Материал: Электро искровое упрочнение
ЭЛЕКТРОИСКРОВОЕ И ЭЛЕКТРОДУГОВОЕ УПРОЧНЕНИЕ ПОВЕРХНОСТЕЙ
Электроискровому упрочнению поддаются все черные металлы. Механизм процесса отличается значительной сложностью, представляя собой совокупность эрозионного, термического и термохимического процессов и контактного переноса материала.
Для упрочняющих электродов применяют твердые сплавы, составляющими которых являются карбиды титана и вольфрама и кобальт, феррохром, хром-марганец, хром, алюминий, белый чугун, сталь СтЗ и графит.
Различают три режима: мягкий, средний и грубый (жесткий). Ужесточение режимов повышает производительность, но понижает твердость и чистоту поверхности. Переход от мягкого режима к жесткому может понизить твердость поверхностного слоя на 20%; тем не менее она остается более НКС 50.
Верхний белый слой упрочненной поверхности состоит из аустенита и мартенсита, нитридов железа и карбидов легирующих элементов. Белый слой образуется и в том случае, если электрод изготовлен из алюминия или меди. Подслой представляет собой структуру типа мартенсита и троостита, а иногда и сорбита.
Упрочнение деталей, не оказывая влияния на ударную вязкость, снижает сопротивление усталости в связи со значительными остаточными напряжениями растяжения в упрочненном слое и увеличением шероховатости поверхности. Имеется положительный опыт упрочнения режущего и штампового инструмента в промышленных масштабах.
Слой толщиной около 0,1 мм на деталях из конструкционной углеродистой стали или чугуна недостаточно прочен. Для упрочнения слоя И. И. Кичкиным предложен комбинированный искро-дуговой метод, названный термоискровым. Сущность метода состоит в том, что нанесенный электроискровым способом с помощью твердосплавного электрода слой подвергается кратковременному воздействию электрической дуги, получаемой на той же установке при отключенной электрической емкости. При второй операции под белым слоем образуется слой толщиной 1,5—2 мм и твердостью, снижающейся от НУ 1000 до НУ 500. Шероховатость поверхности после комбинированного упрочнения примерно такая же, как после обычной наплавки. Метод применяют для упрочнения работающих в абразивной среде деталей прессов при изготовлении кирпича, деталей шнеков цементных заводов, машин керамического производства и т. д.
Электроискровому упрочнению подвергают рабочие детали дорожных, строительных и землеройных машин, работающих в абразивной среде; лопатки дробеструйных аппаратов; детали механизмов литейных цехов. Электроискровое упрочнение получило также применение для восстановления и упрочнения посадочных мест в неподвижных сопряжениях и скользящих посадках. Электроискровое упрочнение не требует предварительного нагрева деталей и последующей их термообработки; не вызывает коробления. Упрочненный слой имеет высокую износостойкость, а при достаточной глубине и соответствующем подборе электродов— высокую жаростойкость. Наклеп позволяет исключить неблагоприятное влияние электроискрового упрочнения на сопротивление усталости.
Электроискровое упрочнение и восстановление деталей
Рассмотрены преимущества восстановления деталей машин электроискровой наплавкой. На конкретных примерах показано, что применение электроискровой наплавки позволяет существенно снизить затраты на восстановление дорогостоящих деталей и значительно повысить продолжительность срока их эксплуатации. Ключевые слова: электроискровая наплавка, искровое легирование, ЭИЛ.
В 1930-е гг. Р. Б. Лазаренко и Н. И. Лазаренко изучали искрообразование при размыкании контактов высоковольтных выключателей. Они обратили внимание на то, что на одном контакте искра выжигает оспинку, а на другом образует нарост. Эти вредные для контактов явления они обратили в полезные технологические процессы. Сначала непрерывным искрообразованием начали формировать требуемые поверхности, удаляя лишний металл (разделительная резка, гравировка штампов, прошивка отверстий), а затем – упрочнять рабочие поверхности и восстанавливать их. Для резки электрод присоединяется к отрицательному полюсу генератора электрических импульсов, а для нанесения на поверхность слоя металла (для наплавки) – к положительному. Установки для резки были созданы в начале, а для наплавки – в конце 1940-х гг. Лицензии на искровую резку приобрели многие развитые страны [1]. При электроискровой наплавке электроду сообщается вибрация, благодаря чему он получает возможность периодически замыкаться на поверхность. Генератор подает напряжение и возбуждает искру, когда замыкание отсутствует. Искра уносит часть металла с кончика электрода и оплавляет его. При замыкании оплавленный металл кончика электрода прилипает к более холодному металлу поверхности, увеличивая производительность процесса. Так создается на поверхности тонкий (0,01–0,20) слой наплавки (рис. 1). Быстрое охлаждение наплавленного слоя упрочняет (закаливает) его. Электроды применяются из легированных сталей (30Х13, 10Х19Н9Т…), спеченных твердых сплавов (ВК8, Т15К6…) и иных сталей, сплавов, металлов, что позволяет увеличивать твердость наплавленного слоя.
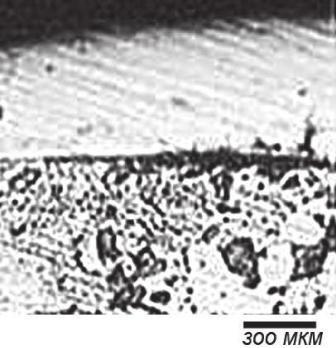
Рис. 1. Слой электроискровой наплавки (сормайт) на углеродистой стали
Кроме того, от взаимодействия расплавленного металла с воздухом в наплавленном слое образуются высокодисперсные твердые оксиды и нитриды, создающие дополнительное упрочнение. В результате электроискровой наплавки износостойкость поверхности резко увеличивается, но размеры детали изменяются пренебрежимо мало. В силу этих особенностей за электроискровой наплавкой закрепилось название «электроискровое легирование» (ЭИЛ). Серийное производство установок ЭИЛ в СССР, Чехословакии, Китае и др. странах началось в 1950-х гг.
Упрочнение инструмента
Предполагалось широкое применение ЭИЛ для увеличения стойкости инструментов из углеродистых, легированных и быстрорежущих сталей до уровня инструмента из дорогостоящих спеченных твердых сплавов. Но этого не случилось. Применение ЭИЛ для упрочнения инструмента можно характеризовать как эпизодическое. Вероятно, это связано с его низкой производительностью и преимущественно ручным применением. Кроме того, ЭИЛ-покрытия создают большое сопротивление скольжению. Они формируются приваркой мелких порций металла, каждая из которых образует острые твердые кромки, так что получаемая поверхность детали уподобляется наждачной бумаге. Для устранения этого эффекта на некоторых установках ЭИЛ предусматривается режим вибрации электрода без импульсов тока для сглаживания поверхности ударами шариком, закрепляемым в вибродержателе вместо электрода. Это увеличивает трудоемкость, но не всегда приносит ожидаемый эффект. Поэтому упрочнять методом ЭИЛ предпочтительнее поверхности, работающие в условиях трения качения или имеющие неподвижный контакт. Показателен опыт Салдинского металлургического завода. В нем с 1980-х гг. матрицы для прошивки отверстий в рельсовых подкладках обрабатывают ЭИЛ только по торцевой (опорной) поверхности, находящейся при работе в неподвижном контакте. Внутреннюю же поверхность, по которой происходит скольжение пуансона (пробойника) и вырубленного металла, оставляют без ЭИЛ-упрочнения. Это в 1,5–2,0 раза увеличивает стойкость матриц. Фирма ПЭЛМ, производящая специализированные установки электроискрового легирования UR-121 для режущего инструмента, сообщает, что стойкость деревообрабатывающего инструмента (рамные, ленточные, круглые, цепные пилы, ножи строгальные, фуговальные, рейсмусовые) увеличивается до 6 раз [3]. Но автору пока не известно о регулярном применении этой установки для упрочнения металлорежущего инструмента. Шероховатость нанесенного при ее использовании покрытия составляет ~ Ra5, что существенно больше типичной чистоты режущих кромок и, видимо, мешает получению устойчивого положительного эффекта. Однако один случай безоговорочного успеха все же имеется. Стояла задача высверлить заклепки, удерживающие лопатки, в рабочем колесе нагнетателя, которые были обварены сварочным электродом и от этого закалились. Затупили более десятка сверл, однако ни одной заклепки не высверлили. Дело сдвинулось лишь после того, как сверла после заточки стали упрочнять на установке UR-121.
Упрочнение и восстановление прессовых посадок
Специфическая шероховатость ЭИЛ-покрытий в прессовых посадках играет положительную роль, поскольку увеличивает их прочность. В 1993 г. коксохимическое производство в Нижнем Тагиле испытывало дефицит валов к кислотным насосам ХНЗ 80–32, срок службы которых составлял лишь 3 нед. Опытный вал после упрочнения шеек методом ЭИЛ отработал втрое дольше. Ежеквартальная потребность в валах составляла 40 шт., но после их упрочнения этого количества хватило на весь год. На рис. 2 приведено состояние шпоночных пазов на валах механического пресса для рубки листа в цехе оцинкованной посуды после года эксплуатации. Паз без ЭИЛ-упрочнения был разбит через 3 мес., и дальше его рабочее состояние поддерживалось наклепкой «сухарей», паз же с ЭИЛ-покрытием не получил видимых повреждений. Два базовых срока после упрочнения методом ЭИЛ отработали шлицы на мундштуке картера завалочной машины в мартеновском цехе.
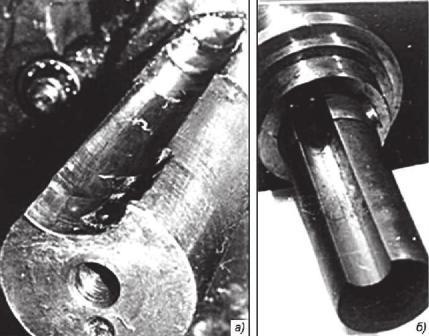
Рис. 2. Шпоночный паз на валу механического пресса после годичной эксплуатации: а – неупрочненный, б – упрочненный ЭИЛ
В середине 1990-х, в период «неплатежей», предприятия часто испытывали дефицит запасных частей и искали способы продлить срок службы тем деталям, состояние которых было близко к критическому. На рельсоправильной машине ролики по мере износа конической посадочной поверхности вала перемещались вдоль его оси со скоростью 5 мм/мес. Когда ресурса валов оставалось на 5 мес., стало известно, что новые валы прибудут не ранее чем через 8 мес. Тогда произвели упрочнение конусных посадочных поверхностей валов методом ЭИЛ. Упрочненные валы отработали 10 мес. (срок вдвое больший положенного), но смещения роликов не произошло, т. е. износ прессовой посадки благодаря ЭИЛ-обработке остановился или стал пренебрежимо малым. Износ в прессовых посадках, как правило, невелик, и деталь может быть восстановлена методом ЭИЛ. При этом не требуется финишная шлифовка поверхностей для получения требуемого размера, поскольку толщина ЭИЛ-покрытия строго зависит от режима (тока) обработки, и поэтому можно наращивать слой строго определенной толщины, соответствующей величине износа. Это является важным преимуществом, которое делает данный способ восстановления доступным широкому применению. Например, в конце 1950-х работники предприятия «Антрацитпромжилстрой», не имея специальной установки ЭИЛ, применили для искровой обработки сварочный источник питания. Его настроили на пониженное напряжение, не дающее устойчивой дуги, а в качестве электрода использовали металлические стержни с тонким меловым (ионизирующим) покрытием. Таким способом, названным «беглой электронаплавкой», восстанавливались сотни подшипниковых посадок на валах и в гнездах корпусов редукторов [2].

Рис. 3. Восстановление методом ЭИЛ эксцентрикового вала дробилки
В середине 1990-х гг. на Серовском ферросплавном заводе, в связи со сменой основных потребителей продукции и связанным с этим переходом на дробление более мелкой фракции, начался ускоренный выход из строя подшипниковых шеек (d220 мм) эксцентриковых валов щековых дробилок СМД-110. В условиях дефицита валов было решено некоторые валы, с износом до 0,2 мм на диаметр, восстановить методом ЭИЛ. Наблюдение за эксплуатацией восстановленных валов показало, что их наработка увеличилась не менее чем в 2 раза. Впоследствии эксцентриковые валы щековых дробилок (СМД-110, СМД-117, СМД-118, ЩДП-12х15) восстанавливались (рис. 3) для комбината «Магнезит», «Богословского рудоуправления», Высокогорского и Гайского ГОКов, «Ураласбеста», «Асбестовского щебеночного завода», фирмы «Уральское» и др. В 2008 г. восстановлен вал грохота фирмы «Сандвик», а в 2010 г. - 4 шейки d710 бурового насоса УНБ-600. Кроме того, были восстанавлены посадочные места на валах «редуктора подъема» экскаватора ЭКГ-10, на валу-шестерне привода мельницы МШР 36х40, на приводном валу дробилки Д2Г 900х700 и др. В 2000 г. был обнаружен износ (до 0,1 мм) гнезда (d380х180) под подшипник качения тихоходного вала редуктора привода головной звездочки обжиговой машины Качканарского ГОКа. Корпус редуктора массой около 30 т. выполнен из чугуна, поэтому применение традиционных электродных материалов (сталь, спеченный твердый сплав) оказалось нецелесообразным. Восстановление износа удалось выполнить с помощью медных электродов. Перед сборкой, для облегчения запрессовки наружной обоймы подшипника, восстановленное место через медную пластину обстучали молотком. Восстановленное гнездо находится в работе по настоящее время, т. е. 11 лет. В шахтных подъемных установках наиболее нагруженным элементом является вал с закрепленным на нем канатоведущим шкивом. По мере эксплуатации возможно ослабевание на валу подшипниковой посадки. Демонтаж, разборка и восстановление прочности посадки «завтуливанием» - достаточно трудоемкая технология. Поэтому, когда в 2003 г. после ~ 30 лет эксплуатации подъемной установки ЦШ 4х4 на шахте «Северопесчанская» произошло проворачивание подшипника, была применена более экономная технология восстановления методом ЭИЛ. После снятия подшипника был выполнен обмер шейки (d950х280 мм) и с учетом требуемого натяга рассчитан для каждого участка поверхности режим ЭИЛ-обработки. Восстановленная подшипниковая посадка отработала два года, после чего снова было замечено проворачивание на валу внутренней обоймы подшипника. В результате разборки было установлено, что она имела завышенный посадочный размер. Как следствие, контакт с валом существовал лишь на 25 % от общей площади посадочного места.

Рис. 4. Восстановление методом ЭИЛ вала шахтной подъемной установки
Представляется, что это является еще одним свидетельством, что ЭИЛ-обработка благоприятно сказывается на прочности прессовых посадок, ибо всего лишь четверть площади посадки сохраняли ее прочность в течение 2 лет эксплуатации. Перед посадкой на вал нового подшипника была произведена повторная ЭИЛ-обработка шейки. В местах контактирования старое покрытие внедрилось в основной металл, и здесь новое покрытие ложилось без предварительной зачистки. В местах, где контакта не происходило и старое покрытие сохранилось, его перед нанесением нового (нужной толщины) удаляли шлифовкой. В этот же ремонт методом ЭИЛ была восстановлена прочность подшипниковой посадки на валу (d260х150) отклоняющего шкива, который надавливает на подъемные канаты для увеличения ими обхвата канатоведущего шкива. Такие работы по восстановлению прочности подшипниковых посадок на валах подъемных установок впоследствии были выполнены на шахтах Гайского и Высокогорского ГОКов.
Выводы
-
Электроискровое легирование, разработанное как средство упрочнения инструмента, может эффективно применяться для восстановления и упрочнения прессовых посадок.
-
Толщина покрытия находится в зависимости от режима (тока) обработки, что позволяет наращивать покрытия, точно соответствующие износу, и тем избегать финишной шлифовки, что дает существенную экономию трудозатрат.
-
Повышенная шероховатость ЭИЛ-покрытия мешает получению стабильных результатов при упрочнении режущего инструмента, рабочие кромки которого работают в условиях трения-скольжения, однако применение рассматриваемой технологии обеспечивает увеличение прочности прессовых посадок.
Метод электроискровой обработки
Использование электрической искры положено в основу метода электроискровой обработки металлических поверхностей (А.с. № 70010 от 03.04.1943г.), созданного советскими учёными супругами Б.Р. и Н.И. Лазаренко. Этот метод широко применяется в мировой практике для размерной обработки деталей в диэлектрической жидкости. Но, кроме того, он широко востребован и развивается как в России, так и за рубежом для нанесения покрытий на детали в газовой среде с целью улучшения эксплуатационных свойств деталей машин, инструментов для механической обработки (резание, давление), литейной оснастки и др., а также для восстановления утраченных в процессе эксплуатации их размеров, устранения дефектов поверхности (3).
При ЭИО осуществляется воздействие на металлические поверхности в газовой среде короткими (обычно до 1000 мкс) электрическими разрядами с энергией от сотых долей до десятка и более джоулей и частотой до 1000 Гц. При периодическом, с определённой частотой, контакте электрода (анода) c обрабатываемым изделием (катодом) и его разрыве возникают электрические разряды, создаваемые генератором импульсов. Под действием этих разрядов происходит следующее: идут процессы преимущественного разрушения материала электрода (анода) и образования вторичных структур в рабочей его части; осуществляется перенос продуктов эрозии электрода на деталь (катод); на поверхности обрабатываемого изделия протекают микрометаллургические процессы; элементы материала электрода диффундируют в поверхностный слой изделия; поверхность изделия приобретает новый специфичный рельеф (рис. 1а); образуется на поверхности изделия измененный слой (рис. 1б), включающий белый слой, диффузионную зону и зону термического влияния, при этом изменяются свойства поверхностного слоя; формируется поверхностный слой мелкодисперсного состава, вплоть до наноуровня (рис. 1в); происходит изменение размера изделия.
|
|
|
Рис. 1. Изменение рельефа поверхности (а) и структуры поверхностного слоя (б, в). |
|
Источник: http://технодоктрина.рф/ |
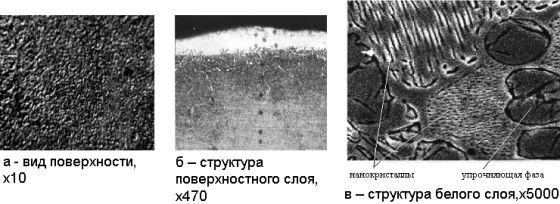
В результате обработки на поверхности детали образуется новый слой, которому в зависимости от параметров искрового разряда, состава электродного материала, материала обрабатываемой детали и других факторов придаются отличные от исходного состояния свойства, управляемые в широких пределах и обеспечивающие требуемые качества: повышенные микротвердость, износостойкость, жаростойкость и другие.
Универсальность электрической искры как технологического инструмента, характеризуемая широким диапазоном значений параметров покрытий (табл. 2), даёт возможность использовать одно и то же оборудование для различных технологических целей и совмещать в одном цикле обработки различные технологические процессы.
Таблица 1. Характеристики покрытий, нанесённых электроискровым методом
|
Характеристики покрытий |
Значения |
|
Толщина (мкм): – нанесённого слоя – белого слоя – переходного слоя |
- 5–1000 до 600 до 700 |
|
Микротвердость (МПа): – белого слоя – переходного слоя |
- 6000–22000 3000–8000 |
|
Параметры рельефа поверхности: – характер рельефа поверхности – высота микронеровностей (мкм) – относительная высота выступов hв /rв – относительное расстояние между выступами Sм/Нмах |
- выпукло-вогнутый Ra1,6–Rz360 0,06–0,19 5 - 9 |
|
Теплопроводность электродных материалов λ, (Вт/м К) |
10–400 |
Многочисленные публикации в отечественной и зарубежной литературе по ЭИО свидетельствуют о высокой эффективности и универсальности метода, что приобретает особое значение в современных условиях для отечественных промышленных и ремонтных предприятий.
Широкое эффективное применение ЭИО базируется на основных двух его качествах:
-
способности формировать на обрабатываемых изделиях покрытия (поверхностные слои) с заданными эксплуатационными свойствами путём применения большинства токопроводящих материалов с присущими им свойствами. Этим достигается увеличение износо-, жаро-, эрозионной, коррозионной стойкости и улучшение других свойств обработанных поверхностей;
-
возможности управления толщиной этих покрытий – от нескольких микрометров до 0,5 мм (а при использовании определённых технологий – до 5–10 мм и более) путём изменения электрических режимов обработки и её длительности.
Наряду с возможностью формирования покрытий с характеристиками широкого диапазона значений, метод ЭИО обладает также рядом достоинств, определяющих его успешное использование для решения производственных проблем:
-
возможность локального формирования покрытий в строго указанных местах радиусом от долей миллиметра и более, не защищая при этом остальную поверхность;
-
высокая адгезия электроискрового покрытия с основным материалом;
-
отсутствие нагрева и деформаций изделия в процессе обработки;
-
сравнительная простота технологии, не требуется специальной предварительной обработки поверхности;
-
высокая надёжность оборудования и простота его обслуживания, оно малогабаритное и ремонтопригодное;
-
низкая энергоёмкость ручных и механизированных процессов ЭИО;
-
высокий коэффициент переноса электродного материала (60–80%).
Технологии и области применения ЭИО