Материал: 9_10_ Селективная очистка
9 Растворители, применяемые при селективной очистке. Сравнение их растворяющей и избирательной способности. Область применения (Ахметов, 496-508 с.)
1. Фенол Обладает самый высокой растворяющий способностью что значительно уменьшает его расход удовлетворительной селективностью, стабильный, Подходит для всех видов сырья. Хорошо убирает из масел полициклические ароматические углеводороды с короткими боковыми цепями и серосодержащие азота содержащие Соединения, хуже убирает смолистые вещества. Минусы: образует азеотроп водой. высокая температура плавления (меньше диапазон рабочих температур), Небольшая плотность, высокотоксичный. Коррозия
2. Фурфурол. Высокая избирательность, но ниже растворяющая способность(больше расход), Низкая термическая и окисл. способность. , Образуют азеотороп сводой
+Больше плотность. Высокий выход рафинада 6 %. , Меньше температура кипения (уменьшает затраты на регенерация), меньше температура Плавления(больше диап раб температур). Для очистки масл. дистиллятов из-за низкой и растворяешься способности.
3. Нмп. Ср растворяюсь способность высокая избирательность по отношению к аром углеводородам. Высоко стабилен. Выход рафината на 3- 12 % больше и качество полтора раза лучше. Нетоксичный , не образует азеотропа с водой( меньше энергозатрат на 30 проц) . Минус(коррозия) . Для очистки деасфальтизатов , но можно и для всех.
10 Критическая температура растворения. При какой температуре рекомендуется проводить экстракцию? Какие показатели качества масел изменяются при селективной очистке. (Ахметов, 496-508 с.)
Критическая температура растворения – это такая температура, выше которой двухфазная система переходит в однофазную, т.е. наступает полное растворение.
Температурный режим экстракции подбирается в зависимости от КТР сырья и требуемого качества рафината.
Чем выше температура кипения сырья, тем выше величина его КТР и тем при более высокой температуре можно его очищать. Повышенное содержание асфальто-смолистых веществ и полициклических углеводородов понижает КТР и требует более низкой температуры экстракции.
Практически температура экстракции поддерживается на 10…25 ˚С ниже КТР сырья. Например, для дистиллятного сырья составляет 55…70 ˚С, для деасфальтизатов при очистке фенолом 75…95 ˚С, 60…90 и 95…115 ˚С соответственно при использовании фурфурола.
Повышение температуры очистки приводит к улучшению качества рафината и снижению его выхода (т.к. увеличивается растворяющая способность растворителя). При этом избирательность разделения ухудшается, особенно в области предкритических температур, поэтому на практике целесообразно избегать применение температур, близких к КТР.
ПОКАЗАТЕЛИ : Селективная очистка масел повышает химическую стабильность и улучшает вязкостно-температурные свойства (кинематическая вязкость, индекс вязкости), уменьшает склонность к нагароробразованию и окисляемости. Эти свойства зависят от углеводородного состава масла.
18 Какие растворители могут применяться при депарафинизации? Что такое тэд? (Капустин, стр. 194)
Для депарафинизации нашли широкое промышленное применение растворители (кетоны, хлорорганические соединения, сжиженный пропан, легкая фракция бензина – нафта). В настоящее время наиболее распространен процесс депарафинизации с использованием полярных растворителей – низкомолекулярных кетонов, в частности метилэтилкетона и ацетона; иногда применяют метилизобутилкетон или сжиженный пропан [1].
На российских НПЗ компонентами растворителей чаще всего являются низкомолекулярные кетоны (например, метилэтилкетон и ацетон) и ароматические растворители (например, бензол и толуол).
На ряде зарубежных заводов используется метилизобутилкетон.
ТЭД – температурный эффект депарафинизации – минимальная разность между температурами депарафинизапии и застывания депарафинированного масла.
19 Почему при деп-ции применяется смесь мэк и толуола? Как влияет состав растворителя на растворяющую способность и процесс кристаллизации? (Капустин, стр. 197)
Обычно используется смесь метилэтилкетона (МЭК) и толуола с содержанием МЭК от 50 до 65 % об. В данной смеси толуол способствует повышению растворяющей способности метилэтилкетона. Кетоновый компонент является осадителем твердых углеводородов, а толуол – растворителем масляной части сырья [15, 16, 28].
В неполярных растворителях – нафте и сжиженном пропане – твердые углеводороды при температуре плавления растворяются неограниченно, причем растворимость их уменьшается с повышением плотности углеводородного растворителя. Поэтому из растворов в жидких углеводородах рафината твердые компоненты выделяются при более высоких температурах. Высокая растворимость твердых углеводородов в неполярных растворителях требует глубокого охлаждения для наиболее полной их кристаллизации и получения масла с низкой температурой застывания.
В полярных растворителях, применяемых для депарафинизации (ацетоне, метилэтилкетоне, метилизобутилкетоне), твердые углеводороды растворяются только при повышенных температурах. При низких температурах такие растворители, как кетоны, спирты, хлоралканы, не растворяют твердые углеводороды, но плохо растворяют и жидкие компоненты рафината. Поэтому при температурах депарафинизации вместе с твердыми углеводородами механически захватываются и высокоиндексные моноциклические углеводороды. При этом в гаче или петролатуме остается большое количество масла, что осложняет производство глубокообезмасленных парафинов и церезинов [5].
20 Какие показатели качества масел изменяются после депарафинизации? (позже напишу подробнее)
При деп-ции получают масла с низкой температурой застывания, путем удаления из масел высокоплавких твердых углеводородов, у которых температура кристаллизации выше, чем требуемая температура масла.
21 Факторы процесса, их влияние на образование кристаллов, глубину депарфинизации и качество депмасел. (Капустин, стр. 195)
1.1 Качество сырья
Этот фактор главным образом определяется химическим составом рафинатов, подлежащих переработке [1].
Чем выше температурные пределы выкипания сырья, полнота выделения твердых углеводородов, выше температура застывания получаемых масел. В связи с этим процесс депарафинизации остаточных рафинатов по сравнению с дистиллятными характеризуется меньшими скоростью фильтрования, производительностью установок и выходом депарафинированного масла. Это объясняется тем, что при повышении температур выкипания фракции в составе твердых углеводородов увеличивается концентрация циклических углеводородов. В результате образуются более мелкие кристаллы, трудно отделяемые от жидкой фазы [5].
При депарафинизации рафинатов узких фракций выход депарафинированного масла с заданной температурой застывания выше, а содержание масла в гаче ниже при одновременном уменьшении продолжительности фильтрования по сравнению с депарафинизацией более широких фракций. Это связано также и с характером кристаллов, образующихся в процессе охлаждения растворов масляных фракций, различающихся по температурным пределам выкипания.
1.2 Природа и состав растворителя – см. вопрос 19.
1.3 Соотношение сырья и растворителя.
Снижение вязкости депарафинирусмого сырья и создание условий для образования крупных кристаллов твердых углеводородов, хорошо отделяемых от масла, достигаются разбавлением сырья определенным количеством растворителя. Для этого сам растворитель должен иметь достаточно низкую вязкость при температурах депарафинизации [1, 5].
При малой кратности растворителя к сырью вязкость последнего снижается недостаточно, что ведет к образованию дополнительных центров кристаллизации и образованию мелких труднофильтруемых кристаллов.
Слишком большое разбавление сырья растворителем снижает концентрацию твердых углеводородов в растворе, при этом образуются новые зародыши, в результате чего уменьшаются конечные размеры кристаллов и скорость фильтрования.
Чем выше температурные пределы выкипания фракции, тем больше ее вязкость, следовательно, при прочих равных условиях требуется большая кратность разбавления сырья растворителем. Она повышается с 3:1 при депарафинизации дистиллятных рафинатов до 5:1 для остаточного сырья [5].
1.4 Скорость охлаждения раствора сырья
Конечная температура охлаждения раствора сырья, при которой осуществляется процесс фильтрования, зависит от требуемой температуры застывания депарафинированного масла и природы растворителя.
Для подавляющего большинства применяемых растворителей эта температура ниже температуры застывания получаемого масла, и чем эта разность (ТЭД) меньше, тем экономичнее процесс.
При высокой скорости охлаждения образуются мелкие кристаллы, снижающие скорость фильтрования и выход депарафинированного масла, кроме того, в гаче или петролатуме повышается содержание масла. Обычно чем выше температуры выкипания фракции, тем меньше скорость охлаждения раствора.
1.5 Порционная подача растворителя
При порционной подачи растворителя создаются условия для раздельной кристаллизации высоко- и низкоплавких углеводородов, причем при первом разбавлении сырья расход растворителя должен быть таким, чтобы из раствора выделились высокоплавкие углеводороды, в первую очередь, парафины нормального строения, имеющие кристаллы наибольших размеров.
При дальнейшем охлаждении суспензии кристаллизация низкоплавких компонентов, в состав которых входят изопарафиновые и циклические углеводороды, происходит на уже образовавшихся кристаллах.
Такой способ подачи растворителя позволяет не только повысить скорость фильтрования и выход депарафинированного масла, но и проводить процесс с большей скоростью охлаждения [2].
1.6 Термическая обработка сырья
Необходима для расплавления всех твердых углеводородов, содержащихся в сырье, поскольку их кристаллические скопления могут заключать в себе значительное количество масла и образовывать при фильтрации плохо фильтрующиеся и промываемые участки осадка. При термообработке сырье нагревают на 10-20 °C выше температуры начала его кристаллизации.
В промышленных условиях необходимость в термообработке часто отпадает, так как температура в сырьевых резервуарах обычно на 30-40 °C выше температуры начала кристаллизации.
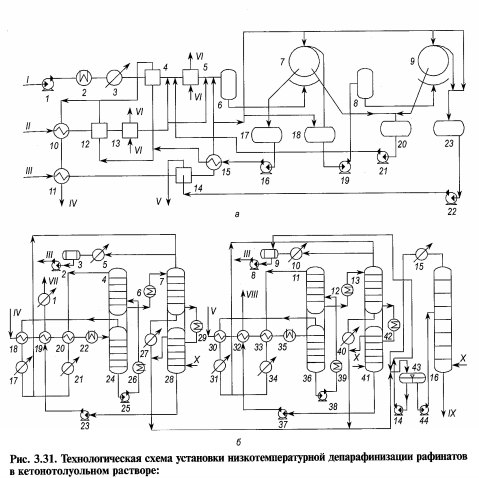
22 Принципиальная схема установки двухступенчатой депарафинизации в растворе кетон-толуол. (Капустин, стр. 204)
Технологическая схема установки двухступенчатой низкотемпературной депарафинизации в кетонотолуольном растворе приведена на рис. 3. 31.
Установка состоит из двух технологических отделений:
1) кристаллизации и фильтрования;
2) регенерации растворителя из растворов депарафинированного масла и гача (петролатума).
1.1 Отделение кристаллизации и фильтрования (рис. 3. 31, а)
Сырье подвергают термообработке в паровом подогревателе 2. Если температура сырья, подаваемого на установку, выше 60 °C, то термообработку не проводят. Далее сырье охлаждается сначала в водяном холодильнике 3, потом в регенеративных кристаллизаторах 4, где хладоагентом служит раствор депарафинированного масла (фильтрат), и, наконец, в аммиачном кристаллизаторе 5, в котором хладоагенгом является аммиак. Если температура конечного охлаждения раствора сырья ниже минус 30 °C, то в качестве хладоагента на последней стадии охлаждения используют этан.
Сырье после кристаллизаторов 4 и 5 каждый раз разбавляют холодным растворителем.
Суспензия поступает в емкость первой ступени фильтрования 6, откуда перетекает в барабанный фильтр первой ступени 7.
Барабан разбит на секции и вращается. Твердым углеводороды осаждается в виде лепешки на поверхности фильтровальной ткани, намотанной на барабан, а фильтрат просачивается на поверхность барабана через трубки, приваренные к его поверхности, поступает во внутреннюю трубу, соответствующей секции барабана. Трубы собраны в пучок и вращаются вместе с барабаном, далее фильтрат собирается в емкости депарафинированного масла 17, откуда через теплообменник 15, кристаллизаторы 4 и 12, теплообменники 10, 11 поступает в отделение регенерации растворителя. Лепешку гача или петролатума промывают на барабане фильтра 7 от увлеченного масла порцией обезвоженного растворителя, а фильтрат подают в емкость 20.
Гач или петролатум отдувают с поверхности ткани барабана фильтра и шнеком продавливают в емкость 18, куда также подается порция растворителя. Раствор гача или петролатума из емкости 18 направляется в емкость фильтра второй ступени 8, а затем на фильтр второй ступени 9. Твердые углеводороды остаются в виде лепешки на барабане фильтра 9, а фильтрат - некондиционный депарафинизат - собирается в емкости 20.
Лепешка промывается сухим растворителем, а некондиционный депарафинизат добавляется к свежему сырью перед кристаллизатором 5. Гач или петролатум удаляются шнеком, смешиваются с растворителем и собираются в емкости 23. Из емкости 23 раствор направляется через кристаллизатор 14 в отделение регенерации растворителя.
1.2 Отделение регенерации растворителя (рис. 3. 31, 6)
Удаление растворителя из депарафинированного масла проводится в четыре ступени. Сначала раствор депарафинированного масла нагревается в теплообменниках 18-20 и паровом подогревателе 22, а затем последовательно проходит колонны 24, 4, 7, 28. Для улучшения условий отгонки растворителя в низ колонны 28 подается водяной пар. Депарафинированное масло выходит с низа колонны 28 и через теплообменник 19 и холодильник 1 отводится с установки. Пары обезвоженного растворителя уходят с верха колонн 4, 24 и 7, конденсируются и охлаждаются в конденсаторах-холодильниках и подаются в емкость сухого растворителя 3, из которой насосом 2 сухой растворитель возвращастя в отделение кристаллизации.
Отгон растворителя от гача также организован по четырехступенчатой схеме - в колоннах 71, 36, 13 и 41. С верха колонн 11, 36 и 13 отводятся пары влажного растворителя, после конденсации и охлаждения они собираются в емкости 9, из которой возвращаются в отделении кристаллизации.
С верха колонн 28 и 41 уходит смесь паров растворителя и водяного пара, которая после конденсации и охлаждения поступает в емкость 43, где происходит сепарация воды от растворителя.
Верхний слой - влажный растворитель - перекачивается в емкость 9.
Нижний слой, который содержит 15 % МЭК, подается в кетововую колонну 16.
С низа колонны выводится в канализацию 16 вода, а с верха уходит азеотропная смесь МЭК и воды, направляемая через конденсатор обратно в емкость 43.
40 Технологии получения элементной серы методом Клауса.(Ахметов с.724)
Процесс термического окисления H2 S осуществляют в основной топке, смонтированной в одном агрегате с котлом-утилизатором. Температура продуктов сгорания при этом достигает 1100…1300 °С в зависимости от концентрации H2 S и углеводородов в газе. Вывод серы из реакционной системы, образовавшейся при реакции 2, благоприятствует увеличению степени конверсии H2 S до 95 %. Поэтому стадию каталитической конверсии принято проводить в две ступени с выводом серы на каждой ступени.
В высокотемпературной зоне с повышением давления степень превращения H2 S в серу снижается. В каталитической зоне повышение давления, наоборот, ведет к увеличению степени конверсии, т. к. давление способствует конденсации элементной серы и более полному выводу из зоны реакции. На практике увеличение степени конверсии H2 S достигается применением двух или более реакторов-конверторов с удалением серы конденсацией и последующим подогревом газа между ступенями. При переходе от одного реактора к другому по потоку газа температуру процесса снижают. Традиционным катализатором в процессе Клауса вначале являлся боксит. На современных установках преимущественно применяют более активные и термостабильные катализаторы на основе из оксида алюминия.
Сера широко применяется в народном хозяйстве — в производстве серной кислоты, красителей, спичек, в качестве вулканизирующего агента в резиновой промышленности и др
41 Способы доочистки от H2S и SО2 газов, отходящих с установок Клауса.(Ахметов с. 727)
Помимо гидроочистки используют процессы «Бендер» и «Мерокс».
Процесс «Бендер» используется для очистки газовых бензинов и бензинов прямой гонки и термодеструктивных процессов, а также реактивного топлива от меркаптанов при малом их содержании в сырье (не более 0,1 %). Очистка заключается в превращении меркаптанов в менее активные дисульфиды на неподвижном слое катализатора — сульфид свинца. Очищаемое сырье смешивают в смесителе с воздухом и циркулирующим раствором щелочи, нагревают до температуры 30…60 °С (в зависимости от типа сырья) и пропускают снизу вверх через слои катализатора в двух последовательных реакторах. Отработанный воздух и раствор щелочи отделяют от очищенного сырья соответственно в сепараторе и отстойнике