Материал: m33170
Технологический процесс их производства слагается из следующих операций:
–дозирование сырьевых материалов (гипса, заполнителей,
воды);
–формовка плит;
–высушивание плит.
Формовку плит производят способом литья, вибрацией и прессованием.
Сп о с о б о м л и т ь я формуют пластичную гипсовую массу (55–75% воды от веса гипса), которую заливают в формы без последующего уплотнения.
Сп о с о б в и б р а ц и и дает возможность применять же-
сткие смеси (с водогипсовым отношением 0,35–0,45) и вводить до 40% заполнителя. Смесь укладывают в формы и уплотняют вибрацией.
С п о с о б п р е с с о в а н и я заключается в том, что гипс незначительно увлажняют водой, полученную смесь после укладки формы прессуют. При этом способе формовки плит расход гипса сравнительно большой, но этот недостаток компенсируется тем, что получают изделия высокой механической прочности и отсутствует процесс искусственной сушки.
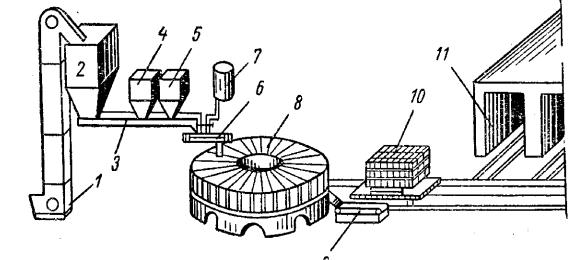
На рис. 21 показана технологическая схема производства гипсовых плит, изготовление которых ведут на карусельных формовочных машинах.
Приготовленную смесь сливают в свободную форму, расположенную на вращающемся столе карусельной машины 8. Как только форма заполнится смесью, стол поворачивают на одну позицию, и следующая свободная форма снова заполняется раствором. За время, в течение которого отформованная смесь схватывается и частично затвердевает, стол делает пол-оборота, плита выталкивается из формы, поступает на транспортер 9, а затем на вагонетки 10, на которых плиты отправляются в туннельную сушилку 11.
Гипс ковшовым элеватором 1 подается в бункер 2, из которого шнеком 3 – в гипсорастворомешалку 6. Туда же из бункеров 4 и 5 поступает заполнитель (опилки или шлак) и ускоритель схватывания, а из подогреваемого резервуара 7 – горячая вода.
91
Плиты могут быть армированными и неармированными. Средняя плотность плит – 1100–1300 кг/м3, гипсобетон для плит должен иметь прочность не менее 3,5 МПа.
Рис 21. Технологическая схема производства гипсовых плит на карусельной машине:
1 – элеватор; 2 – промежуточный бункер; 3 – шнек для подачи гипса; 4, 5 – бункера заполнителей; 6 – гипсорастворомешалка; 7 – бак горячей воды; 8 – карусельная формовочная машина; 9 – приемный транспортер; 10 – вагонетки; 11 – туннельная сушилка
Гипсоволокнистые панели изготовляют из смеси гипса, воды и волокнистых заполнителей. До смешивания с гипсом волокнистые заполнители измельчают в воде, при этом они расщепляются на отдельные волокна. Сплетаясь между собой, волокна создают в формовочной массе армирующий каркас, повышая механическую прочность изделий.
Гипсоволокнистые панели выпускают со средней плотностью 800–1200 кг/м3, размерами 300х120, 250х60 см и толщиной 50 мм. Гипсоволокнистые панели хорошо пилятся и легко поддаются другим видам механической обработки.
Гипсовые, гипсобетонные и гипсоволокнистые панели применяют для устройства внутренних перегородок жилых, общественных и промышленных зданий. При эксплуатации они не должны воспринимать дополнительных нагрузок кроме собственного веса, так как являются самонесущими.
92
Гипсовые и гипсоволокнистые листы представляют собой отделочный листовой материал. Гипсовый лист состоит из тонкого слоя затвердевшего гипса, покрытого с обеих сторон картоном и прочно склеенного с ним. Картон выполняет функцию армирующего материала и снижает хрупкость листов. Выпускают их размерами: длина - 250 и 300 см, ширина - 120 см и толщина - 8– 10 мм. Листы гипсовой сухой штукатурки должны иметь предел прочности при изгибе не менее 8 МПа.
Гипсоволокнистые листы изготовляют без картона. В качестве армирующего материала применяют органические волокнистые заполнители (измельченная древесина, бумажная макулатура), добавляемые к гипсу в количестве до 10% по весу. Они имеют повышенную прочность при изгибе, хорошую звукоизоляционную способность, легко обрабатываются и ремонтируются, хорошо удерживают гвозди и шурупы.
Гипсовые и гипсоволокнистые листы применяют для отделки стен, потолков и перегородок. Использовать их можно только в помещениях с нормальной относительной влажностью воздуха до 60%. Обшивочные листы лучше прикреплять к поверхности не гвоздями, а мастиками: к каменным – битумносиликатными, к деревянным – цементно-казеиновыми.
4.4. Известь строительная воздушная и магнезиальные вяжущие
Сырьем для получения воздушной извести являются известняки, которые обжигают в шахтных или вращающихся печах. Технология производства извести включает следующие технологические операции: добычу сырья, подготовку его и топлива к обжигу (дробление и классификация), обжиг, превращение продукта обжига в порошок путем гашения или помола, упаковку материала.
Известняк при температуре 1000-1200 0 С разлагается на окись кальция и углекислый газ по реакции:
СаСО3 = СаО + СО2 .
В известняках наряду с всегда присутствует в большем или меньшем количестве углекислый магний МgСО3, который при обжиге разлагается по реакции:
93
МgCO3 = MgO + CO2 .
Таким образом, комовая негашеная известь состоит в основном из СаО и MgО, называемых активными составляющими воздушной извести. Комовая негашеная известь является полуфабрикатом. Перед применением ее в качестве строительного вяжущего комовую известь или измельчают, получая при этом молотую негашеную известь, или гасят водой, получая гашеную известь.
Известь молотая негашеная представляет собой тонкоизмельченный порошок, получаемый при помоле комовой извести. В отличие от гашеной молотая негашеная известь способна быстро схватываться и затвердевать.
При изготовлении известковых растворов на молотой негашеной извести берут примерно 100–150% воды от веса кипелки. Такое количество не вызывает бурной реакции гашения, а раствор быстро схватывается. Тепло, выделяемое при гашении молотой извести-кипелки, расходуется на испарение влаги из известкового раствора, способствуя быстрому твердению и высыханию. Особо выгодно применять молотую известь-кипелку в зимних условиях, когда обычные растворы требуется подогревать, чтобы они не замерзали. Растворы на молотой извести подогревать не надо, так как при гашении выделяется тепло, достаточное для поддержания положительной температуры раствора.
Известь гашеная получается при взаимодействии негашеной комовой извести-кипелки с водой. В результате происходит реакция гидратации с большим выделением тепла:
СаО + Н2О = Са(ОН )2 + Q .
В зависимости от количества взятой на гашение извести воды получают известь-пушонку или известковое тесто.
Известь гидратная (пушонка) представляет собой белый порошок, образующийся в том случае, когда для гашения комовой извести берут от 70 до 100% воды от веса извести. Реагируя с водой, куски комовой извести рассыпаются в тонкий порошок, объем которого примерно в 3 раза больше объема исходного продукта.
94
Если взять воды в 3–4 раза больше веса извести, при гашении образуется пластичное известковое тесто, объем которого будет тем больше, чем лучше известь.
Количество известкового теста в литрах, полученное при гашении 1 кг извести-кипелки, называют выходом известкового теста. Выход известкового теста зависит от наличия в комовой извести СаО неразложившегося известняка (недожога) и частиц пережженной извести, которая гасится медленно. Гашеная известь будет тем лучше, чем полнее прореагировала известькипелка с водой. При полном гашении получается пластичная тонкодисперсная масса, хорошо обволакивающая в растворе зерна песка и прочно сцепляющаяся с ними.
Твердение гашеной извести протекает очень медленно и только в воздушно-сухих условиях. В процессе твердения мельчайшие частицы гидрата окиси кальция сближаются между собой, образуя кристаллы. Упрочнению известкового теста способствует также карбонизация. В присутствии влаги известь способна поглощать углекислоту из воздуха, переходя в углекислый кальций:
Са(ОН )2 + СО2 = СаСО3 + Н2О .
Воздушную известь подразделяют по качеству на три сорта по содержанию активных CaO + MgO, по скорости гашения (для негашеной извести), тонкости помола и содержанию непогасившихся зерен.
В зависимости от содержания MgO воздушная известь разделяется на кальциевую (MgO<5%), магнезиальную (MgO = 5- 20%), доломитовую (MgO = 20-40%). В зависимости от времени гашения извести всех сортов различают: быстрогасящуюся известь с временем гашения до 8 мин, среднегасящуюся – время гашения не превышает 25 мин, медленногасящуюся с временем гашения не менее 25 мин.
Воздушная негашеная известь без добавок подразделяется на три сорта, негашеная порошкообразная с добавками – на два сорта, гидратная (гашеная) без добавок и с добавками – на два сорта (табл. 18).
95