Материал: Методические указания по инженерной графике для студентов бакалавриата очной формы. Терновская О.В

Длина стяжного конца шпильки l (номинальная длина) подсчитывается по формуле
l = n + Sш + H + K,
где n - толщина соединяемой детали; Sш - толщина шайбы; H - высота гайки; K - длина выступающего над гайкой конца шпильки, К = 0,3d.
При одном и том же диаметре d резьбы шпилька может изготавливаться различной длины l, которая стандартизирована. Подсчитав длину l, подбирают ближайшее стандартное значение. Длина резьбового (гаечного) конца l0 также стандартизирована и устанавливается в зависимости от его диаметра d и длины l (табл. 8).
Таблица 8
Длина шпилек общего применения (выдержка из ГОСТ 22033—76)
Номинальная длина |
|
Длина резьбового конца lо (без сбега резьбы) при d |
|
|
|||||||||
шпильки l (без резьбового |
8 |
10 |
12 |
(14) |
16 |
|
(18) |
|
|
20 |
(22) |
|
24 |
ввинчиваемого конца l1) |
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
× |
× |
× |
× |
× |
× |
|
× |
|
× |
× |
|
|
(32) |
22 |
26 |
× |
× |
× |
|
× |
|
× |
× |
× |
|
|
35 |
22 |
26 |
× |
× |
× |
|
× |
|
× |
× |
× |
|
|
(38) |
22 |
26 |
30 |
× |
× |
|
× |
|
|
× |
× |
× |
|
40 |
22 |
26 |
30 |
× |
× |
|
× |
|
|
× |
× |
× |
|
(42) |
22 |
26 |
30 |
34 |
× |
|
× |
|
|
× |
× |
|
× |
45 |
22 |
26 |
30 |
34 |
× |
|
× |
|
|
× |
× |
|
× |
(48) |
22 |
26 |
30 |
34 |
38 |
|
× |
|
|
× |
× |
|
× |
50 |
22 |
26 |
30 |
34 |
38 |
|
× |
|
|
× |
× |
|
× |
55 |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
× |
× |
|
× |
60 |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
46 |
× |
|
× |
65 |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
46 |
50 |
|
× |
70 |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
46 |
50 |
|
54 |
75 |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
46 |
50 |
|
54 |
80 |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
46 |
50 |
|
54 |
(85) |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
46 |
50 |
|
54 |
90 |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
46 |
50 |
|
54 |
(95) |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
46 |
50 |
|
54 |
100 |
22 |
26 |
30 |
34 |
38 |
|
42 |
|
|
46 |
50 |
|
54 |
Примечания: 1. Шпильки с размерами, заключенными в скобки, по возможности не применять. 2. Знаком × отмечены шпильки с длиной гаечного конца lo = l – 0,5d.
Шпильки исполнения 1 изготовляются на концах с одинаковыми диаметрами резьбы и гладкой части стержня посередине (рис. 6).
Условное обозначение шпильки исполнения 1:
Шпилька M24-6g x 80.36 ГОСТ 2203276.
Расшифровывается следующим образом: М24 - номинальный диаметр метрической резьбы с крупным шагом; 6g - поле допуска; 80 - длина шпильки; 36 - класс прочности.
26
СОЕДИНЕНИЕ ДЕТАЛЕЙ ВИНТОМ
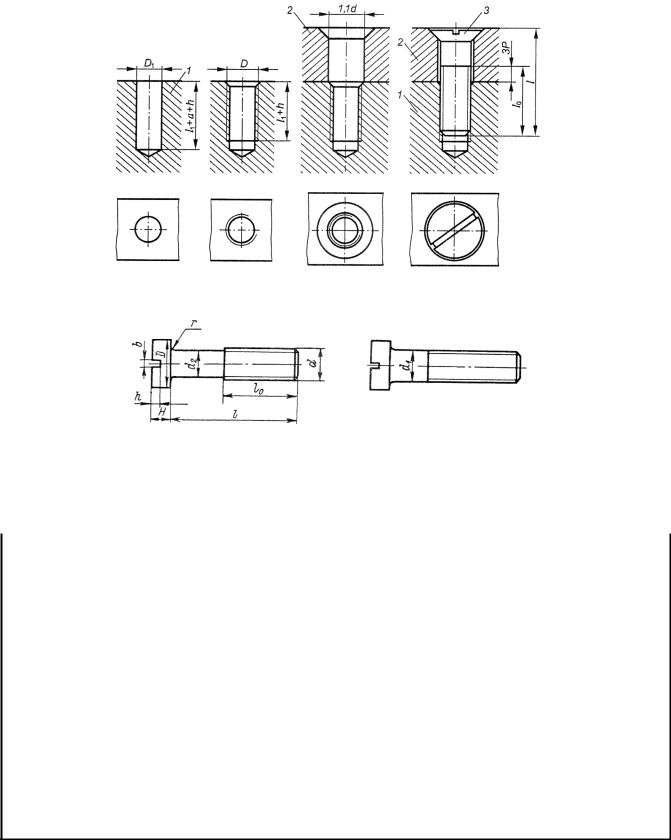
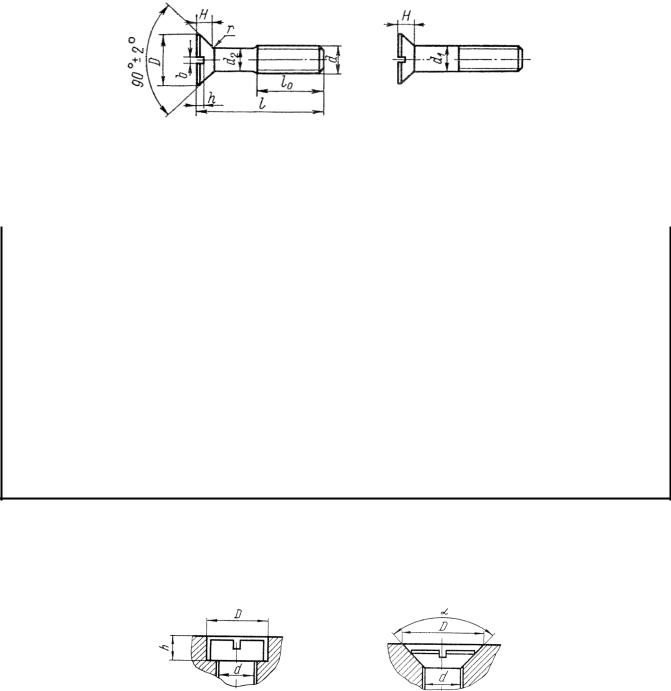
В графическом задании для всех вариантов необходимо выполнить соединение винтом М8 (рис.8), в зависимости от варианта, соединение выполняется винтом с цилиндрической (ГОСТ 1491-80 рис. 9, табл.9) или с потайной (ГОСТ 17475-80 рис. 10, табл. 10) головкой.
Рис. 8
Исполнение 1 |
Исполнение 2 |
d2 ≈ среднему диаметру резьбы
Рис. 9
Таблица 9
Винты с цилиндрической головкой (выдержка из ГОСТ 1491-80)
Номи- |
Шаг резьбы |
Диа- |
Диа- |
Высота |
Шири- |
Глуби- |
Радиус |
|
Длина резь- |
||
нальный |
|
|
метр |
метр |
голов- |
на |
на |
под |
Длина |
бы l0 в зави- |
|
круп- |
мел- |
||||||||||
диаметр |
ный |
кий |
стерж- |
голов- |
ки H |
шлица |
шлица |
голов- |
винта l |
симости от l |
|
резьбы d |
|
|
ня d1 |
ки D |
|
b |
h |
кой r |
|
l* |
l0 |
6 |
1 |
- |
6 |
10,0 |
4,0 |
1,6 |
2,0 |
0,6 |
6…70 |
22-70 |
18 |
8 |
1,25 |
1 |
8 |
13,0 |
5,0 |
2,0 |
2,5 |
1,1 |
12…70 |
28-70 |
22 |
10 |
1,5 |
1,25 |
10 |
16,0 |
6,0 |
2,5 |
3,0 |
1,1 |
18…70 |
32-70 |
26 |
12 |
1,75 |
1,25 |
12 |
18,0 |
7,0 |
3,0 |
3,5 |
1,6 |
22…85 |
35-85 |
30 |
(14) |
2 |
1,5 |
14 |
21,0 |
8,0 |
3,0 |
3,5 |
1,6 |
25…90 |
40-90 |
34 |
16 |
2 |
1,5 |
16 |
24,0 |
9,0 |
4,0 |
4,0 |
1,6 |
30…95 |
45-95 |
38 |
(18) |
2,5 |
1,5 |
18 |
27,0 |
10,0 |
4,0 |
4,5 |
1,6 |
35…110 |
50-110 |
42 |
20 |
2,5 |
1,5 |
20 |
30,0 |
11,0 |
4,0 |
4,5 |
2,2 |
40…120 |
55-120 |
46 |
Примечания:
1. Длины винтов берут из ряда (1,5); 2; (2,5); 3; (3,5); 4; 5; 6; (7); 8; 9; 10; 11; 12; (13); 14; 16; (18); 20; (22); 25; (28); 30; (32); 35; (38); 40; (42); 45; (48); 50; 60; 65; 70; 75; 80; (85); 90; (95); 100; 110; 120.
2. При меньших размерах l* резьба нарезается по всей длине.
27
Исполнение 1 |
Исполнение 2 |
d2 ≈ среднему диаметру резьбы
Рис. 10
Таблица 10
Винты с потайной головкой (выдержка из ГОСТ 17475-80)
Номи- |
Шаг резьбы |
Диа- |
Диа- |
Высота |
Шири- |
Глуби- |
Радиус |
|
Длина резь- |
||
нальный |
|
|
метр |
метр |
голов- |
на |
на |
под |
Длина |
бы l0 в зави- |
|
круп- |
мел- |
||||||||||
диаметр |
ный |
кий |
стерж- |
голов- |
ки H |
шлица |
шлица |
голов- |
винта l |
симости от l |
|
резьбы d |
|
|
ня d1 |
ки D |
|
b |
h |
кой r |
|
l* |
l0 |
6 |
1 |
- |
6 |
11,0 |
3 |
1,6 |
1,5 |
0,6 |
8…70 |
25-70 |
18 |
8 |
1,25 |
1 |
8 |
14,5 |
4 |
2 |
2 |
1,1 |
12…70 |
32-70 |
22 |
10 |
1,5 |
1,25 |
10 |
18,0 |
5 |
2,5 |
2,5 |
1,1 |
20…70 |
38-85 |
26 |
12 |
1,75 |
1,25 |
12 |
21,5 |
5,5 |
3 |
2,5 |
1,6 |
22…85 |
42-85 |
30 |
(14) |
2 |
1,5 |
14 |
25,0 |
6,5 |
3 |
3 |
1,6 |
25…90 |
48-90 |
34 |
16 |
2 |
1,5 |
16 |
28,5 |
7 |
4 |
3,5 |
1,6 |
30…95 |
55-95 |
38 |
(18) |
2,5 |
1,5 |
18 |
32,5 |
8 |
4 |
4 |
1,6 |
35…120 |
60-110 |
42 |
20 |
2,5 |
1,5 |
20 |
36,0 |
9 |
4 |
4 |
2,2 |
38…120 |
65-120 |
46 |
Примечания: 1. Ряд длин винтов см. табл.9.
2. При меньших размерах l* резьба нарезается по всей длине.
Гнездо под винт в детали 1 сверлят диаметром D1 = 0,85 d, где d – диаметр винта. Сквозное гладкое отверстие под винт в детали 2 сверлят диаметром 1,1d.
В зависимости от конструкции головки винта в деталях выполняются соответствующие углубления (зенковка) под головку (рис. 11 табл. 11).
Рис. 11
Таблица 11
Раззенковка под винты с цилиндрической и потайной головками
|
|
ГОСТ 1491-80 |
|
|
|
|
|
ГОСТ 17475-80 |
|
|
||||
d |
6 |
8 |
10 |
12 |
14 |
16 |
|
d |
6 |
8 |
10 |
12 |
14 |
16 |
D |
10 |
13 |
16 |
20 |
24 |
28 |
|
D |
14 |
18 |
24 |
28 |
32 |
36 |
h≤ |
6 |
7 |
8 |
10 |
12 |
14 |
|
α |
900 |
900 |
900 |
900 |
900 |
900 |
Величина ввинчиваемого резьбового конца винта l1 зависит от материала детали, в которую ввинчивается винт, и принимается по аналогии с длиной
28
ввинчиваемого конца шпильки (табл. 7).
Конец резьбы у винтов не должен совпадать с линией разъема деталей, в противном случае не возможна затяжка соединяемых деталей, поэтому запас резьбы на стержне должен определяться величиной ≥ 2р, где р – шаг резьбы. Исходя из этого длина l0 = l1 + 3р.
Отверстие под винт рассчитывается по аналогии с отверстием под шпильку, поэтому принимают значения: а = 0,25d; h = 0,25d
Длина винта определяется в зависимости от формы головки винта, в данном задании подсчитывается l = m + l1 (рис. 8), где m – толщина детали №2. Рассчитанная длина винта округляется до ближайшей большей величины и выбирается из ряда длин по табл. 9.
Шлицы на головках винтов вычерчиваются на виде сверху под углом 450 по отношению к основной надписи.
Условное обозначение винта:
Винт 2М12х1,25.6gх60.48.016 ГОСТ 1491-80.
Расшифровывается: исполнения 2, с диаметром резьбы d = 12мм, с мелким шагом резьбы, с полем допуска 6g, длиной l = 60мм, класс прочности 4.8, с покрытием вида 01, толщина покрытия 6мкм
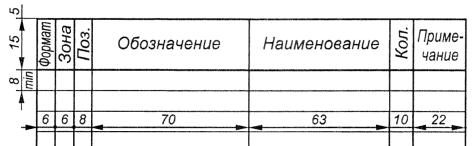
Графическая работа выполняется как сборочный чертеж резьбового соединения. В соответствии с ГОСТ 2.108-68 к сборочному чертежу составляется спецификация (рис. 12), в учебных чертежах допускается спецификацию располагать непосредственно на сборочном чертеже (рис.2).
Рис. 12
При заполнении спецификации следует помнить, что в разделе "Стандартные изделия" записывают условные обозначения изделий в алфавитном порядке наименования изделия (например, "Болт", "Винт", "Гайка", "Шайба"). В пределах каждого наименования - в порядке возрастания обозначений стандарта. В пределах каждого обозначения стандарта - в порядке возрастания основных параметров или размеров изделия (например, диаметра Болт М10х40 ГОСТ 779870, Болт М12х60 ГОСТ 7798-70 и т. д.).
Номера позиций на сборочном чертеже наносят на полках линий-выносок, проводимых от изображений составных частей. Линии-выноски пересекают контур изображения составной части и заканчиваются точкой.
Линии-выноски не должны пересекаться между собой, не должны быть параллельны линиям штриховки, по возможности не должны пересекать изображение других составных частей, а также размерных линий чертежа.
Номера позиций располагают параллельно основной надписи чертежа и
29

группируют их в колонку или строчку, т. е. по вертикальной или горизонтальной прямой. Размер полок 10...12 мм.
Размер шрифта номеров позиций должен быть больше размера шрифта размерных чисел в 1,5 раза.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.Боголюбов С.К. Инженерная графика: Учебник для средних специальных учебных заведений. – 3- е изд., испр. и доп. – М.: Машиностроение, 2006. – с. 392: ил.
2.Миронова Р.С., Миронов Б.Г. Инженерная графика: Учебник. – М.: Высш.
шк., 2001 – 288 с.
3.Терновская О.В. Машиностроительное черчение: учеб. пособие / О.В.Терновская; Воронежский ГАСУ. – Воронеж, 2012. – 114 с.
|
ОГЛАВЛЕНИЕ |
Введение |
3 |
Методические указания |
3 |
Расчетно-графическая работа |
|
- соединение деталей болтом |
21 |
- соединение деталей шпилькой |
24 |
- соединение деталей винтом |
27 |
Библиографический список |
30 |
ИНЖЕНЕРНАЯ ГРАФИКА
РАЗДЕЛ «ИЗОБРАЖЕНИЯ СОЕДИНЕНИЙ ДЕТАЛЕЙ» Тема «Резьбовые изделия и соединения»
Методические указания по инженерной графике для студентов бакалавриата очной формы обучения направления 270800.62 «Строительство» профили:
«Производство строительных материалов, изделий и конструкций», «Теплогазоснабжение и вентиляция», «Водоснабжение и водоотведение».
Составитель Терновская Ольга Владимировна
Подписано в печать . .2014. Формат 60х84 1/8. Уч.-изд. л. . Усл.-печ. л. . Бумага писчая. Тираж 150 экз. Заказ №
Отпечатано: отдел оперативной полиграфии издательства учебной литературы и учебно-методических пособий
Воронежского ГАСУ 394006 Воронеж, ул. 20-летия Октября, 84.
30