработку; неоднородности материала заготовки и т.п.
Таким образом, для обеспечения требуемой точности параметров изделия, его работоспособности и долговечности в рабочих чертежах деталей необходимо указание не только предельных отклонений размеров, но и в необходимых случаях допусков формы и расположения поверхностей. Правильное и более полное нормирование точности формы и расположения поверхностей, способствующее повышению точности геометрии деталей при их изготовлении и контроле, является одним из основных факторов повышения качества машин и приборов.
Назначение допусков формы и расположения поверхностей должно производиться на основе государственных стандартов и стандартов СЭВ.
Отклонением формы называется отклонение формы реальной поверхности от формы номинальной поверхности. Под номинальной понимается идеальная поверхность, номинальная форма которой задана чертежом или другой технической документацией. Отклонение формы оценивается по всей поверхности или на нормируемом участке, если заданы его площадь, длина или угол сектора. Если расположение нормируемого участка не задано, то его считают любым в пределах всей поверхности или профиля.
Отклонением расположения называется отклонение реального расположения рассматриваемого элемента от номинального расположения. Под номинальным понимается расположение, определяемое номинальными линейными и угловыми размерами между рассматриваемым элементом и базами.
Допуски формы и расположения поверхностей указываются в чертежах согласно ГОСТ 2.308 - 68.
Вал.
Для вала задаем отклонение от перпендикулярности, параллельности, симметричности, и отклонение от соосности и цилиндричности.
При посадке на вал зубчатого колеса и подшипников качения очень важно, чтобы посадка осуществилась полностью, поэтому на поверхности вала, непосредственно взаимодействующие зубчатым колесом и подшипниками качения, должны задаваться отклонения от перпендикулярности и цилиндричности.
При работе подшипников качения очень важно, чтобы не произошло перекоса осей вала, поэтому задается отклонение от соосности.
Поверхность шпонки не должна иметь отклонений от параллельности и симметричности выше указанной для лучшего зацепления вала с другими деталями изделия.
Поверхности под подшипники качения.
Кольца подшипников качения очень податливы.
Они облегают посадочные поверхности валов и приобретают форму этих поверхностей. Поэтому, чтобы в минимальной степени искажать дорожку качения внутренних колец, задают допуски цилиндричности посадочных поверхностей валов для подшипников:
приводной вал допуск подшипник
Т ≈ 0,3 · t
Где- допуск размера посадочной поверхности вала.
- для Ø20 k![]() - Т ≈
0,3·17 = 5,1 мкм.
- Т ≈
0,3·17 = 5,1 мкм.
для Ø25k![]() - Т ≈
0,3·17 = 5,1 мкм.
- Т ≈
0,3·17 = 5,1 мкм.
|
|
|
Чтобы ограничить перекос колеи
подшипников задают допуски соосности посадочных поверхности для подшипников
относительно их общей оси.
|
|
|
|
Для обеспечения норм
кинематической точности и норм контакта зубчатых и червячных передач задают
допуски соосности посадочных поверхностей валов для деталей этого типа
относительно общей оси посадочных поверхностей для подшипников.
|
|
|
|
Некоторые торцевые поверхности
вала служат базой для установки внутренних колец подшипников и узких колес, у
которых отношение l/d < 0,8. На такие поверхности на чертежах валов задают
допуск перпендикулярности относительно общей оси поверхностей для подшипников.
|
|
|
|
Чтобы ограничить концентрацию контактных давлений, шпоночные пазы должны быть параллельны и симметричны оси посадочной поверхности валов.
Поверхность шпонки не должна иметь отклонений от параллельности и симметричности выше указанной для лучшего зацепления вала с другими деталями изделия.
при ширине паза 6 мм допуски в
долях от 9-го квалитета:
8Р9![]() Т=36
Т=36
- параллельности Т = 0,6 * 36 = 21,6 мкм, после округления Т// = 0,020 мм.
- симметричности Т = 4 * 36 = 144
мкм, после округления Т ![]() = 0,01 мм.
= 0,01 мм.
8. Обоснование назначения размеров шероховатости
поверхности
Реальные поверхности, полученные обработкой на металлорежущих станках или иным путем, изборождены рядом чередующихся уступов и впадин разной высоты и формы и сравнительно малых размеров по высоте и шагу. Эти выступы и впадины образуют неровности поверхности (микронеровности). Под шероховатостью поверхности понимается совокупность микронеровностей с относительно малыми шагами. Шероховатость поверхности в сочетании с другими характеристиками (цветом поверхности, степенью отражательной способности), а также физическими свойствами поверхностного слоя материала детали (степенью упрочнения и глубиной упрочненного слоя, остаточными напряжениями обработки и др.) определяют состояние поверхности и являются наряду с точностью формы одной из основных геометрических характеристик ее качества.
Уменьшение шероховатости поверхности вносит большую определенность в характер соединения деталей, увеличивает прочность деталей, их коррозионную стойкость. Она влияет на точность измерения деталей, на плотность и герметичность соединений, на отражательную способность поверхности, на ее контактную жесткость.