Материал: 3085
6
2. Длительность технологического цикла обработки партии деталей при параллельно-последовательном движении предметов труда определяется по формуле
m |
m−1 |
|
Tцпп = n∑(ti / Ci )−(n − p)∑ |
(tki / Ci ), |
|
i=1 |
i=1 |
|
где p − размер транспортной партии, шт.;
tki − наименьшая норма времени между i-й парой смежных операций с учетом количества единиц оборудования, мин
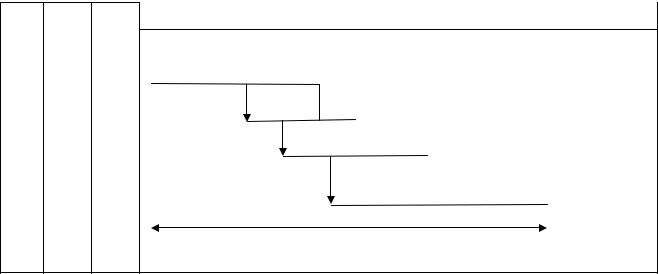
Тц(посл) = 3 (2 +1 +1.5 + 2)−2 (1 +1 +1,5) =12,5 мин Расчет показан на рис. 2.
i |
ti, |
Сi |
|
|
Длительность технологического цикла, мин |
|
||||||||||
|
мин |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
1,5 |
1 |
|
Тц(пп)= 12,5 мин |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 2 1
Рис.2. График длительности технологического цикла при параллельно-последовательном движении партии деталей
Время пролеживания одной детали на всех операциях технологического процесса определяется по формуле
tпр =Тц(пп) −tобр .
Для рассматриваемого примера tпр =12.5 −6.5 = 6мин.
Общее время пролеживания всех деталей в партии на всех операциях составляет
Тпр = п tпр .
Для данного примера Тпр = 3 6 =18мин.
7
3. Длительность технологического цикла обработки партии деталей при параллельном движении предметов труда определяется по формуле
T цпар = (n − p)timax / Ci + p∑m (ti / Ci ),
i =1
где timax − норма времени максимальной по продолжительности i-й операции с учетом числа рабочих мест, мин;
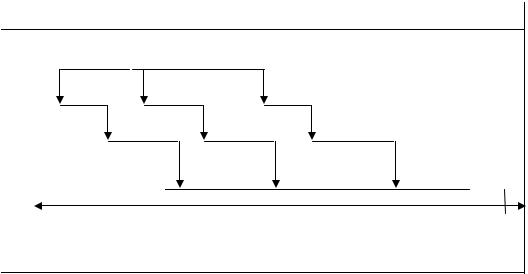
Тц(пар) = (3 −1) 2 +1 (2 +1 +1.5 + 2)=10.5мин.
|
Расчет показан на рис. 3. |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
Длительность технологического цикла, мин |
|
|||||||
i |
ti, |
Сi |
|
|
||||||||||
|
мин |
|
1 |
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
2 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тц(пар)=10,5 мин |
|
|
|
|
|
|
|
|
|
3 |
1,5 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
4 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис.3. График длительности технологического цикла при параллельном движении партии деталей
Время пролеживания каждой детали в партии определяется по формуле
tпр =Тц(пар) −tобр .
Для рассматриваемого примера tпр =10.5 −6.5 = 4мин. Общее время пролеживания всех деталей в партии
Тпр = n tпр .
Для данного примера Тпр = 3 4 =12мин.
8
Задание 3
Определите тип производства по описанным ниже элементам. Предприятие N1 имеет небольшую номенклатуру выпускаемой
продукции; за каждым рабочим местом закрепляется определенная деталеоперация; применяются специально сконструированные станки, инструменты, приспособления; значителен удельный вес механизированных процессов; трудоемкость операции на единицу продукции составляет 8-12 мин На предприятии N2 большое разнообразие изготовляемой продукции; заказы повторяются редко; унификация некоторых элементов конструкций позволяет изготовлять ряд деталей относительно большими партиями; в механические цехи заготовки поступают с большими припусками на обработку; рабочие самостоятельно выполняют работу непосредственно по чертежам; применяется последовательный вид движения деталей; участки организуются
по технологическому признаку.
Предприятие N3 выпускает большую номенклатуру продукции в значительных количествах; рабочие места специализированы на выполнении нескольких постоянно закрепленных за ними операций; наряду с универсальным применяются специальное оборудование, инструменты и приспособления; используется труд рабочих средней квалификации; участки создаются по предметному признаку.
Решение
Единичное производство характеризуется небольшим объемом выпуска одинаковых изделий. Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых (или ремонтируемых) продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Тогда у предприятия N1 единичная форма организации производства, у предприятия N2 – серийная, а у предприятия N3 – массовая форма организации производства.
9
Задание 4
На однопредметной прерывно-поточной (прямоточной) линии (ОППЛ) обрабатывается кронштейн. Технологический процесс состоит из четырех операций: токарной, сверлильной, фрезерной и шлифовальной. Длительность операций соответственно составляет, мин: t1=2,5, t2=1,3, t3=2,4, t4=1,6. Месячная программа – 13 000 шт. В месяце 21 рабочий день. Режим работы линии – двухсменный. Продолжительность рабочей смены – 8 ч. Период оборота линии
– 0,5 смены. Брак на операции отсутствует.
Определите такт линии, число рабочих мест и их загрузку, число рабочих-операторов. Составьте график регламентации рабочих мест и рабочихоператоров на линии (постройте стандарт-план работы ОППЛ). Рассчитайте величину межоперационных оборотных заделов и постойте график их движения. Определите величину среднего оборотного задела на линии, величину незавершенного производства и длительность производственного цикла обработки партии деталей.
Решение
1. Программа выпуска за период оборота линии, равный 0,5 смены, составит
Nв = 13000/(21*2*2) = 155 шт.
2. Такт ОППЛ определим по формуле
rпр = Fэ/Nв = (8*0,5*60)/150 = 1,5 мин/шт.
3. Число рабочих мест рассчитаем по формуле, подставив в нее соответствующие данные по первой операции:
Cp1 = t1/rпр = 2,5/1,5 = 1,7 или 2 рабочих места; Cp2 = t2/rпр = 1,3/1,5 = 0,9 или 1 рабочих места; Cp3 = t3/rпр = 2,4/1,5 = 1,6 или 2 рабочих места; Cp4 = t4/rпр = 1,6/1,5 = 1,1 или 1 рабочих места.
Результат заносим в стандарт-план работы ОППЛ (рис. 4.).
10
4.Коэффициент загрузки рабочих мест определим по формуле, подставив
внее соответствующие данные:
Kзi = Cpi/Cпpi,
тогда
Kз1 = 2/2 = 1;
Kз2 = 1/2 = 0,5;
Kз3 = 2/2 = 1;
Kз4 = 1/2 = 0,5.
5.Составляем стандарт-план. Стандарт-план строится в форме таблицы (см. рис. 4), в которую заносят все операции технологического процесса и нормы времени их выполнения. Затем проставляют такт потока и число рабочих мест по каждой операции (расчетное и принятое) и в целом по линии; строят график работы оборудования на каждой операции в соответствии с его загрузкой; рассчитывают необходимое число рабочих-операторов на каждой операции и строят график-регламент их труда на линии путем подбора работ (как это показано на втором, третьем, пятом и шестом рабочих местах); определяют окончательную численность рабочих-операторов, работающих на линии; присваивают рабочим номера или буквенные индексы и устанавливают порядок обслуживания рабочих мест.
6.Рассчитаем списочную численность рабочих-операторов для работы в две смены:
Чсп = 4*2*1,1 = 9 чел.
7. Расчет межоперационных оборотных заделов производим по стандартплану ОППЛ между каждой парой смежных операций по формуле
Zоб = (TjCi)/ti – (TjCi+1)/ti+1,
где Tj − продолжительность j-го частного периода между смежными операциями при неизменном числе работающих единиц оборудования, мин;
Ci,Ci+1 − число единиц оборудования, работающих в течение часного периода Tj соответственно на i-й и (i+1)-й операциях;
− нормы штучного времени соответственно на i-й и (i+1)-й операциях технологического процесса, мин