Материал: Базовая компоновка РТК на сверлильную операцию для обработки вала-шестерни в среднесерийном производстве
Базовая компоновка РТК на сверлильную операцию для обработки вала-шестерни в среднесерийном производстве
Содержание
Введение
. Исходные данные для разработки РТК
. Выбор основного оборудования
. Выбор промышленного робота для РТК
. Выбор вспомогательного оборудования для РТК
. Анализ возможных вариантов компоновок РТК
. Построение и расчет элементов траектории захватного устройства ПР
. Расчет допустимых скоростей перемещения заготовки (детали)
. Построение циклограммы функционирования РТК
. Определение основных показателей РТК
Заключение
Список
использованной литературы
Введение
Прогрессивное развитие технологических процессов в области технологии машиностроения должно проходить путем механизации и автоматизации, обеспечивающих непрерывный рост производительности труда, снижению себестоимости выпускаемой продукции и повышению ее качества.
Интенсивное развитие наиболее прогрессивных областей техники вызывает частое обновление продукции. В последнее время практически во всем мире появились тенденции увеличить разнообразие выпускаемых изделий. А применение технологического оборудования с ЧПУ обеспечивает необходимую гибкость производства изделий.
В настоящее время разнообразное технологическое оборудование с ЧПУ и робототизированные технологические комплексы объединяют в единые производственные комплексы с помощью транспортной и управляющей систем, обеспечивающих функционирование этих комплексов в автоматическом режиме в течении заданного интервала времени, и обладающих свойством автоматической переналадки при производстве изделий произвольной номенклатуры в установленных пределах. Эти комплексы называют ГПС.
Робототизированным технологическим комплексом (РТК) называется совокупность промышленного робота, основного оборудования, непосредственно выполняющего операции технологического процесса и вспомогательного оборудования автономно функционирующая.
В данном курсовом проекте будет разрабатываться
базовая компоновка РТК на сверлильную операцию для обработки вала-шестерни в
среднесерийном производстве, позволяющая сократить время на выполнение операции
и повысить качество изготавливаемых деталей.
1. Исходные данные для разработки РТК
робототизированный технологический комплекс захватное
К исходным данным относят:
рабочий чертеж детали;
рабочий чертеж заготовки;
годовой объем выпуска деталей (N=3600 шт.);
маршрутный технологический процесс.
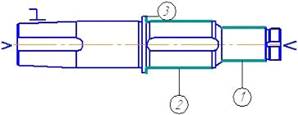
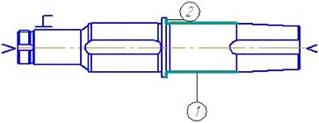
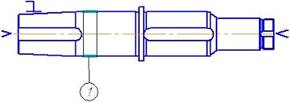
Деталь представлена на рисунке 2
Материал детали - сталь 45 ГОСТ 1050-88.
Твердость детали - 220…270HB.
Масса детали - 9 кг.
В соответствии с объемом выпуска, массой детали, а также норм времени на каждую операцию принимаем среднесерийный тип производства.
Для среднесерийного производства заготовку
экономически целесообразно получать штамповкой на КГШП, что повышает
коэффициент использования материала и уменьшает время на обработку, так как
заготовка наиболее приближена по форме и размерам к детали. Соответственно,
увеличивается производительность выпускаемой продукции и уменьшается ее
себестоимость.
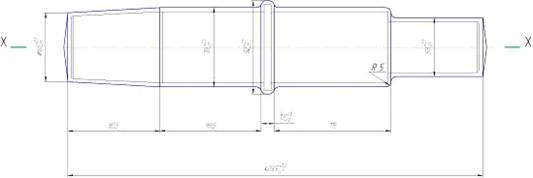
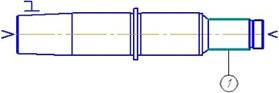
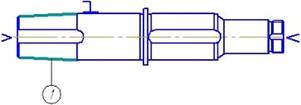
Рисунок 1 - Рабочий чертеж заготовки
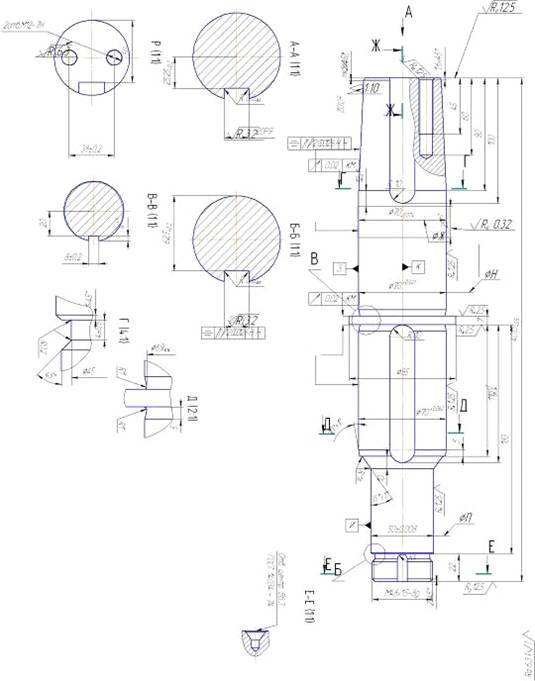
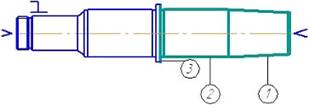
Рисунок 2 - Рабочий чертеж детали
Маршрутный технологический процесс обработки
детали приводим в таблице 1.
Таблица 1 - Маршрутный техпроцесс изготовления вала-шестерни
|
№ операции |
Наименование и краткое содержание операции |
Технический эскиз |
Режущий инструмент |
Модель станка |
|
1 |
2 |
3 |
4 |
5 |
|
05 |
Заготовительная |
|
Штамп |
КГШП |
|
10 |
Фрезерно-центровальная 1 Фрезеровать две поверхности 1 одновременно 2 Сверлить два центровочных отверстия 2 одновременно |
|
Фреза торцовая Ø160; Т15К6 Сверло центровочное Ø6,3; Р6М5 |
МР-75 |
|
15 |
Токарная с ЧПУ 1 Точить начерно поверхности 1, 2, 3, 4,5 и фаски 2 Точить начисто поверхности 2, 3 и фаски 3 Точить канавку 6 4 Точить резьбу7 |
|
Резец проходной 16×25; Т15К6 канавочный, резьбовой |
16К20Ф3 |
|
20 |
Токарная с ЧПУ 1 Точить начерно поверхности 1, 2, 3, и фаски 2 Точить начисто поверхности 1, 2 и фаски |
|
Резец проходной 16×25; Т15К6 |
16К20Ф3 |
|
25 |
Шлифовальная с ЧПУ 1 Шлифовать поверхность 1 |
|
Круг шлифовальный |
3М151Ф2 |
|
30 |
Шлифовальная с ЧПУ 1 Шлифовать поверхность 1 |
|
Круг шлифовальный |
3М151Ф2 |
|
35 |
Фрезерная с ЧПУ 1 Фрезеровать паз 1,2 2 Фрезеровать паз 3 |
|
Фреза концевая Ø20; Р6М5 Ø8; Р6М5 |
6Р13Ф3 |
|
40 |
Термическая |
|
|
|
|
45 |
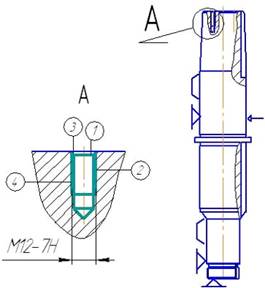
Сверлильная с ЧПУ 1 Засверлить два отверстия1 последовательно 2 Сверлить два отверстия 2 последовательно 3 Зенковать в двух отверстиях фаску 3 последовательно 4 Нарезать резьбу 4 в двух отверстиях последовательно |
|
Сверло центровочное Ø4; Р6М5; Сверло спиральное Ø10; Р6М5; зенковка Р6М5; Метчик М12 Р6М5; |
ГДВ500 |
|
50 |
Торце-круглошлифовальная Установ А 1 Шлифовать поверхности 1,2,3 Установ Б Шлифовать поверхности 1,2 |
Установ
А |
Круг шлифовальный |
3Т160 |
|
55 |
Круглошлифовальная 1 Шлифовать поверхность 1 |
|
Круг шлифовальный |
3М153 |
|
60 |
Токарная 1 Накатывание поверхности 1 2 Полирование поверхности 2 |
|
Накатник; Шкура полировальная тканевая 770*50 ГОСТ 6009-82 |
1К62 |
|
65 |
Контрольная |
|
|
Стол ОТК |

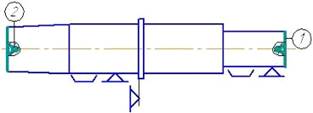
 Установ Б
Установ Б
. Выбор основного оборудования
В данном курсовом проекте необходимо выбрать основное оборудование, которое входит в состав РТК. К такому оборудованию относится оборудование, используемое непосредственно для выполнения операций технологического процесса (металлорежущие станки, прессы, нагревательные печи и т.д.).
Станки должны встраиваться в РТК без каких-либо серьезных конструктивных изменений. Данным требованиям отвечают станки, имеющие полностью автоматизированный цикл работы, в том числе переключение скоростей и подач, а также устройства для автоматической смены инструмента. Также необходимо учитывать и технологические возможности этих станков.
Станок модели 2206ВМФ4 полностью соответствует заданным требованиям.
Основными характеристиками станка являются:
размеры рабочей поверхности стола - 630×800 мм;
наибольшая масса обрабатываемой заготовки - 800 кг;
программируемые перемещения по осям:- 630 мм;- 630 мм;- 800 мм.
точность позиционирования по осям:, Y - 0,012 мм;- 0,016 мм.
расстояние от оси шпинделя до рабочей поверхности стола - 95…725 мм;
расстояние от торца шпинделя до центра стола - 165…795 мм;
вместимость инструментального магазина - 30;
время смены инструмента - 8 с;
частота вращения шпинделя - 31,5…2500 мин-1;
рабочие подачи по осям X, Y, Z - 1…4000 мм/мин;
скорость быстрых перемещений по осям X, Y, Z - 10000 мм/мин;
наибольшее усилие подачи по осям X, Y, Z - 15 кН;
мощность электродвигателя привода главного движения - 11 кВт;
габаритные размеры:
длина - 3470 мм;
ширина - 3170 мм;
высота - 2930 мм.
масса- 12000 кг.
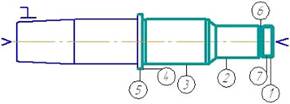
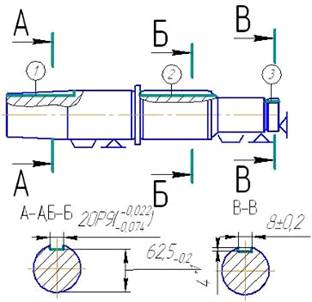
Разработаем подробный план сверлильной операции, выполняемый на станке данной модели. План представим в виде эскиза (рисунок 3), на котором показана последовательность выполнения сверлильной операции, траектория движения рабочего инструмента. Основными линиями показана траектория движения рабочего хода инструмента, а пунктиром показана траектория движения по ускоренному перемещению, со скоростью быстрого движения.
На эскизе также представлено:
схему установа заготовки;
положение нуля детали;
положение нуля шпинделя;
опорные точки траектории движения режущего инструмента;
положение исходной точки.
Координаты опорных точек, необходимые для
расчета элементов траектории, сводим в таблицу 2.
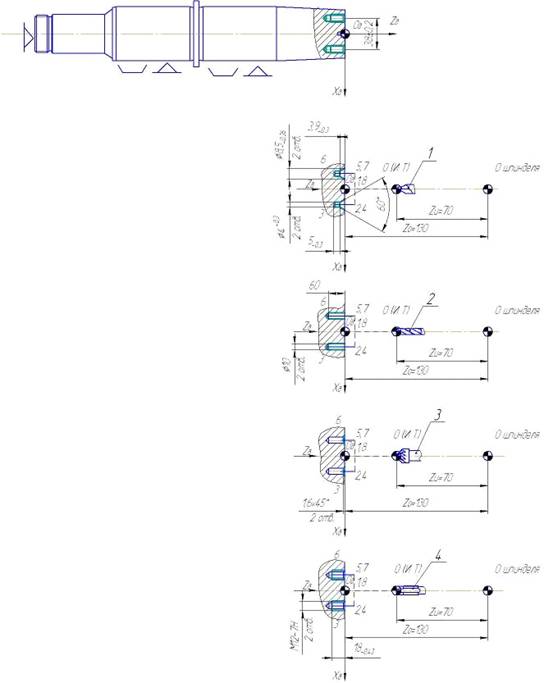
Рисунок 3 - Траекторию движения режущего
инструмента
Таблица 2 - Координата опорной точки
В миллиметрах
|
Номер инструмента |
Номер опорной точки |
Координата опорной точки |
|
|
|
|
X |
Z |
|
1 |
0 (И Т) |
0 |
+60 |
|
|
1, 8 |
0 |
+3 |
|
|
2, 4 |
+20 |
+3 |
|
|
3 |
+20 |
-9 |
|
|
5, 7 |
-20 |
+3 |
|
|
6 |
-20 |
-9 |
|
2 |
0 (И Т) |
0 |
+60 |
|
|
1, 8 |
0 |
+4 |
|
|
2, 4 |
+20 |
+4 |
|
|
3 |
+20 |
-28 |
|
|
5, 7 |
-20 |
+4 |
|
|
6 |
-20 |
-28 |
|
3 |
0 (И Т) |
0 |
+60 |
|
|
1, 8 |
0 |
+3 |
|
|
2, 4 |
+20 |
+3 |
|
|
3 |
+20 |
-3 |
|
|
5, 7 |
-20 |
+3 |
|
|
6 |
-20 |
-3 |
|
4 |
0 (И Т) |
0 |
+60 |
|
|
1, 8 |
0 |
+3 |
|
|
2, 4 |
+20 |
+3 |
|
|
3 |
+20 |
-18 |
|
|
5, 7 |
-20 |
+3 |
|
|
6 |
-20 |
-18 |
Назначаем режимы резания на сверлильную операцию 45:
Засверливание двух отверстий, сверление двух отверстий Ø10, зенкование в них фасок и нарезание резьбы М12. Станок 2206ВМФ4. Режущий инструмент: сверло центровочное Ø4; Р6М5; сверло Ø10; Р6М5; зенковка Р6М5; метчик М12; Р6М5.
Переход 1. Засверливание двух отверстий.
Определяем величину припуска
![]() ,(1)
,(1)
где D - диаметр сверла, мм.
![]() мм
мм
Подачу принимаем S=0,06 мм/об [1, с. 381, таблица 35].
Определяем скорость резания
 ,(2)
,(2)
где ![]() - поправочный коэффициент [1, с.
383, таблица 38];
- поправочный коэффициент [1, с.
383, таблица 38];
m, q, y - показатели степеней [1, с. 383, таблица 38];
Т - период стойкости, мин [1, с. 384, таблица 40];
Kv - общий поправочный коэффициент,
учитывающий фактические условия резания.
![]() =
=![]() ,(3)
,(3)
где Кmv- коэффициент, учитывающий качество обрабатываемого материала;
Кlv - коэффициент, учитывающий глубину сверления [1, с. 385, таблица 41];
Кuv- коэффициент, учитывающий
материал инструмента [1, с. 361, таблица 6].
![]()
 (4)
(4)
где Кг - коэффициент, характеризующий группу стали по обрабатываемости [1, с. 359, таблица 2];
![]() - предел прочности материала, МПа;
- предел прочности материала, МПа;
nv - показатель степени [1, с. 359, таблица 2].
 ,
,
![]() ,
,
Определяем частоту вращения шпинделя
![]() ,(5)
,(5)
![]() мин-1
мин-1
Принимаем n=2500 мин-1.
Определяем действительное значение
скорости резания
![]()
Определяем крутящий момент
![]() ,(6)
,(6)
где ![]() - поправочный коэффициент [1, с.
385, таблица 42];
- поправочный коэффициент [1, с.
385, таблица 42];
q, y - показатели степеней [1, с. 385, таблица 42];
Kp - общий поправочный коэффициент, учитывающий фактические условия резания.
 ,(7)
,(7)
 ,
,
![]() Н·м
Н·м
Определяем мощность резания
 ,(8)
,(8)
![]() кВт
кВт
Определяем мощность электродвигателя
станка
Nдв = ![]() кВт, (9)
кВт, (9)
гдеhст - коэффициент полезного действия станка;
Кп - коэффициент перегрузки.
Получившаяся мощность меньше мощности главного привода станка равной 11 кВт.
Определяем минутную подачу
![]() ,(10)
,(10)
![]() мм/мин
мм/мин
Определяем основное время
![]() ,(11)
,(11)
где L - длина резания, мм.
Определяем длину резания
![]() ,(12)
,(12)
где y - величина врезания, мм.
![]() мм,
мм,
 мин
мин
Переход 2. Сверление отверстия Ø10.
Определяем величину припуска
![]() ,
,
где D - диаметр сверла, мм.
![]() мм
мм
Подачу принимаем S=0,11 мм/об [1, с. 381, таблица 35].
Определяем скорость резания
,
где ![]() - поправочный коэффициент [1, с.
383, таблица 38];, q, y - показатели степеней [1, с. 383, таблица 38];
- поправочный коэффициент [1, с.
383, таблица 38];, q, y - показатели степеней [1, с. 383, таблица 38];
Т - период стойкости, мин [1, с.
384, таблица 40];- общий поправочный коэффициент, учитывающий фактические
условия резания.
![]() =
=![]() ,
,
где Кmv- коэффициент, учитывающий качество обрабатываемого материала;
Кlv - коэффициент, учитывающий глубину сверления [1, с. 385, таблица 41];
Кuv- коэффициент, учитывающий
материал инструмента [1, с. 361, таблица 6].
![]()
где Кг - коэффициент, характеризующий группу стали по обрабатываемости [1, с. 359, таблица 2];
nv - показатель степени [1, с. 359, таблица 2].
,
![]() ,
,
Определяем частоту вращения шпинделя
![]() ,
,
![]() мин-1
мин-1
Принимаем n=1650 мин-1.
Определяем действительное значение
скорости резания
![]()
Определяем крутящий момент
![]() ,
,