Материал: 4_ЗАКАЛКА2
Сл.2.Внутренние напряжения, возникающие при закалке
Одна из особенностей закалки заключается в том, что ее проведение, как правило, сопровождается возникновением высоких внутренних напряжений. Последние могут стать причиной коробления изделий и появления закалочных трещин. Напомним, что следует различать временные внутренние напряжения, возникающие непосредственно в процессе охлаждения, и остаточные, сохраняющиеся в изделии после окончания охлаждения.
К закалочным напряжениям относятся:
термические (тепловые) напряжения, причиной появления которых является неодновременность охлаждения поверхностных слоев и сердцевины изделия;
структурные (фазовые) напряжения, появляющиеся вследствие неодновременности протекания фазовых превращений по сечению изделий.
Так как при закалке скорость охлаждения поверхностных и центральных слоев изделия различна, то они претерпевают неодинаковое тепловое сжатие, что и обусловливает появление термических напряжений. В начальный период охлаждения быстрее изменяется температура поверхностных слоев. Но их сжатие не может протекать свободно, так как этому препятствует сердцевина изделия. Поверхностные слои окажутся растянутыми, т.е. в них возникнут растягивающие напряжения. Центральные слои в этом случае будут испытывать сжимающие напряжения.
По мере понижения температуры поверхностных слоев их скорость охлаждения уменьшается. В некоторый момент интенсивность охлаждения центральных слоев окажется выше, чем поверхностных. Это предопределит их более быстрое сжатие, чему препятствуют поверхностные слои. Характер распределения внутренних напряжений по сечению изделия изменится: поверхностные слои будут находиться под воздействием сжимающих напряжений, а центральные – растягивающих.
На рис. 13.25 приведены кривые охлаждения поверхности и центра цилиндрической заготовки диаметром 100 мм в воде. Различие в температуре между поверхностью и центром растет по мере увеличения времени вплоть до точки W, в которой оно достигает максимальной величины – около 600°С. В этот момент растягивающие напряжения в поверхностных слоях достигают максимального значения. Если бы растягивающие напряжения не претерпевали релаксации, то их ход во времени соответствовал бы кривой а. Однако ввиду высокой температуры они успевают частично релаксировать за счет пластической деформации. Остающиеся растягивающие напряжения изменяются в соответствии с кривой b.

Рис. 13.25. Схема возникновения термических напряжений при охлаждении заготовки диаметром 100 мм в воде без учета фазовых превращений.
Пов., Центр – поверхность и центр изделия соответственно
Быстрое сжатие сердцевины после момента W приводит к уменьшению растягивающих напряжений в поверхностных слоях, которые в момент U достигают нулевого значения. Дальнейшее сжатие сердцевины вызовет появление в поверхностных слоях сжимающих напряжений. Характер изменения термических напряжений в сердцевине изделия показывает кривая с. После окончания охлаждения распределение остаточных внутренних напряжений по сечению заготовки в принципе соответствует эпюре в правой части рис. 13.25.
Сл.3. Чем выше температура нагрева и чем интенсивнее охлаждение, тем выше уровень термических напряжений. Увеличение размеров сечения изделия и усложнение его формы сопровождаются тем же эффектом. На величину термических напряжений влияют свойства стали. С увеличением ее теплопроводности и уменьшением температурного коэффициента объемного расширения уровень термических напряжений снижается. Термические напряжения уменьшаются и при снижении предела текучести, так как облегчается их релаксация путем пластической деформации.
Сл.4. Рассмотрим возникновение структурных напряжений в условиях полной прокаливаемости. В процессе охлаждения при закалке поверхностные слои раньше достигают мартенситного интервала. Мартенситное превращение сопровождается увеличением объема. Но этому будут препятствовать центральные слои. В поверхностных слоях возникают сжимающие напряжения, а в центральных – растягивающие.
Через некоторое время мартенситное превращение начнется в центральных слоях. Увеличению их объема будут препятствовать поверхностные слои. При этом знак напряжений изменится: в поверхностных слоях появятся растягивающие напряжения, а в центральных – сжимающие.
Когда мартенситное превращение получает развитие только в поверхностных слоях, частичная релаксация напряжений может происходить путем пластической деформации внутренних слоев с пластичной аустенитной структурой. При образовании мартенсита в сердцевине изделия релаксация напряжений резко затрудняется. В условиях малопластичной мартенситной структуры и наличия в поверхностных слоях наиболее опасных растягивающих напряжений возрастает вероятность образования закалочных трещин.
Сл.5. Величина структурных напряжений зависит от перепада температур по сечению изделия и всех факторов, которые этот перепад определяют. На уровень структурных напряжений влияет содержание в стали углерода и легирующих элементов. Увеличение количества углерода в мартенсите сопровождается более значительными изменениями удельного объема при его образовании и появлением более высоких напряжений. В то же время следует учитывать, что изменение содержания углерода, как и характера легирования, сказывается на положении мартенситного интервала и количестве остаточного аустенита в закаленной стали. Снижение температурного интервала мартенситного превращения при прочих равных условиях приводит к увеличению структурных напряжений. Чем больше остаточного аустенита, тем в меньшей мере изменяется объем при закалке, а следовательно, ниже уровень структурных напряжений.
При неполной прокаливаемости также возникают высокие структурные напряжения. Это обусловлено тем, что удельные объемы бейнита и феррито-карбидных структур больше, чем аустенита.
При закалке стали одновременно возникают термические и структурные напряжения. В зависимости от действия различных факторовони могут суммироваться или взаимно вычитаться. Поэтому после окончания охлаждения часто имеет место сложный характер распределения остаточных напряжений по сечению изделия. В поверхностных слоях могут действовать как сжимающие, так и растягивающие напряжения.
Сл.6. Способы объемной закалки
В практике термической обработки используют различные способы закалки на мартенсит, позволяющие снизить уровень внутренних напряжений и предотвратить возникновение закалочных дефектов.
Самой простой и наиболее распространенной является непрерывная закалка. Нагретое до температуры аустенитизации изделие помещают в закалочную среду до полного охлаждения. Такой способ закалки применяют для изделий простой формы из углеродистых и легированных сталей. Если охлаждение осуществляют в жидкости, то целесообразно обеспечить ее циркуляцию в закалочном агрегате или осуществить непрерывное перемещение изделия.
Для уменьшения внутренних напряжений применяют закалку с подстуживанием. Нагретое изделие не сразу помещают в закалочную жидкую среду, например в воду или масло, а некоторое время подстуживают на воздухе При этом подстуживание должно исключать диффузионный распад переохлажденного аустенита. Температуру подстуживания можно выбрать, используя изотермические и термокинетические диаграммы распада переохлажденного аустенита, а затем уточнить экспериментально.
Другим способом закалки, обеспечивающим уменьшение внутренних напряжений, является закалка в двух средах (рис. 13.26).
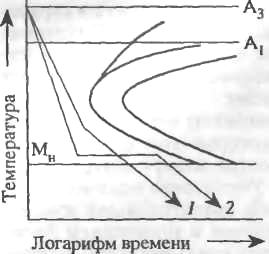
Рис. 13.26. Схемы закалки в двух средах (1) и ступенчатой закалки (2)
После аустенитизации изделие сначала охлаждают в среде с большей охлаждающей способностью с тем, чтобы быстро пройти температурный интервал минимальной устойчивости переохлажденного аустенита. Затем изделие переносят в среду с меньшей охлаждающей способностью. Это позволяет уменьшить скорость охлаждения в мартенситном интервале и снизить уровень внутренних напряжений. Момент переноса из одной закалочной среды в другую зависит от химического состава стали, размеров изделия, охлаждающей способности первой среды и обычно определяется опытным путем.
Для небольших изделий из углеродистых и низколегированный сталей часто используют так называемую закалку через воду в масло. Сначала изделие погружают в воду и после короткой выдержки переносят в масло. При осуществлении такого режима закалки необходимо точно выдержать время пребывания изделия в воде. Малая выдержка в воде может привести к образованию немартенситных продуктов распада переохлажденного аустенита и снижению твердости закаленной стали, а передержка – к росту внутренних напряжений и повышению вероятности коробления изделий и образований трещин.
Снизить внутренние напряжения позволяет ступенчатая закалка. Изделие с температуры аустенитизации переносят в ванну с расплавленными селитрой или щелочами и охлаждают его до температуры на 20...40 °С выше точки Мн. Выдержка обеспечивает выравнивание температуры по сечению изделия, но при этом не должна превышать длительности инкубационного периода распада переохлажденного аустенита при выбранной температуре (см. рис. 13.26). После окончания выдержки изделие охлаждают замедленно (обычно на воздухе и реже в масле).
Во время выдержки в горячей среде релаксируют термические напряжения. Так как при выдержке происходит выравнивание температуры по сечению изделия, то при последующем медленном охлаждении мартенситное превращение начинается почти одновременно по всему объему изделия, что способствует уменьшению структурных напряжений.
При температуре выдержки сталь, имея аустенитную структуру, характеризуется высокой пластичностью. Это позволяет после извлечения изделия из ванны подвергать его правке для устранения коробления. Правка может осуществляться и во время последующего охлаждения ниже точки Мн. При этом используется эффект увеличения пластичности в момент развития мартенситного превращения.
Ступенчатая закалка применима для сталей, имеющих высокую устойчивость переохлажденного аустенита при температурах бейнитного превращения. Часто ее используют для высокоуглеродистых хромистых сталей (ХВГ, ШХ15, 9ХС). Охлаждение в расплавленных селитрах и щелочах происходит сравнительно медленно, и поэтому ступенчатой закалке можно подвергать лишь детали и инструмент небольшого сечения.
Для некоторых изделий, не требующих полной прокаливаемости, может быть использована закалка с самоотпуском. Нагретое изделие выдерживают в закалочной среде не до полного охлаждения. Оно прерывается в условиях, когда сердцевина изделия сохраняет некоторое количество тепла. За счет этого тепла разогреваются поверхностные закаленные слои и происходит их отпуск. Так как при таком режиме обработки сердцевина изделия закалке не подвергается, то она будет иметь более низкую твердость, чем поверхностные слои.
Закалка с самоотпуском часто применяется для инструмента, работающего с ударными нагрузками, у которого высокая твердость поверхностных слоев должна сочетаться с повышенной вязкостью сердцевины. Для инструмента может использоваться несколько измененный вид закалки. После аустенитизации в жидкую закалочную среду погружают только его рабочую часть. После определенной выдержки инструмент вынимают из жидкости, и закаленная рабочая часть отпускается за счет горячего хвостовика.|
Для массивных изделий используется закалка с купанием. Изделие сначала полностью погружают в жидкую закалочную среду, a затем периодически вынимают на воздух. Это способствует выравниванию температуры по сечению изделия и уменьшению внутренних напряжений. Когда изделие находится на воздухе, за счет внутреннего тепла происходит самоотпуск закаленных поверхностных слоев; они становятся менее хрупкими, и вероятность образования закалочных трещин уменьшается. Время нахождения изделия в закалочной среде и на воздухе определяется экспериментально.
Если необходимо закалить только определенную часть нагретого изделия, то ее охлаждают струей воды, для чего используют спрейерные и душирующие устройства. Такая закалка называется струйчатой. Она может сопровождаться самоотпуском за счет тепла незакаленной части изделия. Прокаливаемость стали при таком способе закалки достаточно высокая, так как струя воды затрудняет образование паровой оболочки около поверхности охлаждения.
Наконец, для некоторых сталей с высокой устойчивостью переохлажденного аустенита может осуществляться закалка на воздухе, при которой изделие после нагрева до высоких температур охлаждается на спокойном воздухе. Скорость охлаждения при этом невелика, что снижает термические напряжения. Ранее такой закалке подвергали только небольшие изделия из высоколегированных сталей типа быстрорежущей.
Такой же способностью закаливаться на воздухе обладают и разработанные в последние годы экономнолегированные конструкционные стали типа 12Х2Г2НМФ, предназначенные для высокопрочных сварных конструкций. Главной особенностью этих сталей является высокая устойчивость аустенита в интервале температур диффузионного превращения и отсутствие бейнитного превращения. Это обусловливает способность сталей закаливаться при охлаждении на воздухе с образованием низкоуглеродистого мартенсита, который обладает хорошим комплексом механических свойств.
Сл.7. Закалка с обработкой холодом
У многих сталей, например высокоуглеродистых, часть мартенситного интервала находится в области отрицательных температур. Поэтому после закалки с охлаждением до комнатной температуры в них сохраняется повышенное количество остаточного аустенита. Уменьшить количество остаточного аустенита можно, дополнительно охладив закаленную сталь ниже комнатной температуры. Такая обработка, впервые предложенная А. П. Гуляевым, получила название обработки холодом.
При выборе температуры охлаждения для обработки холодом следует учитывать положение мартенситной точки Мк. Охлаждение стали ниже этой точки нецелесообразно, так как оно не приводит к дополнительному мартенситному превращению. Для многих промышленных сталей оптимальная температура охлаждения находится не ниже -70…-80 °С. У некоторых сталей ощутимое уменьшение количества остаточного аустенита наблюдается уже при охлаждении в проточной воде до 5... 10 °С. Во многих промышленных сталях полнота мартенситного превращения не зависит от длительности выдержки при температуре охлаждения. Выдержка должна обеспечить лишь выравнивание температуры по сечению изделия.
Уменьшение количества остаточного аустенита при обработке холодом сопровождается ростом твердости закаленной стали, что позволяет повысить износостойкость инструмента и цементированных изделий. Обработка холодом используется также для стабилизации размеров высокоточных изделий (мерительный инструмент, кольца подшипников и др.).
Структура закаленной стали нестабильна. В процессе вылеживания и эксплуатации при комнатной температуре остаточный аустенит превращается в мартенсит, что сопровождается увеличением объема и изменением размеров изделия. После обработки холодом этот эффект резко уменьшается. При использовании обработки холодом следует учитывать, что она вызывает увеличение внутренних напряжений и иногда может привести к образованию трещин.
Сл.8. Бездеформационная закалка
Закалка сталей сопровождается увеличением их удельного объема, а следовательно, изменением размеров закаливаемых изделий. Этот эффект обусловлен природой самой закалки. Из рис. 13.27 видно, что основные структурные составляющие имеют различные удельные объемы. Образование аустенита при нагреве стали с феррито-карбидной структурой сопровождается уменьшением удельного объема. Наоборот, при закалке стали (при превращении аустенита в мартенсит) объем увеличивается, причем у мартенсита удельный объем становится больше, чем у феррито-карбидной структуры. Так как удельные объемы исходной феррито-карбидной структуры образующегося при закалке мартенсита, а также остаточного аустенита различны, то это предопределяет изменение размеров изделий при закалке.
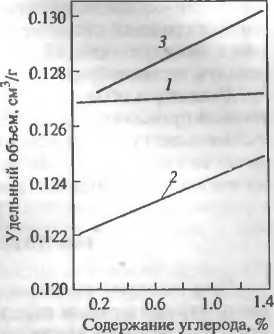
Рис. 13.27. Изменение удельных объемов феррито-карбидной структуры (1), аустенита (2) и мартенсита (3) в зависимости от содержания углерода
Из рис. 13.27 следует, что чем больше содержание углерода в стали, тем больше разница в удельных объемах мартенсита и аустенита. Приведенные данные относятся к случаю, когда весь углерод переведен при нагреве в аустенит, а при закалке – в мартенсит. При нагреве высокоуглеродистых сталей под закалку до оптимальных температур (Ас1 + 30...50 °С) часть карбидной фазы остается нерастворенной, что обусловливает меньшее содержание углерода в мартенсите и меньшие изменения его удельного объема. Тем не менее изменение размеров изделий из высокоуглеродистых сталей при закалке, как правило, значительно больше, чем из среднеуглеродистых.
При термической обработке некоторых точных изделий желательно свести изменение их размеров к минимуму. Принципиальные основы бездеформационной закалки заключаются в следующем. Так как аустенит имеет значительно меньший удельный объем, чем мартенсит и феррито-карбидная структура, то, изменяя объемную долю аустенита в структуре закаленной стали, можно подобрать такое количественное соотношение между мартенситом и остаточным аустенитом, при котором их средний удельный объем станет равным удельному объему феррито-карбидной структуры. В этом случае закалка не приведет к изменению размеров изделия. Но, как показывают расчеты, для осуществления такой закалки необходимо иметь в структуре закаленной стали очень большие количества остаточного аустенита. Например, чтобы избежать изменений размеров при закалке стали с 0.8 % С, следует получить в ней 35 % остаточного аустенита. При обычной закалке этой стали количество остаточного аустенита не превышает нескольких процентов.