Реферат: 5S как система наведения порядка, чистоты и укрепления дисциплины
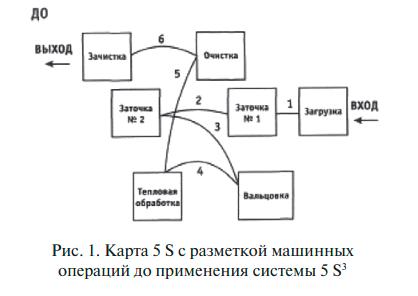
Как видно на рис. 1, в первую часть карты входит то
расположение предметов, которое было до внедрения данной карты, теперь
рассмотрим карту после внедрения 5 S, которая представлена на рис. 2.
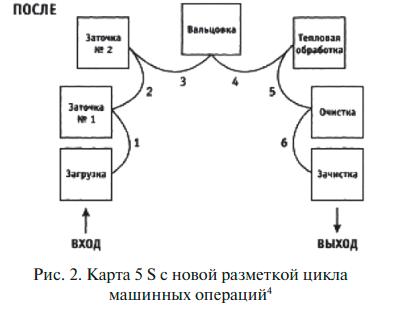
На рис. 2 видно, что новая разметка структурировала этапы цикла машинных операций, сократив тем самым время на их выполнение и увеличив производительность. Чтобы сразу выявить неправильно размещенные или потерянные инструменты и принадлежности, необходимо использовать стеллажи, шкафы с обозначенными контурами и названиями предметов, которые должны там находиться. Расположение предметов должно отвечать требованиям:
- безопасности;
- качества;
- эффективности работы
Для этого нужно, чтобы каждый предмет имел определенное место, наименование и присутствовал в нужном количестве. Надо определить не только место, но также и максимальное число предметов, разрешенных в гемба. Например, нельзя произвести сколько угодно полуфабрикатов. Производственные площади для тары с продукцией надо четко обозначить и определить максимально допустимое число ящиков. На потолке над тарой нужно повесить гирю, не позволяющую поставить больше. Тем самым сейтон обеспечивает поток минимального числа предметов в гемба, переходящих от одной операции к другой по принципу «первым вошел - первым вышел». Все стены надо пронумеровать. Местоположение таких объектов, как материалы, незавершенная продукция, пожарные насосы, инструменты, зажимные приспособления, формы и тележки, должно определяться или на основании адреса, или с помощью специальной маркировки. Маркировка в виде прямоугольника на полу или возле станка показывает, например, место, где должны храниться незавершенная продукция, инструменты и т.д., а также максимальное число объектов. В то же время любое отклонение от установленного количества ящиков сразу обнаруживается. Контуры предметов, можно нанести на поверхности столов или ящиков, где они, как предполагается, хранятся. Проходы надо также четко размечать краской.
Итак, можно сделать вывод, что второй этап системы 5 S позволит сократить время на выполнение операций, внесет строгую последовательность, которая позволит избежать хаоса на рабочем месте, тем самым увеличив производительность.
Третий этап - уборка. Уборка означает очистку производственной среды, включая станки и инструменты, полы, стены и другие рабочие поверхности. Этапы:
- Собрать команду, составь план уборки, подготовь красные ярлыки.
- Выявить неисправности и дефекты в работе оборудования, используя красные ярлыки.
- Выявить источники загрязнений и отметить их красными ярлыками
- Составь дефектную ведомость, с указанием номеров вывешенных красных ярлыков
- Определить и отметить неисправности, которые требуют немедленного устранения
- Передать дефектную ведомость в ремонтную службу для устранения неисправностей.
Оператор, приводящий в порядок оборудование, может найти в нем много недостатков. Если оно залито маслом, забито сажей и пылью, трудно идентифицировать проблемы, которые могут возникнуть. При очистке станков или механизмов можно легко найти место протечки масла, трещину на покрытии или незакрученные гайки и болты. Как только эти проблемы выявлены, их легко решить.
Большинство отказов оборудования начинается с вибрации (из-за незакрученных гаек и болтов), затем прибавляется воздействие частиц пыли (например, из-за трещин на кожухе) или недостаточная смазка или промасливание. По этой причине сейсо - это хорошая практика для операторов, поскольку, занимаясь очисткой механизмов, они делают много полезных открытий. Рабочая зона должна поддерживаться в идеальной чистоте. Для этого необходимо:
- Разбить линию на зоны, создать схемы и карты с обозначением рабочих мест, мест расположения оборудования и т. п.
- Определить специальную группу, за которой будет закреплена зона для уборки.
- Определить время проведения уборки: - утренняя: 5-10 мин. до начала рабочего дня - обеденная: 5-10 мин. после обеда по окончании работы: после прекращения работы, во время простоев.
Итак, подводя итоги третьего этапа, следует отметить, что целью уборки является содержание в чистоте и отличной работоспособности всего, что используется или может быть применено для выполнения поставленных производственных задач. Данный этап нацелен на систематизирование содержание не только рабочего места в чистоте, но и на систематическую проверку оборудования, что позволяет повысить безопасность на рабочем месте, время работы оборудования, а также уменьшает количество производимого брака.
Четвертый этап - стандартизация. Стандартизация предполагает создание стандартов чистоты оборудования и рабочих мест, закрепленных в понятных и простых контрольных листах, которые заполняются и подписываются рабочими. Подразумевается, что разработанные стандарты будут понятными и будут представлены в наглядной форме. Сейкецу означает обеспечение аккуратного внешнего вида сотрудника, в частности, ношение надлежащей рабочей одежды, защитных очков, перчаток и ботинок, а также поддержание чистой, здоровой производственной среды. Другая интерпретация сейкецу предполагает, что администрация должна обеспечить системы и процедуры, которые обеспечивают непрерывность сортировки, рационального расположения и соблюдения чистоты. Становится существенным усилие администрации по начинанию, поддержанию и вовлечению 5S. Менеджеры должны определить, например, насколько часто должны проводиться первые три этапа метода 5S, и кто должен в них участвовать. Это должно стать частью ежегодного графика планирования. Специальное обучение для того, чтобы каждый понимал необходимость и обоснованность новых требований и стандартов, - это тоже важная мера для закрепления результатов 5S. Рекомендуется использовать такие контрольные листы которые всем понятны и просты в использовании и которые регулярно ведутся и проверяются.
Таким образом, четвертый этап включает в себя несколько шагов, таких как определение обязанностей, по выполнению первых трех этапов системы 5 S, следующий шаг состоит во внедрение разработанной стратегии в график работы сотрудников без ущерба для выполняемой ими работы, последний же этап заключается в контроле за исполнением. Данный этап позволяет наладить работу предыдущих ступеней и при этом отслеживать какие-либо нарушения или отставания.
Пятый этап - совершенствование. Совершенствование означает самодисциплину, означает то, чтобы выполнение установленных процедур превратилось в привычку. Совершенствование представляет собой методику обучения и постоянной поддержки первых четырех S, ориентированную на работу в команде. Решающую роль в ее внедрении играют руководители, и именно эта методика позволяет поддерживать все 5S.
На рабочем месте сильна тенденция возврата к прежнему состоянию, поэтому для администрации является необходимым построить систему обеспечения непрерывности мероприятий 5S. К этому финальному шагу администрация должна установить стандарты для каждого шага 5S и убедиться в том, что на рабочем месте следуют этим стандартам. Стандарты должны включать в себя способы оценивания прогресса на каждом из пяти шагов. Мероприятия, лежащие в основе 5S, абсолютно логичны. Они представляют собой базовые правила управления любым продуктивно работающим отделом. Именно системный подход, который система 5S применяет к этим мероприятиям, и делает ее уникальной. Работники должны выполнять установленные и согласованные правила на каждом шаге, и к тому времени, как они научатся выполнять первые шаги S, у них выработается дисциплина следования таким правилам в повседневной работе.
Для обеспечения дисциплины, постоянного совершенствования и поддержания результатов, достигнутых ранее, необходимо выполнить несколько условий:
- выработка у персонала правильных привычек, закрепление навыков соблюдения правил (работники самостоятельно вырабатывают правила организации своей работы и вносят предложения по улучшению);
- внесение предложений по улучшению и проведение дальнейшего улучшения при непосредственном участии всех сотрудников, трудовая деятельность которых связана с рабочим участком и рабочими местами на нем;
- проведение цеховых дней «Бережливое производство», на которых должны подводиться итоги достижения запланированных показателей, анализироваться выполнение мероприятий, обсуждаться текущие проблемы и перспективные задачи.
- при организации РМ с использованием системы 5S проводятся аудиты на всех пяти этапах.
Цель аудита: определить уровень внедрения системы 5S на производственном участке (подразделении). Членами рабочей группы проводятся еженедельные аудиты по системе 5S. Аудит проводится по вопросам, утвержденным отделом бережливого производства.
При проведении аудита рассматриваются следующие вопросы:
- оценка текущего состояния производственного участка (подразделения);
- результаты по реализации запланированных мероприятий по внедрению системы 5S;
- обсуждаются любые предложения членов рабочей группы, работников производственного участка (подразделения) по улучшению организации рабочих мест или поддержанию достигнутого уровня;
- проводится анализ причин, которые приводят к снижению уровня реализации принципов 5S;
- заполняется график внедрения 5S на производственном участке (подразделении).
На начальном этапе (8 недель) внедрения системы 5S аудит проводится еженедельно, по истечению 8 недель - раз в две недели и отмечается на графике аудита.
Для перехода на следующие этапы с 1 по 3 необходимо набрать минимум 30 баллов 2 раза подряд.
Для перехода на 4 этап необходимо набрать минимум 33 балла 2 раза подряд.
Для перехода на 5 этап необходимо набрать минимум 15 баллов 2 раза подряд.
Опросные листы для аудитов и форма графика аудита приведены в приложении А. Опросные листы и графики аудитов хранятся в цехах 1 год.
рабочий операционный корпоративный культура
3. История возникновения и развития системы
При создании эффективного конкурентоспособного производства в условиях жесткой конкуренции и нестабильности среды особое значение имеет рациональная организация всех рабочих мест на предприятии. Первые работы в данном направлении появились в начале ХХ века, как за рубежом, так и в нашей стране, и были связаны с рационалистическим научным направлением организации производства.
Следует отметить, что идеи «бережливого производства» впервые были сформулированы и внедрены Генри Фордом. Но эти идеи носили характер разрозненных мероприятий и не затрагивали само мировоззрение работников. На всех предприятиях Форда обязательным параметрам производственной среды были - чистота, гигиеничность, уют. Идеи Генри Форда не получили широкого распространения, так как в те времена новые принципы не были восприняты бизнес-сообществом, поскольку тогда они значительно опережали свое время. Так же экономика страны развивалась динамично, рынок был закрыт для других государств, существовали возможности для экстенсивного развития. Япония таких возможностей не имела, и поэтому японская промышленность в послевоенные годы стартовала к своему «экономическому чуду» не с самых сильных позиций. Индустрия Японии имела очень мало относительных преимуществ, если говорить о том, что традиционно под ними подразумевается. Это обусловлено отсутствием нефти, месторождений полезных ископаемых, скудностью угольных пластов и недостатком плодородных земель для обеспечения населения страны сельскохозяйственными продуктами. Страна не имела достаточных ресурсов даже для того, чтобы прокормить свой народ. Почему же японская промышленность сегодня представляет такую угрозу в конкуренции на мировом рынке? Потому что она смогла задействовать и эффективно использовать единственный вид ресурсов, которым Япония и в самом деле располагает в изобилии, - людей, знающих, что ничего не достается даром, и преисполненных желания упорно учиться и усердно работать. Японию и по сей день можно отнести к числу наиболее гармонично развивающихся мировых индустриальных держав, потому что японские рабочие и менеджеры понимают, как важно находить лучшие способы организации труда и производства, чтобы делать свой труд легче, продукцию лучше, а жизнь богаче и комфортнее. В конце 50-х - начале 60-х годов ХХ века в Японии появилась система рациональной организации рабочих мест 5S, идеологом которой считают Каору Исикаву, известного теоретика менеджмента качества. Идеи 5S получили широкое распространение во всем мире после признания ее заслуг в рамках производственной системы компании «Тойота», которая послужила основой для создания в конце 80-х годов ХХ века в США концепции бережливого производства.
В настоящее время система 5S и ее адаптированные разновидности в различных странах активно используются на предприятиях как один из первоочередных этапов построения системы бережливого производства. Российская модификация - система «Упорядочение». Немалую роль в формировании этого названия сыграл и тот факт, что японские термины системы «5S» очень сложно приживались на отечественных предприятиях, и почти на каждом из них она получала свое специфическое название (“Пять правил”, “Пять принципов”, иногда даже ее иронично называли “Пять пальцев”, “Пять Сю” и т.д.).
Термин «Упорядочение» позволяет отразить в одном слове принципы системы и не закрывает возможности ее творческого развития на каждом из предприятий. В разных версиях японских методик по наведению порядка на рабочих местах можно встретить и «6S», и «7S», т.е. в систему включаются новые принципы (например, постоянное обучение работников, профилактическое обслуживание оборудования и ряд других).
Принципы, на которых базируется система “Упорядочение”, в своих формулировках достаточно просты и очевидны. По своему содержанию они близки к принципам японской системы «5S». Наибольшая сложность при внедрении коренится в том, что от понимания принципов необходимо перейти к их практической реализации, постоянному выполнению требований, правил и договоренностей, достигнутых в коллективе.
Она формировалась в совместной работе с японскими консультантами и отечественная система наведения порядка, чистоты и укрепления дисциплины, создания безопасных условий труда с участием всего персонала. Жизнеспособность этой системы прошла проверку более чем на 30 отечественных предприятиях и в организациях, которые стали ее полноправными соавторами. И даже там, где система «Упорядочение» была внедрена лишь частично, она давала большие результаты.
Также разновидность системы 5S - Финляндская система Tuttava, развивающая навыки безопасной и
производительной работы.
4. Особенности внедрения системы 5S
В настоящее время можно утверждать, что данная японская концепция организации рабочих мест успешно внедряется во многих странах мира, но на российских предприятиях, особенно это касается предприятий Пермского края, редко применяется. Одной из основных причин отказа российских предприятий от внедрения японской системы 5 S является неправильное толкование и реализация данной концепции руководителями или персоналом, рассмотрим их главные ошибки. Так, на первом этапе реализации японского метода могут возникнуть следующие проблемы:
невысокий приоритет, который ставят руководители на предприятиях;
контроль внедрения находится не в тех руках;
неэффективность из-за направления деятельности предприятия;
нечеткое понимание действия японской модели и ее выгод;
отдельные ошибки реализации.
Остановимся подробно на каждой из этих проблем в отдельности. Во-первых, невысокий приоритет для руководителей. Управленец всегда должен понимать, что на его поведение равняются, а его отношение к делу анализируется работниками более низкого звена, ведь если начальник не видит в этом внедрении какой-то необходимости или относится к ней незаинтересованно, то и работники будут относиться к этому так же. Кроме того, в настоящее время внедрение зарубежного опыта становится модой, часто выполняется лишь для галочки, поэтому некоторые руководители даже не считают нужным пройти самим эти курсы, а от того, что их пройдут лишь работники, эффективности будет мало. Для реализации этапов японской системы требуется выделение времени для их реализации, порою же руководители пренебрегают этим.