Материал: 2323

СТРОИТЕЛЬНАЯ ТЕХНИКА
заднее колесо двухосной машины – (0,3...0,35) |
|
|
, на колесо среднего и заднего мостов |
|
||||||||||||||
трехосных машин |
– (0,17...0,2) |
|
|
. |
Исходя из вышеизложенного, определяется |
|
||||||||||||
|
|
|
g |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
сцепного веса машины определяет максимальную силу |
|
|||||||||||||
расположение отвала в базе. Сила g |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
тяги, которую могут развить (по сцеплению) ведущие колеса автогрейдера. Упрощенно сила |
|
|||||||||||||||||
сцепного веса автогрейдера может быть определена из зависимости [13, 14]: |
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
сц = ξο g. |
|
|
|
|
|
|
(12) |
|
|||||
Номинальная сила тяги Тн, соответствующая значению коэффициента буксования |
|
, |
|
|||||||||||||||
при котором значение тяговой мощности близко к максимальной, |
может быть |
определена из |
|
|||||||||||||||
|
|
|
= 20% |
|
|
|||||||||||||
выражения [13]: |
|
|
= (0,70 … 0,73) ∙ ∙ сц. |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
(13) |
|
||||||||
Величина силы сопротивления качению Рf |
определяется по формуле [13]: |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
= g. |
|
|
|
|
|
|
(14) |
|
||||
где – коэффициент сопротивления качению. Тогда мощность двигателя автогрейдера, Вт [14]: |
|
|||||||||||||||||
|
|
max |
|
+ ∙ |
|
|
|
|
|
|
(15) |
|
||||||
|
|
= 270 ∙ |
|
∙ вых + 0. |
|
|
|
|
|
|
||||||||
|
|
|
|
|
η |
|
|
|
|
|
|
|
|
|
|
|
|
|
где η – коэффициент уменьшения мощности двигателя из-за неустановившейся загрузки, для |
|
|||||||||||||||||
Заключение |
|
|
|
|
|
|
|
|
|
|
|
= 1 |
|
|
|
|
||
механической трансмиссии η |
|
= 0,88-0,9 для гидродинамической трансмиссии |
η |
|
|
. |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
||||||||||
К прогнозным исследованиям на основе выявления закономерностей развития науки и |
65 |
|||||||||||||||||
техники непосредственно примыкают систематизированные обобщения накопленных за многие |
||||||||||||||||||
годы материалов, прежде всего экспериментальных исследований, которые в литературе в |
|
|||||||||||||||||
|
||||||||||||||||||
основном представлены в разрозненном виде. Значительные объемы этих материалов именно |
|
|||||||||||||||||
к настоящему времени выдвигают на передний план проблему их строго научного обобщения, |
|
|||||||||||||||||
что само по себе неизбежно должно приводить к диалектическому появлению качественно |
|
|||||||||||||||||
новых результатов, открывающих перспективы развития техники. Отсюда же, наряду с |
|
|||||||||||||||||
насыщением современными средствами вычислительной техники, становится возможным и |
|
|||||||||||||||||
необходимым широкое использование такого мощного средства исследований, как |
|
|||||||||||||||||
имитационное (математическое) моделирование изучаемых процессов и систем. Во всех |
|
|||||||||||||||||
случаях это позволяет принципиально ускорить анализ, увеличив фронт и глубину научного |
|
|||||||||||||||||
поиска. И, наконец, значительного внимания требует связанная со всем вышеизложенным |
|
|||||||||||||||||
проблема совершенствования методов расчета и проектирования конструкций строительных и |
|
|||||||||||||||||
дорожных машин с выходом на уровень САПР. Главным звеном в цепи задач, относящихся к |
|
|||||||||||||||||
этой проблеме, представляется переход на модульный принцип проектирования машин с |
|
|||||||||||||||||
учетом серийности их производства при максимальном использовании в качестве модулей |
|
|||||||||||||||||
хорошо отработанных комплектующих изделий. |
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
Библиографический список |
|
|
|
|
|
|
|
|
|||||||
1. Щербаков, В.С. Снижение динамических воздействий на одноковшовый экскаватор: монография / |
|
|||||||||||||||||
В.С. Щербаков, П.А. Корчагин. – Омск: Изд-во СибАДИ, 2000.– 147 с. |
|
|
|
|
|
|
|
|
||||||||||
2. Севров, К.П. |
Автогрейдеры: |
Конструкция, |
теория, расчет / |
К.П. Севров, |
Б.В. |
Горячко, |
|
|||||||||||
А.А. Покровский – М.: Машиностроение, 1970. – 192 с. |
|
|
|
|
|
|
|
|
|
|
|
|||||||
3.Завьялов, А.М. Основы теории взаимодействия рабочих органов дорожно-строительных машин со средой: автореф. дис. … докт. техн. наук: 05.05.04 / А.М. Завьялов – Омск: Ом. дом печати, 2002. – 36 с.
4.Зеленин, А.Н. Машины для земляных работ: учебное пособие для ВУЗов / А.Н. Зеленин, В.И. Баловнев, И.П. Керов – М.: Машиностроение, 1975. – 424 с.
5.Щербаков, В.С. Научные основы повышения точности работ, выполняемых землеройнотранспортными машинами: дис. ... доктора. техн. наук: 05.05.04 / В.С. Щербаков – Омск: СибАДИ, 2000. – 416 с.
|
|
Техника и технологии строительства, № 4 (8), 2016 |
http://ttc.sibadi.org/ |

СТРОИТЕЛЬНАЯ ТЕХНИКА
6. Артемьев, К.А. Теория резания грунтов землеройно-транспортными машинами: учеб. пособие / К.А. Артемьев – Омск: ОмПИ, 1989. – 80 c.
7. Баловнев, В.И. Моделирование процессов взаимодействия со средой рабочих органов дорожностроительных машин: учеб. пособие для студентов ВУЗов / В.И. Баловнев – 2-е изд., перераб. – М.: Машиностроение, 1994. – 432 с.
8. Ветров Ю.А. Расчет сил резания и копания грунтов / Ю.А. Ветров. – Киев: Изд-во киевского университета, 1965. – 167 с.
9. Ветров Ю.А. Резание грунтов землеройными машинами / Ю.А. Ветров. – М.: Машиностроение, 1971.
– 360 с.
10. Титенко, В.В. Повышение производительности автогрейдера, выполняющего планировочные работы, совершенствованием системы управления: дис. … канд. техн. наук: 05.05.04 / В.в. Титенко; науч. рук. проф. В.С. Щербаков – Омск: СибАДИ, – 1997. – 172 с.
11. Беляев, В.В. Математическая модель поверхности грунта, обрабатываемой автогрейдером / В.В. Белаев // Строительные и дорожные машины. – 2006. – №8 – С. 33-39.
12.Корчагин, П.А. Снижение динамических воздействий на оператора автогрейдера на базе трактора ЗТМ-82: монография / П.А. Корчагин, А.И. Степанов. – Омск: Изд-во СибАДИ, 2003. – 84 с.
13.Дорожные машины. Ч.1. Машины для земляных работ / Т.В. Алексеева, К.А. Артемьев, А.А. Бромберг и др. – 3-е изд., перераб. и доп. – М.: Машиностроение, 1972. – 504 с.
14. Севров, К.П. Автогрейдеры: Конструкция, теория, расчет / К.П. Севров, Б.В. Горячко, А.А. Покровский – М.: Машиностроение, 1970. – 192 с.
15. Холодов А.М. Проектирование машин для земляных работ: Вища шк. Изд-во при Харьк. Ун-те, 1986. – 272 с.
ANALYSIS OF MATHEMATICAL MODEL OF INTERACTION OF WORKING
BODY OF THE GRADER WITH A MICRORELIEF
V.S. Sherbakov, I. I. Belov
Abstract. The mathematical model describing the relationship between the technical parameters of motor |
|
|
grader and performance, taking into account the probabilistic nature of operating conditions. Research of |
|
|
processes of interaction of earth-moving machines with different character of soils allows to optimize the |
|
|
parameters and improve the design of their working bodies, and the development of modern technical means |
66 |
|
facilitates the use of CAD, requiring the improvement of methods of calculation and design. |
||
|
||
Keywords: vibration isolation, dynamic effects, road construction machine, grader, human operator, working |
|
|
on earthmoving machinery, the energy intensity of the cutting of soil, mathematical modeling. |
|
Щербаков Виталий Сергеевич (Россия, Омск) – доктор технических наук, профессор, заведующий кафедрой «Автомобили, конструкционные материалы и технологии» ФГБОУ ВО «СибАДИ» (644080,
г. Омск, пр. Мира, 5; e-mail: sherbakov_vs@sibadi.org).
Белов Илья Игоревич (Россия, Омск) – аспирант группы ИВТ15-АСП1, ФГБОУ ВО «СибАДИ» (644080
г. Омск, пр. Мира, 5; e-mail: Iliabelov1993@mail.com).
Shcherbakov Vitaly Sergeevich (Russian Federation, Omsk) – doctor of technical Sciences, Professor, head of Department «Automobiles, construction materials and technologies», FSBEI HE «SibADI» (644080, Omsk, Mira Ave., 5; e-mail: sherbakov_vs@sibadi.org).
Belov Ilya Igorevich (Russian Federation, Omsk) – graduate student group IVT15-ASP1, FSBEI HE «SibADI» (644080, Omsk, Mira Ave., 5; e-mail: Iliabelov1993@mail.com).
|
|
Техника и технологии строительства, № 4 (8), 2016 |
http://ttc.sibadi.org/ |

РАЗДЕЛ III
ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
УДК 624.04
ВИДЫ ЛИЦЕВОГО КЕРАМИЧЕСКОГО КИРПИЧА
Е.С. Балантаева, Э.Э. Симачева
ФГБОУ ВО «СибАДИ», Россия, г. Омск.
Аннотация. В данной статье рассмотрены основные виды лицевого керамического кирпича, их преимущества и недостатки. Также рассмотрены технологии производства двухслойного, объемно окрашенного, ангобированного, глазурованного и офактуренного сухой минеральной крошкой керамического кирпича. Описано оборудование, которое используется для производства таких кирпичей. Рассказано, какие компоненты используются для придания различных окрасок лицевым поверхностям кирпича.
Ключевые слова: лицевой кирпич, керамика, технология производства, двухслойное формование, ангобирование.
Введение
Одним из самых распространенных материалов, традиционно используемым при возведении зданий и сооружений, является кирпич. Более чем тысячелетняя практика применения кирпича позволяет однозначно отнести его к категории наиболее долговечных строительных материалов. Наряду с этим, технология кирпичной кладки предоставляет 67 архитекторам и дизайнерам неограниченные возможности для воплощения творческих замыслов. Обеспечивая надежную защиту от воздействия внешних факторов, обладая высокой огнестойкостью и сравнительно низкой теплопроводностью, кирпич предопределяет высокий уровень безопасности и комфорта как жилых, так и промышленных зданий и сооружений.
Основные виды лицевого керамического кирпича
Лицевой кирпич отличается от обычного более высокой плотностью и однородностью цвета. На лицевых изделиях не допускаются отколы, отбитости, трещины и высолы [1]. Он обладает высокими теплотехническими, эксплуатационными и гигиеническими показателями, обеспечивает повышенную комфортабельность проживания людей, создавая благоприятный температурный и влажностный климат в жилых и подсобных помещениях дома.
Основным преимуществом лицевого кирпича по сравнению с другими облицовочными материалами является сочетание функций конструктивного и облицовочного материала, что дает возможность возводить наружные стены и фасады кирпичных зданий полной готовности в процессе их кладки. При этом отпадает необходимость в наружных лесах, сокращаются сроки строительства и устраняется потребность в мокрых процессах нанесения штукатурки на стены. Применение лицевого кирпича по сравнению с мокрой штукатуркой снижает стоимость 1 м2 стены на 15%, уменьшает трудовые затраты на 25% и сводит до минимума эксплуатационные затраты на содержание фасадов зданий [2].
Лицевой керамический кирпич является экологически чистым строительным материалом. Он обладает наиболее низким радиационным фоном, в несколько раз меньшим предельно допустимого уровня в помещении, равного 100 Бк/м3 [3]. По существующим нормам он относится к 1 классу стройматериалов по радиационной характеристике, что позволяет использовать его для любых нужд народного хозяйства.
Применение лицевого керамического кирпича различного цвета позволяет эффективно сочетать его с другими материалами – силикатным кирпичом, природным камнем, бетоном и деревом, что создает запоминающиеся архитектурные объекты. Неоценимо значение такого кирпича при реставрации, реконструкции и новом строительстве в исторически сложившихся
центральных городских районах [4]. |
http://ttc.sibadi.org/ |
Техника и технологии строительства, № 4 (8), 2016 |

ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
Требуемый цвет лицевых поверхностей кирпича, изготовленного из легкоплавких |
|
||
красножгущихся глин, может быть получен следующими технологическими приемами: |
|
||
формованием двухслойного кирпича, объемным окрашиванием, ангобированием, глазурованием и |
|
||
офактуриваением сухой минеральной крошкой лицевых поверхностей кирпича. |
|
||
Двухслойное формование позволяет получить желаемую окраску лицевой поверхности |
|
||
изделий при небольшом количестве привозной глины – 0,1-0,15 м3 на 1000 шт. кирпича, или |
|
||
6-7% от общего объема массы [5]. Это обусловливает возможность и экономичность широкого |
|
||
развития производства лицевого кирпича цветного или светлого тона фасадной поверхности. |
|
||
Несмотря на более высокую стоимость двухслойного лицевого кирпича по сравнению с |
|
||
обычным за счет организации более совершенной технологии, все же стоимость 1 м2 стены, |
|
||
облицованной таким кирпичом, ниже стоимости оштукатуренной кирпичной стены. |
|
||
Технология двухслойного кирпича впервые разработана в СССР. Она заключается в том, |
|
||
что в процессе формования кирпича на ленточном прессе между головкой и мундштуком |
|
||
вторым малогабаритным прессом, установленным перпендикулярно оси шнекового вала |
|
||
основного пресса, нагнетается лицевой слой. Оба пресса в одну установку соединяются |
|
||
переходной головкой разборной конструкции. |
|
|
|
Состав лицевой массы предварительно подбирают в лабораторных условиях. |
|
||
Массу лицевого слоя подготовляют и обрабатывают на специально оборудованной для этой |
|
||
цели технологической линии или на оборудовании, которое используют для приготовления |
|
||
основной массы. Предварительно при двухили трехкратном пропускании массы через |
|
||
ленточный пресс получают валюшку. Для обеспечения надлежащей гомогенности массы |
|
||
лицевого слоя и более полного усреднения ее влажности валюшку обязательно подвергают |
|
||
вылеживанию (до 10-15 суток) в специальных закрытых камерах в среде с высокой |
|
||
относительной влажностью, создаваемой водяным паром. |
|
|
|
Двухслойный лицевой кирпич целесообразно изготовлять пустотелым, для чего в |
|
||
мундштуке устанавливают пустотообразователи. Перед резательным автоматом располагают |
|
||
калибровочную рамку, назначение которой состоит в том, чтобы придавать кирпичу или |
|
||
керамическим камням более четкие углы и грани; перед калибровочной рамкой лицевые |
|
||
поверхности орошаются водой. Калибровочная рамка, кроме того, |
обеспечивает лучшее |
68 |
|
сцепление лицевого слоя с телом кирпича и в какой-то степени уменьшает образование |
|
||
пузырей на лицевой поверхности от защемленного воздуха. |
|
|
|
Производство лицевого двухслойного кирпича требует тщательной обработки основной массы |
|
||
кирпича. Она может быть приготовлена полусухим способом с раздельной дозировкой компонентов |
|
||
шихты ленточными питателями, смешиванием их в сухом виде, затем смешиванием при увлажнении |
|
||
горячей водой в комбинации с пароувлажнением до формовочной влажности с последующей |
|
||
обработкой на бегунах и в глиномялке вакуумного пресса. |
|
|
|
При пластическом приготовлении основной массы для кирпича из пластичных (число |
|
||
пластичности 16-25) и повышенной чувствительности глин применяется следующая технология: |
|
||
дозировка глины и отощающих добавок ящичными подавателями, обработка на бегунах с |
|
||
увлажнением в двухвальной глиномялке, в вальцах тонкого помола и глиномялке вакуумного |
|
||
пресса; получаемые валюшки поступают в камеры вылеживания на 2-3 суток в паровой среде, а |
|
||
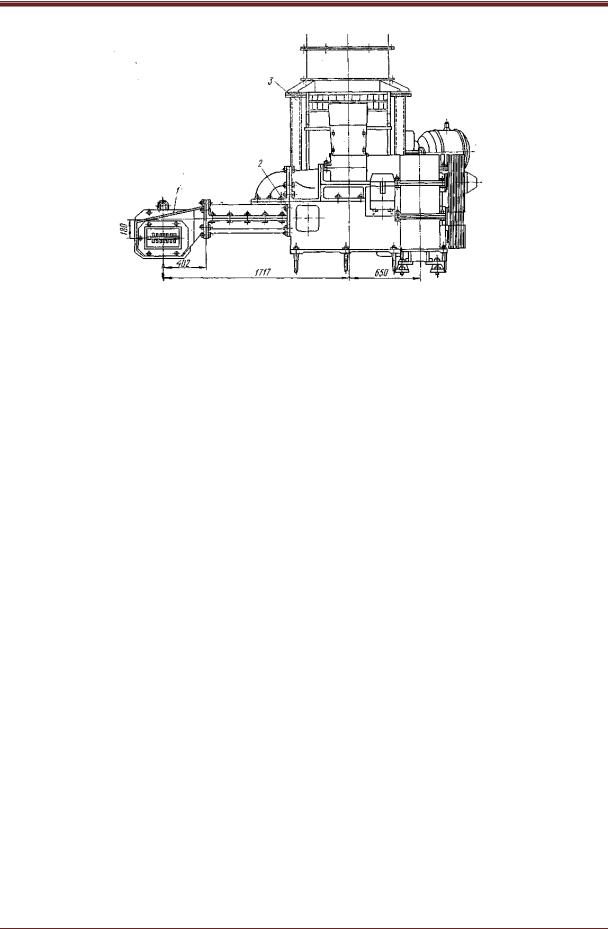
вылежавшиеся валюшки – на комбинированную установку СМ-1173 (рисунок 1), состоящая из |
|
||
малогабаритного пресса 2, дозатора-питателя 3, переходной головки 1 и системы |
|
||
синхронизации с мотор-генераторным устройством [5]. |
|
|
|
Трудности технологии изготовления двухслойного кирпича из легкоплавкой красножгущейся |
|
||
глины с нанесением на нее в процессе пластического формования лицевого слоя толщиной 3-5 мм |
|
||
заключаются в необходимости подбирать составы основного и лицевого слоев таким образом, |
|
||
чтобы максимально сблизить их усадку и коэффициент термического расширения. |
|
||
Значительным недостатком двухслойного лицевого кирпича является то, что через 8-12 лет |
|
||
эксплуатации на фасадах зданий возникают многочисленные дефекты. Под воздействием |
|
||
повторяющихся увлажнений, замерзаний и оттаиваний лицевой слой кирпича отслаивается, |
|
||
обнажая основную массу красного цвета, что приводит к пятнистости здания. Как показал опыт, |
|
||
устранение этих дефектов на фасадах зданий потребовало трудоемких ручных работ, большого |
|
||
расхода материалов и непредусмотренных затрат [6]. |
|
|
|
|
|
|
|
Техника и технологии строительства, № 4 (8), 2016 |
http://ttc.sibadi.org/ |
|
|
ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
Рис.1. Комбинированная установка СМ-1173 |
|
|
|
Лицевой керамический кирпич объемного окрашивания является перспективным стеновым |
|
||
материалом, отвечающий растущим требованиям к эстетике и разнообразию облицовки зданий |
|
||
и сооружений. Построенные с облицовкой таким кирпичом они практически не требуют ремонта |
|
||
в течение всего периода эксплуатации и приобретают необходимую индивидуальность. |
|
||
Сущность технологии объемного окрашивания массы заключается в тонком измельчении |
|
||
красящих добавок в шаровой или струйной мельнице до фракции, проходящей через сито 008 в |
|
||
количестве не менее 90%, и тщательном смешении полученного порошка с пластичной глиномассой |
|
||
на эффективном глиноперерабатывающем оборудовании. Для получения лицевого кирпича широкого |
|
||
цветового диапазона в зависимости от вида применяемого глинистого сырья содержание |
|
||
окрашивающих добавок в шихте может колебаться в широких пределах, % по объему: карбонатных |
69 |
||
пород – от 15 до 40, металлических руд иоксидов – от2 до 15 [2]. |
|
|
|
Глина предварительно вылеживается в открытом конусе, где осуществляются естественное |
|
||
разрушение ее природной структуры, дезагрегация глинистых частиц и усреднение по |
|
||
влажности. Дозировка глины и марганцевого флотоконцентрата производится по объему двумя |
|
||
ящичными питателями. Для получения однородной объемно окрашенной массы компоненты |
|
||
шихты последовательно обрабатываются в камневыделительных и дырчатых вальцах, |
|
||
глиномешалке, вальцах грубого и тонкого помола и снова в глиномешалке. |
|
|
|
Выходящий из пресса глиняный объемно окрашенный брус разрезается многоструйным |
|
||
резательным автоматом. Свежесформованный кирпич-сырец укладывается автоматом- |
|
||
укладчиком на больше объемные многорядные вагонетки и подается в туннельную сушилку, |
|
||
оборудованную передвижными реверсивными вентиляторами. Высушенный сырец |
|
||
укладывается на обжиговые вагонетки автоматом-садчиком и толкателем подается в буферную |
|
||
камеру печи длиной 130 м для нагрева изделий от 20 до 200°С, а затем в туннельную печь, |
|
||
работающую на природном газе с боковыми горелками. После обжига изделия поступают в |
|
||
туннель, где охлаждаются с 40-45°С до температуры окружающей среды в цехе [4]. |
|
||
Основным преимуществом лицевого объемно окрашенного кирпича является его большая |
|
||
долговечность, поскольку в процессе эксплуатации в стеновой кладке при отбитостях, отколах и |
|
||
других дефектах, образующихся под атмосферным воздействием, не возникает пятнистости на |
|
||
поверхности кирпича, и здание сохраняет прежний вид. |
|
|
|
Глазурованный и ангобированный кирпич применяют при оригинальной дизайнерской |
|
||
облицовке внешних и внутренних стен. Широкая цветовая гамма позволяет реализовать |
|
||
фактически любую идею оформления. |
|
|
|
Для получения кирпича с блестящей цветной поверхностью на обожженную глину наносят |
|
||
глазурь (специальный легкоплавкий состав, в основе которого – перемолотое в порошок |
|
||
стекло), а затем проводят вторичный обжиг уже при более низкой температуре, примерно |
|
||
700°С. После этого образуется стекловидный водонепроницаемый слой, обладающий хорошим |
|
||
сцеплением с основной массой и, как следствие, повышенной морозостойкостью. |
|
||
Глазурованный кирпич позволяет выкладывать мозаичные панно, как в помещении, так и со |
|
||
стороны улицы [7]. |
|
|
|
|
|
|
|
Техника и технологии строительства, № 4 (8), 2016 |
http://ttc.sibadi.org/ |
|
|