Материал: 3085
11
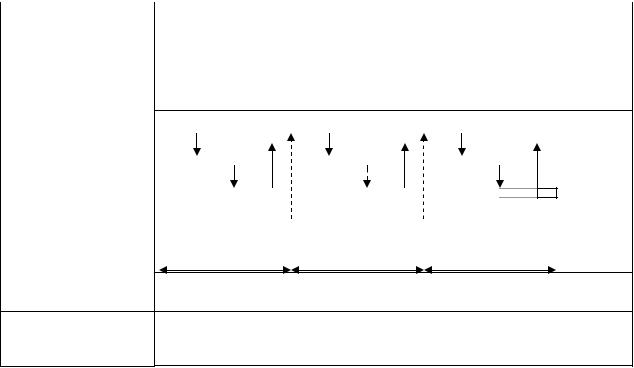
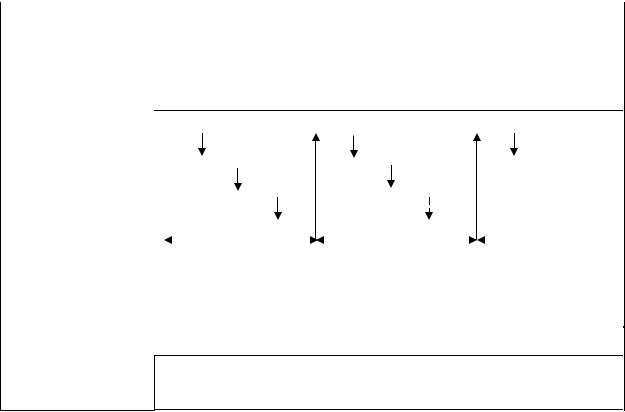
Этот расчет рекомендуется вести в табличной форме (табл. 1). После расчета величины межоперационных оборотных заделов строим графики изменения заделов (эпюры движения заделов) по каждой паре смежных операций за период оборота линии (рис. 5.).
8.Расчет площадей эпюр оборотных заделов выполним по рис. 5, а результаты вписываем в табл. 1. Исходя из площадей эпюр оборотных заделов, определяем среднюю величину межоперационных оборотных заделов между каждой парой смежных операций и в целом по линии.
9.Среднюю величину межоперационного оборотного задела в целом по линии определим по формуле
|
Zобср |
m |
|
|
|
= ∑Si /T об |
|
||
|
|
|
i=1 |
|
|
|
Zсроб = 13343/240 = 56 шт. |
|
|
|
|
|
|
Таблица 1 |
|
Расчет межоперационных оборотных заделов |
|
||
|
|
|
|
|
Частный |
Длительность |
|
Расчет заделов (Z),шт. |
Площадь |
период |
частного периода |
|
|
эпюр, |
|
|
|
|
шт./мин |
|
|
|
|
|
|
|
|
Между операциями 1 и 2 |
|
Т1 |
166 |
|
Z’1,2 = (166*2)/2,5-(166*1)/1,3 = +5 |
2490 |
Т2 |
120 |
|
Z’’1,2 = (120*1)/2,5-(120*1)/1,3 = -44 |
946 |
Т3 |
74 |
|
Z’’’1,2 = (74*1)/2,5-(74*0)/1,3 = +30 |
1147 |
|
|
|
Итого |
4583 |
|
|
|
|
|
|
|
|
Между операциями 2 и 3 |
|
Т1 |
208 |
|
Z’2,3 = (208*1)/1,3-(208*1)/2,4 = +73 |
6059 |
Т2 |
74 |
|
Z’’2,3 = (74*0)/1,3-(74*2)/2,4 = -62 |
2701 |
|
|
|
Итого |
8760 |
|
|
|
|
|
|
|
|
Между операциями 3 и 4 |
|
Т1 |
166 |
|
Z’3,4 = (166*1)/2,4-(166*0)/1,6 = +69 |
1328 |
Т2 |
120 |
|
Z’’3,4 = (120*1)/2,4-(120*1)/1,6 = -25 |
1484 |
Т3 |
74 |
|
Z’’’3,4 = (74*2)/2,4-(74*1)/1,6 = +16 |
1317 |
|
|
|
Итого |
4129 |
|
|
|
|
|
|
|
|
Всего |
13343 |
|
|
|
|
|
12
10. Величину незавершенного производства без учета затрат труда в предыдущих цехах рассчитаем по формуле
|
|
|
m |
|
|
|
|
|
H = |
Z |
|
|
t |
+ |
t |
пр , |
|
i=1 |
|
|||||||
|
об |
∑ |
|
i / 2 |
|
|||
|
|
|
|
|
|
|
|
|
где tпр − суммарные затраты времени в предыдущих цехах. Тогда
H= 56(7,8/(2*60)+0) =3,6 нормо-часа.
11.Длительность производственного цикла определим по формуле
tц = Zсроб Rпр = 56*1,5 = 84 мин = 1,4 ч.
Задание 5
Организация многостаночного обслуживания
Пусть i-я операция выполняется на станках-дублерах, при этом машинное время работы станка tм = 9 мин, а время занятости рабочего на обслуживающем станке tз = 4 мин Длительность и структура операций на обслуживаемых станках являются относительно постоянными. Определите оптимальное число станков, если в качестве критерия использовать минимум затрат на единицу продукции. Постройте график многостаночного обслуживания.
Решение
1. Рассчитаем число станков, на которых может одновременно работать многостаночник по формуле
n =tм / tз +1,
где tv − машинное время работы станка, мин;
tv − время занятости рабочего на обслуживаемом станке. Последний параметр включает следующие элементы:
tз = ∑tв +∑tн +∑tпер,
где Σtв − суммарное время, необходимое для выполнения всех ручных приемов на станке, мин;
Σtн − суммарное время активного наблюдения за работой станка, требующего присутствия рабочего-многостаночника, мин;
Σtпер − время, затрачиваемое рабочим на переход от одного станка
13
к другому, согласно установленному маршруту движения, мин Тогда имеем:
n = 9/4+1 = 3,25.
2. Если принять n = 3 станка, то время простоя рабочего-многостаночника определим по формуле
tрпр = tм-(n-1)tз = 9-(3-1)*4 = 1.
Время простоя рабочего в течение цикла многостаночного обслуживания при n = 3 показатель tрпр = 1 мин, а время простоя оборудования tпроб = 0 мин Если принять n = 4 станка, то время простоя оборудования определим по формуле
tпроб = tм-(n-1)tз = 9-(4-1)*4 = -3.
Следовательно, при n = 4 показатели tрпр = 0, а tпроб = 3 мин
3. Рассчитаем длительность цикла многостаночного обслуживания для двух вариантов по формуле
n
tц = ∑tзi +tпрр . i=1
При n = 3 показатель tц = 4+4+4+1 = 13 мин При n = 4 этот показатель составит: 4+4+4+4+0 = 16 мин
4. Рассчитаем коэффициент загрузки оборудования для обоих вариантов по формуле
n
Kобз = ∑tоп / ntц , i=1
где tоп = tз + tм.
При n = 3 показатель Кзоб = (13+13+13)/(3*13) = 1. При n = 4 этот показатель составит (13+13+13+13)/(4*16) = 0,81.
14
5. Рассчитаем коэффициент загрузки рабочего-многостаночника для обоих вариантов по формуле
K зр = ∑n tз / tц. i=1
При n = 3 показатель Кзр = (4+4+4)/13 = 0,9. При n = 4 этот показатель составит (4+4+4+4)/16 = 1.
6. Построим графики многостаночной работы по первому (рис. 6) и второму (рис. 7) вариантам.
N |
Время, |
|
|
|
|
|
|
|
|
|
|
|
|
|
Цикл работы многостаночника |
|||||||||||||||||||||||||||||
стан |
мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
tз |
|
м |
оп |
|||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
4 |
|
9 |
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
2 |
4 |
|
9 |
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
3 |
4 |
|
9 |
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рабочий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Число
занятых станков 2 2 2 2 2 2 2 2 2 2 2 2 3 2 2 2 2 2 2 2 2 2 2 2 2 3 2 2 2 2 2 2 2 2 2 2 2 2 3
Рис.6. График многостаночной работы при n = 3
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Цикл работы многостаночника |
|
|
|
|
|||||||||||||||||||||||||||
N |
Время, |
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||
стан |
мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
ка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
tз |
м |
|
оп |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
4 |
9 |
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
2 |
4 |
9 |
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
3 |
4 |
9 |
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
4 |
4 |
9 |
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рабочий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Число
занятых станков 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2
Рис.7. График многостаночной работы при n = 4
7. Определим оптимальное число обслуживаемых станков. Используя в качестве критерия минимум затрат на единицу продукции, рассчитаем целевую функцию по формуле
F = (nC+1)/I,
где C − коэффициент, показывающий отношение затрат, связанный с простоем оборудования, к затратам на содержание одного рабочего;
I − среднее число работающих станков в течение цикла многостаночного обслуживания.
В нижней части рисунков указаны числа действующих станков в первую, вторую, третью и последующие минуты цикла многостаночной работы. Среднее значение I за цикл рассчитаем при n = 3 и n = 4. При n = 4 показатель
I = (2+2+2+2+2+2+2+2+2+2+2+2+3)/13 = 2,08. При n = 4 этот показатель составит: (3+2+2+2+3+2+2+2+3+2+2+2+3+2+2+2)/16 = 2,25.
Определим значение F при C = 1;0,5;0,1.