Материал: 694
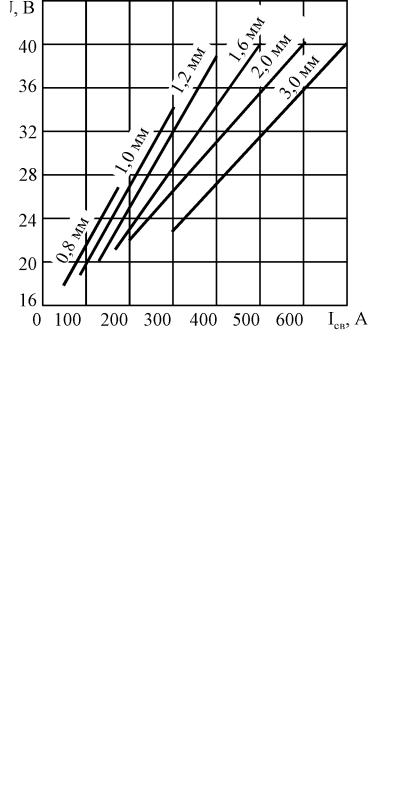
Рис. 4. Рекомендуемые напряжения дуги для проволоки СВ-08Г2С в зависимости от сварочного тока (ток обратной полярности, Vсв = 30 м/час)
Рис. 5. Разбрызгивание электродного металла (коэффициент потерь Ψ, %) в зависимости от напряжения дуги и сварочного тока (сварка в углекислом газе проволокой 2 мм, ток обратной полярности)
6
Ширина шва В также зависит от силы тока в дуге, напряжения сварки, скорости сварки и диаметра электродной проволоки. С ростом сварочного тока ширина шва увеличивается. Так же влияет и изменение напряжения сварочной дуги. Рост скорости сварки уменьшает погонную энергию дуги, что приводит к уменьшению ширины проплавления. Уменьшение диаметра проволоки снижает ширину шва.
Сварка в углекислом газе обычно сопровождается повышенным разбрызгиванием, величина которого зависит от длины дуги, диаметра электродной проволоки, плотности тока и др. параметров. График изменения потерь (Ψ) для проволоки диаметром 2 мм приведен на рис. 5.
С ростом напряжения дуги разбрызгивание увеличивается. Особенно заметно этовлияниеприминимальнойплотноститока,чтосоответствуетсварочномутокув 200…300 А. Увеличение сварочного тока, переход на проволоку меньшего диаметра увеличивают плотность тока в дуге и способствует переходу на мелкокапельный перенос металла. При этом растет давление дуги на поверхность жидкой ванны и увеличивается проплавление металла. Образуется глубокая полость, в которой горит погруженная дуга, разбрызгиваемые капли удерживаются внутри этой полости. Следовательно, для уменьшения разбрызгивания необходимо применять короткую дугу и сварочную проволоку малого диаметра при высокой плотности тока.
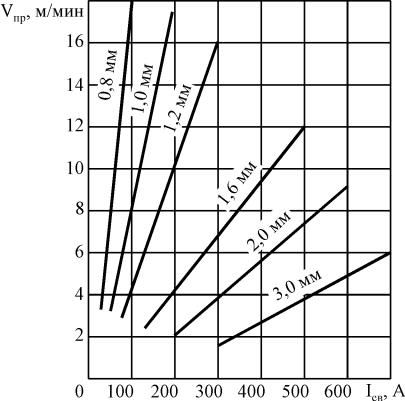
Скорость подачи электродной проволоки является весьма важной характеристикой, влияющей на производительность процесса сварки. Главными факторами влияния на изменение скорости подачи проволоки, являются сварочный ток и диаметр электрода (рис. 6).
Рис. 6. Влияние сварочного тока и диаметра электродной проволоки на скорость ее подачи при сварке в углекислом газе (ток обратной полярности)
7
При увеличении сварочного тока растет скорость подачи электродной проволоки, причем тем интенсивнее, чем меньше ее диаметр. Несколько меньшее влияние на скорость подачи, особенно при использовании проволоки малого диаметра и высокой плотности тока, оказывает вылет электрода. С увеличением вылета электрода скорость подачи проволоки возрастает, поскольку количество выделяемого на электроде тепла под действием сварочного тока пропорционально сопротивлению (длине) вылета, квадрату силы тока и времени прохождения тока через сухой вылет электрода. Влияние напряжения дуги и скорости сварки на скорость подачи незначительны и ими можно пренебречь.
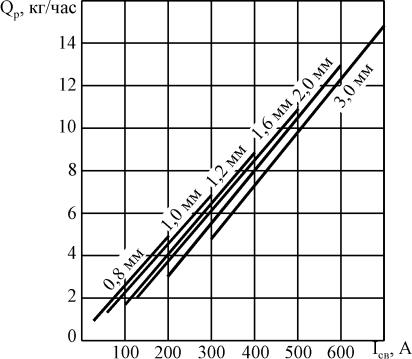
Из рис. 7 видно, что целесообразно использовать малые диаметры электродной проволоки и ток повышенной плотности 250…450 А/мм2.
Рис. 7. Зависимость массы расплавленной электродной проволоки Qр от сварочного тока и диаметра электрода при сварке в углекислом газе (ток обратной полярности)
Рациональные как с технологической, так и с экономической точек зрения параметры электродов (диаметр, длина вылета, напряжение дуги) при сварке в углекислом газе проволоками СВ-08ГС и СВ-08Г2С диаметром от 0,8 до 2 мм низкоуглеродистых и низколегированных сталей на токе обратной полярности, при скоростях сварки от 30 до 40 м/час токами величиной от 200 до 800 А приведены в табл. 1.
3.Оборудование для сварки в среде CO2
3.1.Сварочный полуавтомат ПДГ-601
Сварка в углекислом газе может выполняться механизированным способом, с использованиемразличныхсварочныхполуавтоматов,иавтоматическимспособом. При механизированной сварке сварщиком вручную перемещается сварочная горелка. При автоматической сварке эту функцию выполняет сварочный автомат.
8
|
|
Таблица 1. Режимы сварки в среде углекислого газа |
|||
|
|
|
|
|
|
|
|
|
Длина |
Скорость подачи |
Производи- |
Сварочный Напряжение |
Диаметр |
вылета |
электродной |
тельность |
|
ток, А |
дуги, В |
проволоки, |
электрода, |
проволоки, |
плавления |
|
|
мм |
мм |
м/час |
электродного |
|
|
|
|
|
металла, кг/час |
200 |
27-31 |
0,8 |
6-10 |
660-920 |
2,6-3,4 |
250 |
29-34 |
0,8 |
6-10 |
990-1330 |
3,9-5,2 |
|
28-34 |
1,0 |
7-15 |
490-850 |
3,0-5,2 |
300 |
32-36 |
1,0 |
10-15 |
830-1130 |
5,1-7,0 |
|
31-36 |
1,2 |
10-22 |
450-790 |
4,0-7,0 |
350 |
34-40 |
1,2 |
10-15 |
1050-1450 |
6,5-8,9 |
|
33-40 |
1,6 |
10-22 |
510-1000 |
5,2-8,9 |
400 |
36-42 |
1,2 |
14-22 |
900-1200 |
8,0-10,7 |
|
35-42 |
1,4 |
14-30 |
510-900 |
6,2-10,7 |
450 |
39-45 |
1,2 |
14-22 |
1070-1450 |
9,5-12,8 |
|
37-45 |
1,4 |
14-30 |
610-1050 |
7,4-12,8 |
|
40-49 |
1,2 |
14-22 |
1240-1700 |
11,0-15,0 |
500 |
38-49 |
1,4 |
14-30 |
720-1240 |
8,7-15,0 |
|
38-49 |
1,6 |
19-38 |
550-980 |
8,7-15,0 |
550 |
43-51 |
1,4 |
20-30 |
1050-1430 |
12,8-17,3 |
|
42-51 |
1,6 |
18-38 |
640-1100 |
10,0-17,3 |
600 |
45-54 |
1,4 |
20-30 |
1200-1630 |
14,6-19,7 |
|
43-54 |
1,6 |
18-38 |
730-1250 |
11,4-19,7 |
800 |
52-58 |
1,6 |
18-25 |
1150-1435 |
18,0-23,0 |
|
48-58 |
2,0 |
20-40 |
610-900 |
14,6-23,0 |
|
|
|
|
|
|
Сварочный полуавтомат ПДГ-601 предназначен для механизированной сварки в углекислом газе на форсированных режимах проволокой диаметром от 0,8 мм до 2 мм при токе до 630 А.
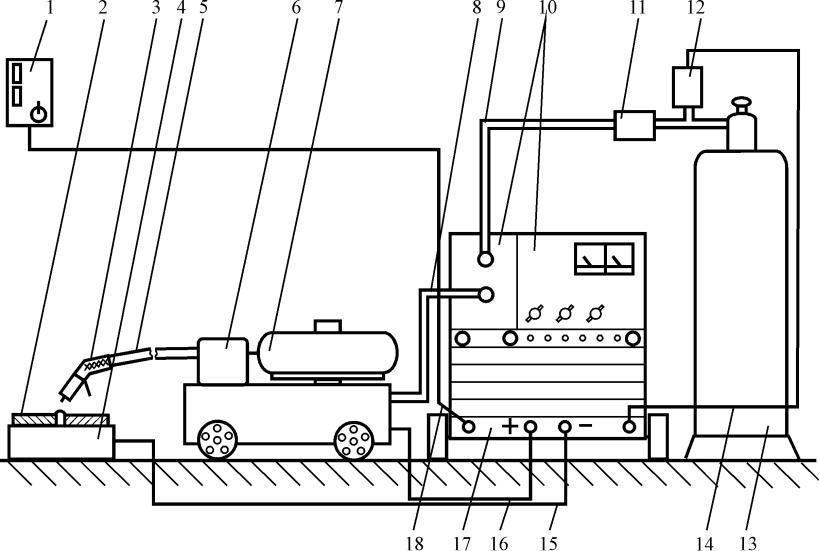
Схема полуавтомата показана на рис. 8. Сварочный полуавтомат состоит из сва- рочноговыпрямителяВДГ-601(17),выполненноговодномкорпусесблокомуправ- ления (10), механизма подачи электродной проволоки (6) с установленной на нем бухтой (7). Механизм подачи обеспечивает подачу сварочной проволоки в горелку
(3) через шланг (5), по которому одновременно подается и углекислый газ. Механизм подачи находится в непосредственной близости от зоны сварки (длина шланга горелки 2,5…3 м), но от сварочного источника тока может быть удален на десятки метров. Система подачи углекислого газа состоит из баллона с жидкой углекислотой (13), закрепленного на корпусе сварочного источника. Давление углекислого газанавыходеизбаллонапонижаетсядонеобходимойвеличиныредуктором,оснащенным расходомером (на схеме не показан) и подогревается электроподогревателем (12) для исключения замораживания редуктора и шлангов. Для очистки газа от
9
10
Рис. 8. Полуавтомат ПДГ-601 1 – пульт дистанционного управления, 2 – изделие, 3 – сварочная горелка, 4 – стол, 5 – шланг для подачи сварочной проволоки и углекис-
лого газа, 6 – механизм подачи электродной проволоки, 7 – бухта электродной проволоки, 8, 9 – шланги подачи углекислого газа, 10 – блок управления полуавтоматом, 11 – осушитель углекислого газа, 12 – электроподогреватель углекислого газа, 13 – баллон с жидкой углекислотой, 14 – кабель электропитания подогревателя, 15, 16 – сварочный кабель, 17 – сварочный выпрямитель ВДГ-601, 18 – кабель подключения пульта дистанционного управления.