Материал: Методические указания по инженерной графике для студентов бакалавриата очной формы. Терновская О.В
|
|
|
|
|
|
Таблица 2 |
|
|
|
|
|
|
|
№ |
Винт |
Шпилька |
|
№ |
Винт |
Шпилька |
Вар-та |
ГОСТ |
ГОСТ |
|
Вар-та |
ГОСТ |
ГОСТ |
1 |
1491-72 |
22036-76 |
|
16 |
17475-72 |
22036-76 |
2 |
17475-72 |
22036-76 |
|
17 |
1491-72 |
22032-76 |
3 |
1491-72 |
22040-76 |
|
18 |
1491-72 |
22034-76 |
4 |
1491-72 |
22036-76 |
|
19 |
1491-72 |
22034-76 |
5 |
1491-72 |
22038-76 |
|
20 |
1491-72 |
22032-76 |
6 |
1491-72 |
22036-76 |
|
21 |
1491-72 |
22032-76 |
7 |
17475-72 |
22038-76 |
|
22 |
1491-72 |
22032-76 |
8 |
1491-72 |
22036-76 |
|
23 |
1491-72 |
22040-76 |
9 |
1491-72 |
22034-76 |
|
24 |
17475-72 |
22040-76 |
10 |
1491-72 |
22032-76 |
|
25 |
1491-72 |
22034-76 |
11 |
17475-72 |
22038-76 |
|
26 |
1491-72 |
22034-76 |
12 |
1491-72 |
22036-76 |
|
27 |
1491-72 |
22032-76 |
13 |
1491-72 |
22036-76 |
|
28 |
1491-72 |
22034-76 |
14 |
1491-72 |
22038-76 |
|
29 |
1491-72 |
22034-76 |
15 |
17475-72 |
22034-76 |
|
30 |
1491-72 |
22034-76 |
РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА
СОЕДИНЕНИЕ ДЕТАЛЕЙ БОЛТОМ
При выполнении сборочного чертежа соединения деталей болтом (рис.2) стандартные изделия, участвующие в соединении: болт, гайка и шайба вычерчивают по размерам, взятым из соответствующего стандарта.
По заданию для всех вариантов в соеди-
нении используется болт М12 (ГОСТ 7798-70) исполнение 1, его вид показан на рис. 3, основные размеры приведены в табл. 3.
Длина болта l подсчитывается по формуле l = m + n + Sш + H + K,
где m и n - толщина соединяемых деталей; |
|
Sш - толщина шайбы; |
|
H - высота гайки; |
|
K - длина выступающего над гайкой конца |
|
болта, К = 0,3d. |
|
При одном и том же диаметре d резьбы |
|
болт может изготавливаться различной длины l, |
|
которая стандартизирована. Подсчитав длину |
|
болта, подбирают ближайшее стандартное зна- |
|
чение l. Длина l0 резьбы болта также стандарти- |
|
зирована и устанавливается в зависимости от |
|
его диаметра d и длины l (табл. 4). |
|
Отверстие под болт А = 1,1d. |
Рис. 2. |
21 |
|
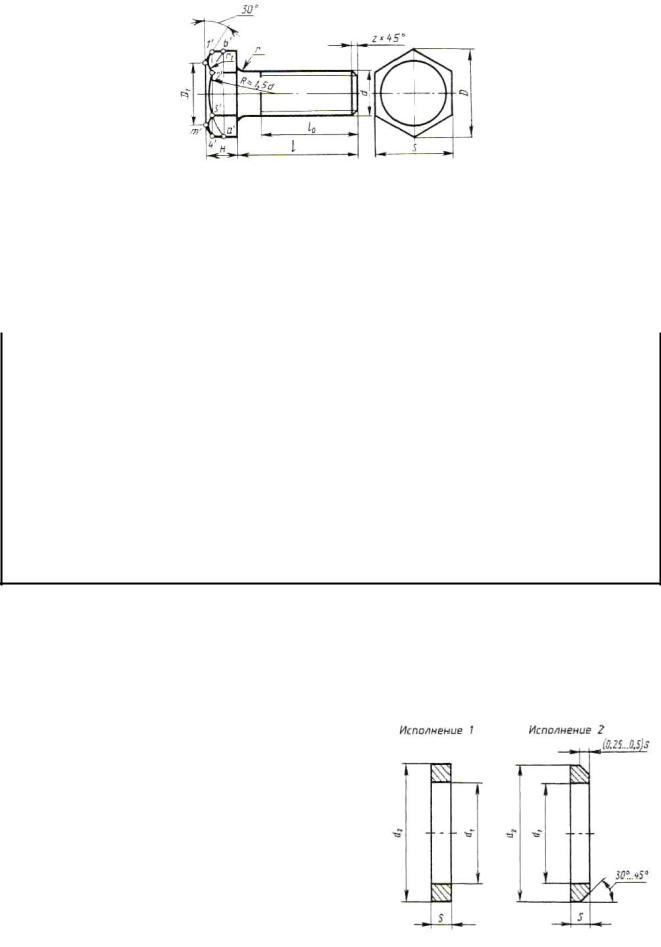
D1 = (0,90 ÷ 0,95) S Z = 0,1d
Рис. 3
Таблица 3
Размеры болтов с шестигранной головкой нормальной (класса В) точности (выдержка из ГОСТ 7798—70)
Номинальный |
Шаг резьбы |
Размер |
Высота |
Диаметр описан- |
Радиус под головкой r |
||
диаметр |
крупный |
мелкий |
под ключ |
Головки |
ной окружности |
не менее |
не более |
резьбы d |
|
|
S |
H |
D, не менее |
|
|
8 |
1,25 |
1 |
13 |
5,5 |
14,2 |
0,4 |
1,1 |
10 |
1,5 |
1,25 |
17 |
7 |
18,7 |
0,4 |
1,1 |
12 |
1,75 |
1,25 |
19 |
8 |
20,9 |
0.6 |
1,6 |
(14) |
2 |
1,5 |
22 |
9 |
24,3 |
0,6 |
1,6 |
16 |
2 |
1,5 |
24 |
10 |
26,5 |
0.6 |
1,6 |
(18) |
2,5 |
1,5 |
27 |
12 |
29,9 |
0,6 |
1,6 |
20 |
2,5 |
1,5 |
30 |
13 |
33,3 |
0,8 |
2,2 |
(22) |
2,5 |
1,5 |
32 |
14 |
35 |
0,8 |
2,2 |
24 |
3 |
2 |
36 |
15 |
39,6 |
0,8 |
2,2 |
Примечание. Размеры болтов, заключенные в скобки, применять не рекомендуется.
Условное обозначение болта:
Болт 2 М16 х l,5.6g х 75.68.09 ГОСТ 7798-70.
Расшифровывается следующим образом: 2 - исполнение; M16 - тип и размер резьбы; 1,5 - величина мелкого шага резьбы; 6g — поле допуска; 75 - длина болта; 68 - условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 - цинковое покрытие; ГОСТ 7798—70 - стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
Размеры шайб для болтов подбирают по ГОСТ 11371-78 (табл.5).
Шайбы имеют два исполнения (рис.4): исполнение 1 класса точности А и С - без фаски; исполнение 2 класса точности А - с фасками.
Рис. 4
22
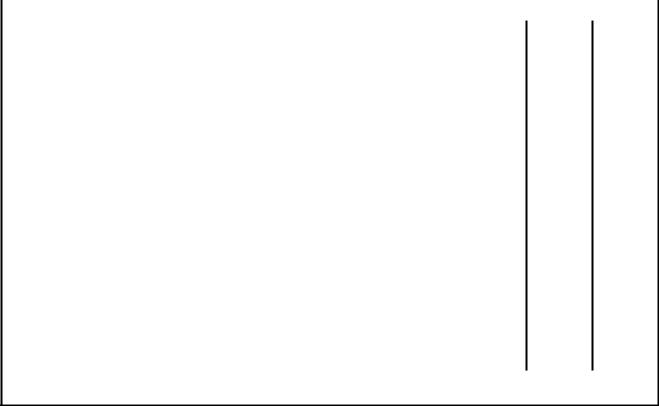
Таблица 4
Длина болтов с шестигранной головкой нормальной (класса В) точности (выдержка из ГОСТ 7798—70)
Длина |
|
|
Длина резьбы lо при номинальном диаметре резьбы d |
|
|
||||||
l |
8 |
10 |
|
12 |
(14) |
16 |
(18) |
20 |
(22) |
|
24 |
30 |
22 |
× |
|
× |
× |
× |
× |
× |
× |
× |
|
(32) |
22 |
26 |
|
× |
× |
× |
× |
× |
× |
|
× |
35 |
22 |
26 |
|
30 |
× |
× |
× |
× |
× |
|
× |
(38) |
22 |
26 |
|
30 |
× |
× |
× |
× |
× |
|
× |
40 |
22 |
26 |
|
30 |
34 |
× |
× |
× |
× |
|
× |
45 |
22 |
26 |
|
30 |
34 |
38 |
× |
× |
× |
|
× |
50 |
22 |
26 |
|
30 |
34 |
38 |
42 |
× |
× |
|
× |
55 |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
× |
|
× |
60 |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
50 |
|
× |
65 |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
50 |
|
54 |
70 |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
50 |
|
54 |
75 |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
50 |
|
54 |
80 |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
50 |
|
54 |
(85) |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
50 |
|
54 |
90 |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
50 |
|
54 |
(95) |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
50 |
|
54 |
100 |
22 |
26 |
|
30 |
34 |
38 |
42 |
46 |
50 |
|
54 |
Примечания: 1. Болты с размерами длин, заключенными в скобки, применять не рекомендуется. 2. Знаком × отмечены болты с резьбой на всей длине стержня.
Таблица 5
Шайбы обычные нормальные (выдержка из ГОСТ 11371-78)
Значения |
|
|
Номинальный диаметр резьбы крепёжной детали |
|
|
||||||
размеров |
8 |
10 |
|
12 |
14 |
16 |
18 |
20 |
|
22 |
24 |
d1 |
8,4 |
10,5 |
|
13 |
15 |
17 |
19 |
21 |
|
23 |
25 |
d2 |
17 |
21 |
|
24 |
28 |
30 |
34 |
37 |
|
39 |
44 |
S |
1,6 |
2,0 |
|
2,5 |
2,5 |
3 |
3 |
3 |
|
3 |
4 |
Условное обозначение шайбы исполнения 1 класса точности А для крепежных деталей с диаметром резьбы 12мм, с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм:
Шайба А.12.01.08кп.016 ГОСТ 11371-78.
Для соединения деталей болтом берем наиболее часто используемые шестигранные гайки по ГОСТ 5915-70 (рис. 5, табл. 6), они выпускаются в двух исполнениях: с двумя (рис. 5, а) и одной наружными фасками (рис. 5, б).
Шестигранная гайка в исполнении 1 по ГОСТ 5915-70 (см. рис. 5, а) с полем допуска 6Н, класса прочности 6, без покрытия обозначается:
Гайка М24-6Н.6 ГОСТ 5915-70.
23
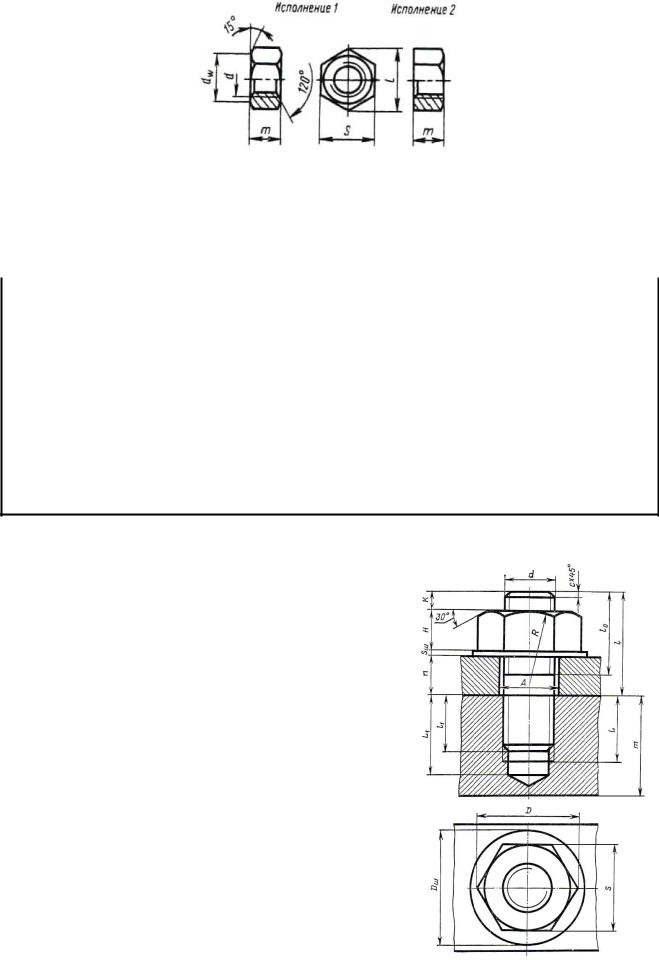
а) б) Рис. 5
Таблица 6
Гайки шестигранные нормальной точности (выдержка из ГОСТ 5915-70)
Номинальный |
Шаг резьбы |
S |
l |
dw, |
m |
|
диаметр резьбы d |
|
|
не менее |
|||
крупный |
мелкий |
|
|
|
||
8 |
1,25 |
1 |
13 |
14,2 |
11,7 |
6,5 |
10 |
1,5 |
1,25 |
17 |
18,7 |
15,5 |
8,0 |
12 |
1,75 |
1,25 |
19 |
20,9 |
17,2 |
10 |
(14) |
2 |
1,5 |
22 |
24,3 |
20,1 |
11 |
16 |
2 |
1,5 |
24 |
26,5 |
22,0 |
13 |
(18) |
2,5 |
1,5 |
27 |
29,9 |
24,8 |
15 |
20 |
2,5 |
1,5 |
30 |
33,3 |
27,7 |
16 |
(22) |
2,5 |
1,5 |
32 |
35,0 |
29,5 |
18 |
24 |
3 |
2 |
36 |
39,6 |
33,2 |
19 |
Примечание. Размеры гаек, заключенные в скобки, применять не рекомендуется.
СОЕДИНЕНИЕ ДЕТАЛЕЙ ШПИЛЬКОЙ
При вычерчивании шпилечного соединения |
|
(рис. 6) рекомендуется, как и при болтовом со- |
|
единении, пользоваться для выбора параметров |
|
гайки и шайбы табл. 5 и 6. |
|
Длину l1, (рис. 6) ввинчиваемого резьбового |
|
конца шпильки выбирают в зависимости от ма- |
|
териала детали (табл.7). |
|
Диаметр гладкого отверстия A = 1,1d. |
|
Технологическая последовательность вы- |
|
полнения отверстия с резьбой под шпильку и по- |
|
рядок сборки шпилечного соединения показаны |
|
на рис. 7. |
|
Вначале сверлят отверстие диаметром d1 = |
|
0,85d (рис. 7, а) на глубину: l 2 = l1 + 0,5 d. От- |
|
верстие заканчивается конической поверхностью |
|
с углом вершины конуса 120° ( угол конуса на |
|
чертежах не наносят). |
|
Резьбу в отверстии детали нарезают метчи- |
Рис. 6 |
|
|
24 |
|
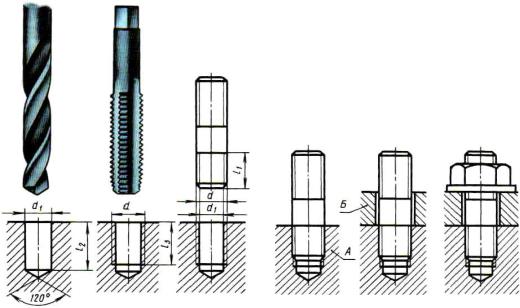
ком (рис. 7, б) по наружному диаметру d. Так как на конце метчика имеется заборный конус, предупреждающий поломку метчика в начале нарезания, глубина резьбы l 3 будет равна l 3 = l1 + 0,25d. Границу резьбы изображают сплошной основной линией, перпендикулярной оси отверстия.
Шпилька ввинчивается в резьбовое отверстие детали А на всю длину резьбы l1, включая сбег резьбы (рис. 7, г, д, е).
Сверху устанавливается деталь Б с отверстием немного большего диаметра, чем диаметр шпильки (рис. 7, д). На резьбовой коней шпильки надевается шайба и навинчивается гайка (рис. 7, е).
а) |
б) |
в) |
г) |
д) |
е) |
Рис. 7
Таблица 7
Область применения шпилек
Длина ввинчи- |
ГОСТ |
|
||
ваемого резь- |
Шпильки нор- |
Шпильки повы- |
Область применения |
|
бового конца |
мальной точности |
шенной точности |
|
|
|
|
|
Для резьбовых отверстий в сталь- |
|
l1=d |
22032-76 |
22033-76 |
ных, бронзовых и латунных дета- |
|
лях с d³8 % и деталях из титано- |
||||
|
|
|
||
|
|
|
вых сплавов |
|
l1=1,25d |
22034-76 |
22035-76 |
Для резьбовых отверстий в деталях |
|
из ковкого серого чугуна с d< 8 % |
||||
|
|
|
||
|
|
|
Для резьбовых отверстий в деталях |
|
l1=1,6d |
22036-76 |
22037-76 |
из ковкого серого чугуна. Допуска- |
|
ется применять в стальных и брон- |
||||
|
|
|
||
|
|
|
зовых деталях в случае, если d<8 % |
|
l1=2d |
22038-76 |
22039-76 |
Для резьбовых отверстий в деталях |
|
|
|
|
из легких сплавов. Допускается |
|
l1=2,5d |
22040-76 |
22041-76 |
||
применять в стальных деталях |
||||
|
|
|
Шпильки с двумя одинаковыми по |
|
- |
22042-76 |
22043-76 |
длине резьбовыми концами для де- |
|
|
|
|
талей с гладкими отверстиями |
|
Примечание. δ - |
относительное удлинение |
|
|
|
|
|
25 |
|
|