Материал: m33170
Г и п с в ы с о к о п р о ч н ы й получают тепловой обработкой (запарка в автоклаве гипсового природного камня при температуре около 125°С и давлении 1,3 атм. с последующим размолом). Высокопрочный гипс применяют для изготовления внутренних конструкций зданий.
Ангидритовые вяжущие – продукты обжига при температуре 600–900°С гипсового камня или природного ангидрита (без обжига), измельченного в порошок совместно с различными минеральными добавками-катализаторами – бисульфат натрия, сульфат натрия в смеси с железистым или медным купоросом, извести, золы, сланцев. Ангидритовые вяжущие отличаются медленным схватыванием. Применяют для изготовления строительных растворов и низкомарочных бетонов, предназначенных для службы в сухой среде.
В зависимости от сроков схватывания различают виды: быстротвердеющие (А) – начало схватывания не ранее чем через 2 мин, конец - схватывания не позднее чем через 15 мин; нормальнотвердеющие (Б) - соответственно через 6 и 30 мин; медленнотвердеющие (В) – соответственно начало через 20 мин, а конец – не нормируется.
В зависимости от степени помола гипсовых вяжущих различают виды: грубого помола (I) - остаток на сите с размером ячеек в свету 0,2 мм не более 23%; среднего помола (II) – соответственно не более 14% и тонкого помола (III) – соответственно не более 2%.
Для гипсовых вяжущих стандартом установлено 12 марок по пределу прочности при сжатии (МПа): Г-2, Г-3, Г-4, Г-5, Г-6, Г-7, Г-10, Г-13, Г-16, Г-19, Г-22, Г-25, при этом минимальный предел прочности при изгибе для каждой марки должен соответствовать значению от 1,2 до 8 МПа (табл. 16).
Условное обозначение гипсовых вяжущих: марка вяжущего, сроков схватывания и степени помола.
Пример условного обозначения гипсового вяжущего с проч-
ностью 5,2 МПа со сроками схватывания: начало – через 5 мин, конец - через 9 мин и остатком на сите с размером ячеек в свету 0,2 мм 9%, т.е вяжущего марки Г-5, быстротвердеющего, среднего помола:
Г-5 А II.
86
Таблица 16. Минимальный предел прочности каждой марки гипсовых вяжущих
Марка вя- |
Предел прочности образцов-балочек размерами 40х40х160 мм |
|
жущего |
в возрасте 2 ч. (МПа), не менее |
|
|
при сжатии |
при изгибе |
Г-2 |
2 |
1,2 |
Г-3 |
3 |
1,8 |
Г-4 |
4 |
2,0 |
Г-5 |
5 |
2,5 |
Г-6 |
6 |
3,0 |
Г-7 |
7 |
3,5 |
Г-10 |
10 |
4,5 |
Г-13 |
13 |
5,5 |
Г-16 |
16 |
6,0 |
Г-19 |
19 |
6,5 |
Г-22 |
22 |
7,0 |
Г-25 |
25 |
8,0 |
Возможные области применения гипсовых вяжущих приведены в таблице 17.
Таблица 17. Области применения гипсовых вяжущих
Область применения гипсовых вяжу- |
Рекомендуемые марки и виды |
щих |
|
1. Изготовление гипсовых строитель- |
Г-2 ÷ Г-7, всех сроков твердения и |
ных изделий всех видов |
степеней помола |
2. Изготовление тонкостенных строи- |
Г-2 ÷ Г-7, тонкого и среднего по- |
тельных изделий и декоративных де- |
мола и нормального твердения |
талей |
|
3. Производство штукатурных работ, |
Г-2 ÷ Г-25, нормального и средне- |
заделка швов и специальные цели |
го твердения и тонкого помола |
4. Изготовление форм и моделей в |
Г-2 ÷ Г-25, тонкого помола с нор- |
промышленности |
мальными сроками твердения |
4.3. Изделия на основе гипсовых вяжущих и технология их изготовления
Изделия на основе гипсовых вяжущих веществ получают из гипсового теста, гипсовых растворов и бетонов. Сырьем для получения гипсового теста является текучая смесь гипса и воды. В гипсовый раствор дополнительно вводят песок и другие мелкие
87
заполнители. Гипсобетонные смеси содержат крупные органические или минеральные заполнители.
В качестве заполнителей в гипсобетоне используют естественные материалы: пемзу, туф, топливные и металлургические шлаки, а также легкие пористые заполнители промышленного изготовления: шлаковую пемзу, керамзит, аглопорит и др. Органическими заполнителями являются древесные опилки, стружка или шерсть, льняная костра и др. Введение заполнителей в гипсовое тесто улучшает его пластические свойства, снижает усадку, уменьшает расход вяжущего, снижает водопотребность формуемой смеси.
При сравнительно малой средней плотности изделия на основе гипса имеют достаточно высокую прочность, низкую теплопроводность и высокие звукоизоляционные свойства, они легко поддаются механической обработке (пилятся, режутся, сверлятся) и легко окрашиваются в различные цвета. Наряду с перечисленными выше положительными свойствами у изделий на основе гипса имеется существенный недостаток – низкая водостойкость, поэтому их используют в помещениях с относительной влажностью не более 60%.
Технология производства изделий из гипсовых вяжущих складывается из следующих операций: дозирование компонентов формовочной массы (вяжущего, заполнителей, воды), приготовление растворной или бетонной смеси, формование изделий и их твердение, сушки до воздушно-сухого состояния.
Ввиду быстрого схватывания гипсовых вяжущих приготовление смесей требует очень строгого соблюдения технологического режима. На небольших гипсосмесительных установках применяют смесители периодического действия с введением в
гипсовые смеси замедлителей схватывания. При этом объем замеса должен строго соответствовать объему формы. Можно использовать смесители непрерывного действия. Также можно использовать двухступенчатое перемешивание: первое (сухое) перемешивание осуществляется в приемном лотке, второе (с водой)
– в гипсобетонном смесителе непрерывного действия.
Формовку плит производят тремя способами: литьем, вибрацией и прессованием. Выбор способа формования зависит от вида изготавливаемых изделий. Наиболее часто используют ме-
88
тод литья, который, однако, связан с повышенным расходом тепла при сушке изделий.
Твердение гипсобетонных изделий ускоряется сушкой. Сушку производят в тоннельных сушилках с использованием в качестве теплоносителя дымовых газов при сжигании топлива или горячего воздуха, подогретого калориферами до температуры на входе в сушилку 105–130 °С. Длительность сушки составляет от 10 до 28 ч в зависимости от вида изделия и способа изготовления.
Наибольшее применение в строительстве получили гипсобетонные перегородки и плиты, гипсовые и гипсоволокнистые листы, вентиляционные блоки.
Гипсобетонные панели служат для устройства не несущих перегородок в зданиях с относительной влажностью воздуха не более 60%. Для жилищного строительства панели изготовляют как сплошными, так и с проемами для дверей с размером «на комнату» высотой до 3 м и длиной 6 м, толщиной 80 и 100 мм. Прочность на сжатие должна быть не менее 3,5 МПа, влажность при отпуске потребителю – не более 8%.
Производят гипсобетонные панели методом непрерывного проката (рис. 20). Поступающие сырьевые материалы: гипсовые вяжущие, песок, опилки из расходных бункеров дозируют с помощью ленточных питателей. Перемешивание их производится в две ступени: первое (сухое) – в приемном лотке, одновременно транспортирующем сухую смесь, второе (с водой) – в гипсобетонном смесителе непрерывного действия.
Основной агрегат установки по изготовлению гипсобетонных панелей – прокатный стан. Гипсобетонная масса, равномерно распределенная между резиновыми лентами двух движущихся в одном направлении транспортеров – нижнего, несущего реечный каркас, и верхнего, уплотняющего и заглаживающего массу, – проходит через щель между прокатными валками, которые прессуют массу и придают панели окончательные размеры по толщине. Все операции по формовке панели – укладка каркасов, заполнение их гипсобетонной массой, прокатка под валками и окончательное схватывание – происходят на ленте транспортера.
89
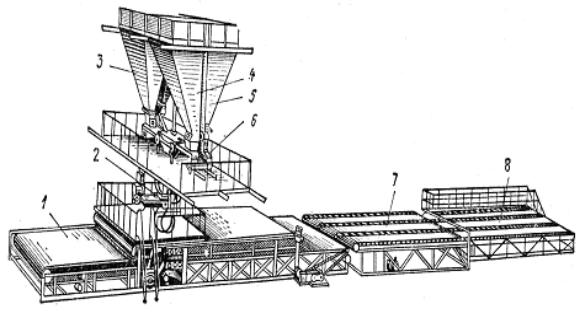
Рис. 20. Технологическая схема производства гипсобетонных панелей методом проката:
1 – прокатный агрегат; 2 – растворосмеситель; 3-5 – бункера гипса, песка и опилок; 6 – дозатор-питатель; 7 – обгонный рольганг; 8 – кантователь
На прокатном стане выделяют три секции: приемную, калибровочную и приводную. В приемной секции укладывают на ленту деревянные каркасы и специальные барабаны, плотно прижимают каркас к ленте. Гипсобетонная масса непрерывно поступает в гипсобетоносмесители и распределяется по всей ширине ленты. В калибровочной секции происходит процесс формования прокатом и калибровкой между верхним и нижним блоками калибровочных валков машины.
При движении отформованной панели гипсобетонная смесь схватывается и приобретает прочность, равную 1,5–2 МПа. Скорость движения ленты обеспечивает прохождение панели через прокатный стан за 15–20 мин, затем она поступает на обгонный рольганг, который разделяет панели и передает их на кантователь. Далее панели устанавливают на кассетную вагонетку в вертикальном положении, которая затем направляется в туннельные сушила с температурой теплоносителя на входе 105–130 °С и длительностью сушки 18–24 ч.
Гипсовые плиты для перегородок выпускают сплошными и пустотелыми, размерами 800х400 мм и толщиной 80–100 мм.
90