Материал: Автоматизация производства алюминиевых профилей
Автоматизация производства алюминиевых профилей
ОГЛАВЛЕНИЕ
Введение
. Анализ систем автоматизации технологического процесса
.1 Краткое описание технологии использования алюминиевого профиля
.3 Требования к системе управления и параметрам, подлежащим контролю, регулированию и сигнализации
. Индивидуальное задание
.1 Разработка принципиальных схем измерения, управления, регулирования
.2 Разработка документации на проектно-компонуемый комплект автоматизации (с применением МП контроллера)
.3 Мероприятия по диагностике систем управления
Заключение
ВВЕДЕНИЕ
Разработка и внедрение автоматизированных систем управления технологическими процессами являются основной тенденцией развития современного промышленного комплекса.
Автоматизация приводит к улучшению основных показателей эффективности производства: увеличению количества, улучшению качества и снижению себестоимости выпускаемой продукции, повышению себестоимости выпускаемой продукции, повышению производительности труда. Внедрение автоматических устройств обеспечивает высокое качество продукции, сокращение брака и отходов, уменьшение численности основных рабочих, снижение капитальных затрат на строительство зданий.
Комплексная автоматизация процессов технологии предполагает
не только автоматическое обеспечение нормального хода этих процессов с
использованием различных автоматических устройств (контроля, регулирования,
сигнализации и др.), но и автоматическое управление пуском и остановом
аппаратов для ремонтных работ в критических ситуациях.
1. АНАЛИЗ СИСТЕМ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
1.1 Краткое описание технологии использования алюминиевого профиля
Алюминиевый профиль изготавливается из сплавов марок АД 33, АД 31, АД 0, АМг 6 и других сплавов в соответствии с требованиями заказчика.
Сегодня на основе собственных разработок ОАО «ЗЛАТМАШ» производит ряд алюминиевых профилей под торговой маркой «ЗлатПроф» для солнцезащитных и антимоскитных систем, для светопрозрачных и ограждающих конструкций. Завод имеет производственные мощности и технологические возможности производить и поставлять экструдированные алюминиевые профили по чертежам заказчиков, что очень важно для воплощения в жизнь оригинальных архитектурных решений.
Линия по производству профилей состоит из: гидравлического пресса, гидробака, поршневых насосов, матрицы формирования профиля, контейнера нагрева перемещающейся заготовки, пуллера натяжения, пуллера-пилы и.т.д
На рисунке 1 представлена типовая конструкция современного
горизонтального гидравлического пресса для прямого прессования профилей из
алюминиевых сплавов.
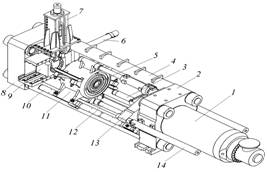
- рабочий (основной) цилиндр; 2 - задняя поперечина; 3 - пресс-штемпель; 4- колонны; 5 - контейнер; 6 - устройство перемещения матрицедержателя; 7 - устройство для отделения пресс-остатка; 8 - передняя поперечина; 9 - матрицедержатель (салазки); 10 - наклонные направляющие; 11 - контейнеродержатель;12 - цилиндры перемещения контейнера; 13 - подвижная поперечина; 14 - цилиндры двойного хода
Рисунок 1 - Схема горизонтального гидравлического пресса
прямого действия для прессования профилей из алюминиевых сплавов
Заготовка длинной L=700мм предварительно обработанная поступает
для дальнейшей обработки в контейнер нагрева где должны поддерживаться
следующие параметры: ![]()
![]() с последующей резкой на мерные длины.
с последующей резкой на мерные длины.
После нагрева производится прессование полунепрерывным методом на
гидравлическом прессе усилием 1800 МT. Заготовка с помощью пресс-штемпеля
подается в контейнер, где подерживается температура ![]()
![]() . Регулирование скорости пресс-штемпеля и прижима контейнера к
матрице осуществляется с помощью масла, которое подается от гидробака тремя
поршневыми насосами, подключенные к двигателям
. Регулирование скорости пресс-штемпеля и прижима контейнера к
матрице осуществляется с помощью масла, которое подается от гидробака тремя
поршневыми насосами, подключенные к двигателям ![]()
![]() ,
, ![]()
![]() ,
, ![]()
![]() . Пресс-штемпель перемещается со скоростью
. Пресс-штемпель перемещается со скоростью ![]()
![]() . Масло отработанное циркулирует обратно в гидробак, где
предварительно охлаждается с помощью теплообменника. В гидробаке поддерживается
определенная температура
. Масло отработанное циркулирует обратно в гидробак, где
предварительно охлаждается с помощью теплообменника. В гидробаке поддерживается
определенная температура ![]()
![]() и уровень масла L=3м. Вслучаи когда масло поступает в поршневые
насосы с завышенной температурой, закрывается клапан и включается насос, с
помощью двигателя
и уровень масла L=3м. Вслучаи когда масло поступает в поршневые
насосы с завышенной температурой, закрывается клапан и включается насос, с
помощью двигателя ![]()
![]() , который подает обратно масло на охлаждение в теплообменник.
После того когда заготовка попадает в контейнер, контейнер с помощью давления
, который подает обратно масло на охлаждение в теплообменник.
После того когда заготовка попадает в контейнер, контейнер с помощью давления ![]()
![]() прижимается к матрице. После этого заготовка продавливается через
матрицу с определенной скоростью. Температура контейнера и втулки должна
соответствовать температуре матрице
прижимается к матрице. После этого заготовка продавливается через
матрицу с определенной скоростью. Температура контейнера и втулки должна
соответствовать температуре матрице ![]()
![]() ) для формирования определенных геометрических качеств профиля.
Температура низа и верха контейнера поддерживается с помощью природного газа и
воздуха. Газ поступает в контейнер с помощью компрессора который подключен к
двигателю
) для формирования определенных геометрических качеств профиля.
Температура низа и верха контейнера поддерживается с помощью природного газа и
воздуха. Газ поступает в контейнер с помощью компрессора который подключен к
двигателю ![]()
![]() . А воздух с помощью компрессора который подключен к двигателю
. А воздух с помощью компрессора который подключен к двигателю ![]()
![]() . Система управления прессом снабжена системой изотермического
прессования. Для этого температура профиля, который выходит из матрицы
. Система управления прессом снабжена системой изотермического
прессования. Для этого температура профиля, который выходит из матрицы ![]()
![]() , должна соответствовать температуре контейнера и матрицы. Далее
происходит отделение прессостатка с помощью ножа.
, должна соответствовать температуре контейнера и матрицы. Далее
происходит отделение прессостатка с помощью ножа.
При производстве профилей на выходе из пресса устанавливают тянущее устройство - пуллер. Пуллер представляет собой механизм, перемещающийся вдоль приемного стола по балке над ним либо на тележке, и снабженный захватами для удержания пресс-изделий. Тянущее усилие, создаваемое пуллером невелико и составляет порядка 0,1% от номинального усилия пресса.
Пуллер включен в автоматизированную систему управления прессом и останавливается во время остановки пресса при загрузке заготовки и окончании прессования профиля.
Как правило, пресс снабжен двумя пуллерами, работающими
согласовано с пилой горячей резки. Когда производится резка в точке сварки,
один из двух пуллеров находится в режиме ожидания около пилы, готовый захватить
новый профиль, другой - возвращается из крайнего переднего положения. Всю
точность работы пуллеров: вытягивание профиля на определенное расстояние,
обеспечивается с помощью следящего привода. В состав следящего привода входит:
двигатели (![]()
![]() и
и ![]()
![]() ) подсоединенные к преобразователям частоты и два инкрементальных
энкодера. Перемещение пуллера пилы и пуллера натяжения обеспечивается с помощью
цепи, которая через редуктор подсоединена к двигателям
) подсоединенные к преобразователям частоты и два инкрементальных
энкодера. Перемещение пуллера пилы и пуллера натяжения обеспечивается с помощью
цепи, которая через редуктор подсоединена к двигателям ![]()
![]() и
и ![]()
![]() . Профили с помощью пуллеров вытягиваются на 50 м. При вытяжке
профилей на транспортере установлены вентиляторы, которые подключены к
двигателю
. Профили с помощью пуллеров вытягиваются на 50 м. При вытяжке
профилей на транспортере установлены вентиляторы, которые подключены к
двигателю ![]()
![]() . Охлаждение профиля может происходить с заданной частотой
вращения вентиляторов.
. Охлаждение профиля может происходить с заданной частотой
вращения вентиляторов.
Отрезанные профили с выходного стола передаются в поперечном направлении на холодильник, представляющий собой систему с шагающими балками либо транспортерными лентами.
После охлаждения профили правятся на растяжной машине. Машина имеет обычно стационарную часть, оборудованную гидроцилиндрами для зажима профиля и для осуществления рабочего хода при растяжении, а также подвижную часть (оборудованную только механизмом для зажима профиля), перемещающуюся вдоль холодильника при изменении длины профиля.
Уровень установленный на передней части бака, он должен не превышать отметки MAX, при нахождении главного цилиндра в крайнем заднем положении и не доходить до значения MIN при нахождении главного цилиндра в крайнем переднем положении. Выход уровня масла за эти положения приведет к аварийной остановке пресса.
В процессе прессования получаем профиль заданного качества. Для этого существует несколько контуров регулирования параметров это: подержание уровня в гидробаке, стабилизация температуры в гидробаке и в контейнере нагрева заготовок, подержание давления, подержание скорости прессштемпеля.
При построении систем автоматизации производственных процессов определяют технологические параметры, подлежащие контролю и регулированию, а так же выявляют точки введения управляющих воздействий и каналы их прохождения по объекту. С этой целью составляют схему взаимных воздействий технологических параметров объекта, выделяют основные и дополнительные каналы прохождения сигнала, а затем выявляют контуры регулирования, компенсирующие колебания технологических параметров на входе аппарата. При необходимости контуры регулирования связывают между собой, и контролируемые величины выбирают так, что бы их число было минимальным, но достаточным для полного представления о ходе протекания технологического процесса.
Исходя из технологической схемы процесса, описанной выше, можно
составить схему материальных потоков и их информационных переменных (рисунок
1.1 а).
Рисунок 1.1 - Анализ процесса производства алюминиевых профилей:
а) Схема материальных потоков и их информационных переменных; б) структурная схема САУ как объект управления.
алюминиевый профиль автоматизация
На основании выбранной структуры управления процессом
осуществляется проектирование функциональной схемы.
1.3 Требования к системе управления и параметрам, подлежащим контролю, регулированию и сигнализации
Исходя из анлиза процесса САУ содержит следующие локальные системы стабилизации:
а) скорость прессования;
б) уровень жидкости в резервуаре;
в) температуру масла в резервуаре;
г) температуру в контейнере;
д) отделение прессостатка;
е) давление прижима контейнера;
ж) отделение прессостатка.
После анализа параметры технологического процесса, которые
подлежат контролю и регулированию запишем в таблицу 1.1:
Таблица 1.2 - Параметры подлежащие контролю и регулированию
|
Наименование установки |
Наименова-ние параметра |
Единицы измерения |
Предел измерения |
Допустимое отклонение |
Контроль |
Регулирование |
|
Нож матрицы |
Давление для отделение пресс остатка |
МПа |
25 |
±8% |
нет |
да |
|
Матрица |
Температура матрицы |
0С |
450 |
±5% |
да |
нет |
|
Прессштемпель |
Скорость прессования |
м/с |
±1% |
да |
да |
|
|
Контейнер |
Давление прижима к матрице |
МПа |
25 |
±4% |
да |
да |
|
|
Температура внизу и вверху |
0С |
440 |
±5% |
да |
да |
|
|
Температура втулки |
0С |
445 |
±4% |
да |
нет |
|
Резервуар масла |
Уровень |
м |
1 |
±2% |
да |
да |
|
Резервуар масла |
Температура |
0С |
45 |
±2% |
да |
да |
|
Профиль |
Температура профиля |
0С |
440 |
±5% |
да |
нет |
|
Пуллер натяжения |
Усилие натяжения |
КH |
25 |
±2% |
нет |
нет |
2. ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
2.1 Разработка принципиальных схем измерения, управления, регулирования
Принципиальные схемы определяют полный состав приборов, аппаратов и устройств (а также связей между ними), действие которых обеспечивает решение задач управления, регулирования, защиты, измерения и сигнализации. Принципиальные схемы служат основанием для разработки других документов проекта: монтажных таблиц щитов и пультов, схем внешних соединений и др.
В зависимости от сложности проектируемого объекта различные цепи могут изображаться совмещено на одном чертеже или нескольких, либо для каждой из цепей разрабатываются отдельные схемы, например принципиальные электрические схемы управления, сигнализации и т. п. Схемы, как правило, выполняют для систем (объектов), находящихся в отключенном состоянии. Однако в случаях, когда возникает необходимость, допускается изображать отдельные элементы схем в каком - либо выбранном рабочем положении, оговаривая это на поле чертежа.
При разработке систем автоматизации технологических процессов принципиальные электрические схемы обычно выполняют применительно к отдельным самостоятельным элементам, установкам или участкам автоматизируемой системы. Используя эти схемы, составляют в случае необходимости принципиальные электрические схемы, охватывающие целый комплекс отдельных элементов, установок или агрегатов, которые дают полное представление в связях между всеми элементами управления, блокировки, защиты и сигнализации этих установок или агрегатов. Во всех случаях помимо полного удовлетворения требований, предъявляемых к системе управления, каждая схема должна обеспечивать высокую надёжность, простоту и экономичность, четкость действий при аварийных режимах, удобство оперативной работы, эксплуатации, четкость оформления.
Принципиальные схемы выполняются без соблюдения масштаба, действительное пространственное расположение составных частей системы автоматизации, как правило, не учитываются или, при необходимости, учитываются приближённо.
В соответствии с приведёнными рекомендациями разработана принципиальная схема системы автоматизации процесса прессования, которая приведена в приложении А.
Рассмотрим принципиальную схему.
САР температуры в гидробаке. Для стабилизации температуры в гидробаке установлен датчик температуры ТСМУ Метран 274 (1-1), сигнал с которого поступает на модуль аналогового ввода контроллера. C контроллера (модуля аналогового вывода) сигнал поступает на электрогидравлический преобразователь Remosa (1-2), далее сигнал поступает на гидравлический исполнительный механизм (1-3), который связан с регулирующим органом (1-4) расхода масла на процесс производства.
САР температуры на подачу. Для стабилизации температуры в трубопроводе установлен датчик температуры ТСМУ Метран 274 (2-1), сигнал с которого поступает на модуль аналогового ввода контроллера. C контроллера (модуля аналогового вывода) сигнал поступает на электрогидравлический преобразователь Remosa (2-2), далее сигнал поступает на гидравлический исполнительный механизм (2-3), который связан с регулирующим органом (2-4) расхода масла в поршневые насосы.